DZ-WPQ-08(J422)手工电弧焊的对接焊工艺评定上课讲义
- 格式:docx
- 大小:57.28 KB
- 文档页数:15
手工电弧焊操作实训教案【教学目的】通过本环节的实习使学生获得焊接生产经验,培养理论联系实际的工作作风,充分掌握手工电弧焊的操作技能,为今后实际工作打下基础。
【重点难点】操作姿势及弧光防护,引弧及焊条运行的三个基本运动方向。
【注意事项】1.操作姿势必须规范,防止触电。
2.避免长时间短路,以免烧损设备。
3.穿戴好防护用品,注意弧光防止灼伤眼睛及皮肤。
4.焊接过的工件不要用手触摸,敲击焊渣时,注意方向,要用力适当不要崩入眼里。
【教学过程】一、基础知识讲解1、原理利用局部加热或者加压,或者两者同时使用,采用或不用填充材料,将两个分离金属连接在一起的工作方法。
焊接种类:钎焊、氧—乙炔焊、CO2保护焊、氩弧焊、手工电弧焊。
电弧焊的原理利用电弧放电时产生的热量,熔化焊件及填充金属,冷凝后实现焊接的。
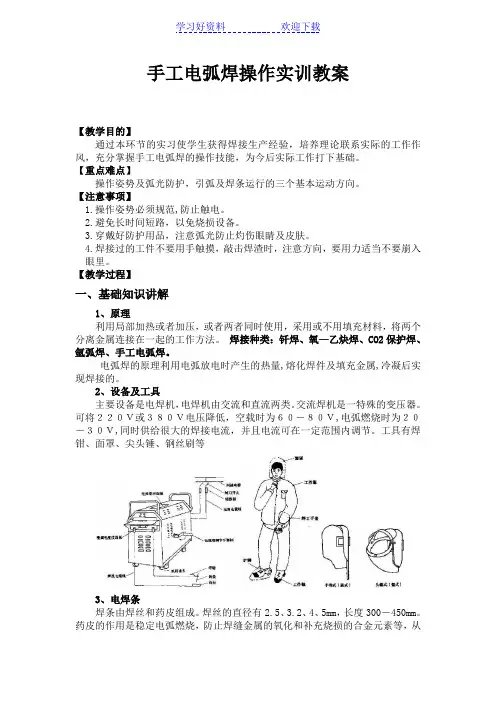
2、设备及工具主要设备是电焊机,电焊机由交流和直流两类。
交流焊机是一特殊的变压器。
可将220V或380V电压降低,空载时为60-80V,电弧燃烧时为20-30V,同时供给很大的焊接电流,并且电流可在一定范围内调节。
工具有焊钳、面罩、尖头锤、钢丝刷等3、电焊条焊条由焊丝和药皮组成。
焊丝的直径有2.5、3.2、4、5mm,长度300-450mm。
药皮的作用是稳定电弧燃烧,防止焊缝金属的氧化和补充烧损的合金元素等,从而保证焊缝具有良好机械性能。
4、焊缝的空间位置平焊、立焊、横焊、仰焊。
一般平焊,如其他焊采用小直径、小电流、短电弧。
5、接头形式接头形式有对接、角接、T字接、搭接。
6、焊接的坡口形式基本形式有I型、V型、X型、U型等。
6、确定焊接规范根据工件、焊缝来确定焊条直径、焊接电流(30-55)d、焊接速度。
尽量短电弧。
7、平焊的特点平焊是焊件处于水平位置时,在焊件上堆敷焊道的一种操作方法。
在选定焊接工艺参数和操作方法的基础上,利用电弧电流、焊接速度,达到控制熔池温度、熔池形状来完成焊接焊缝。
平焊是初学者进行焊接技能训练时所必须掌握的一项基本技能,焊接技术易掌握,焊缝无烧穿、焊瘤等缺陷,易获得良好焊缝成形和焊缝质量。
任务一手工电弧焊基本知识学习目标:1、了解焊接的分类和应用,焊条电弧焊的含义和基本原理、焊接特点、在实际工作及焊接结构中的地位和应用。
2、掌握手工电弧焊设备的基本构造、接线方式、调整电流的方法。
3、掌握劳保用品及常见辅助工具的用途、使用方法和注意事项。
技能目标:1、掌握设备调试方法、常见故障产生的原因及排除方法。
2、掌握手工电弧焊设备的基本构造、接线方式、调整电流的方法。
3、掌握劳保用品及常见辅助工具的用途、使用方法和注意事项。
[相关知识]:焊接技术是十九世纪末和二十世纪初发展起来的一种热加工工艺,取代了铆接。
焊接比铆接具有显著的优越性,它有节省材料、减轻结构重量、简化加工与装配工序、接头的致密性强、能承受高压、容易实现机械化和自动化生产、提高生产率、改善劳动条件等特点。
被广泛地应用于机械、建筑、交通、冶金、化工、造船、石油、电力等工业部门。
1、焊接的概念:通过加热或加压,或两者并用,充填或不充填焊丝(材料),使两焊件达到原子结合的加工工艺方法。
2、焊接的分类:按照焊接过程中金属所处的状态不同,焊接方法分为三类:熔焊:两金属熔化实现原子结合。
如:手工电弧焊、气焊、氩弧焊压焊:两金属熔化或达塑性状态实现原子结合。
如:点焊、缝焊钎焊:采用比被焊工件熔点低的钎料(焊丝),钎料被加热熔化,填充接头间隙并与被焊工件相互扩散,实现结合。
如:烙铁钎焊、火焰钎焊[入门指导]:手工电弧焊利用手工操纵焊条进行焊接的电弧焊方法,操作时,焊条和焊件分别作为两个电极,利用焊条与焊件之间产生的电弧热量来熔化焊件金属,冷却后形成焊缝。
其特点是:设备简单、维护方便、成本低;工艺灵活、适应性强;对焊件的装配要求较低;劳动强度高、生产效率低。
1、焊接电弧(焊接时,将焊条与焊件接触后很快拉开,在焊条端部和焊件之间立即产生明亮的电弧,实质是一种气体放电现象)。
1-药皮2-焊芯3-保护气体4-电弧5-熔池6-母材7-焊缝8-渣壳9-熔渣10-熔滴焊接电弧是由焊接电源供给的具有一定电压的两电极间或电极与焊件间的气体介质中,产生强烈而持久的放电现象,称为焊接电弧。
第3,4课时手工电弧焊操作技能教学目标:知识与技能:了解手工电弧焊的概念及药皮的作用。
过程与方法:1、理解焊接坡口的概念及开坡口的目的。
2、掌握常用的运条方法及焊道的连接与收尾。
情感态度价值观:由浅入深,结合视频,培养学生勇于动手去焊接的精神。
教学重点:手工电弧焊操作技能教学难点:焊接坡口及运条方法教学方法:讲授法教学准备:多媒体教学教学过程:(一)导入:复习导入:1、焊接的概念及分类。
2、焊接接头的种类及接头型式3、焊接电弧的偏吹(二)新授:一、手工电弧焊的概述1. 手工电弧焊的概念:手工电弧焊(焊条电弧焊)是利用焊条和焊件之间的电弧热使金属和母材熔化形成焊缝的一种焊接方法2、焊条的概念:焊条就是带有药皮的供手工电弧焊使用的熔化电极。
焊条规格以焊芯直径来表示。
其长度依焊条规格材料、药皮类型等不同而不同,通常在200▬500mm之间。
(1)、焊芯:焊芯就是被药皮覆盖的金属芯,其作用是传导电流,产生电弧,并且在熔化后作为填充金属与被熔化的母材熔合形成焊缝。
焊芯金属约占整个焊缝金属的50%-70%,因此焊芯的化学成分直接影响焊缝质量。
焊芯用钢丝为焊接专用钢丝,经特殊冶炼制成,单独规定了其牌号和化学成分。
如用于埋弧焊、电渣焊、气体保护焊、气焊等熔焊方法中作为填充金属时,称为焊丝。
(2)、药皮的作用:○1保护作用:焊接时,涂层熔化后产生大量的气体,使熔化金属与空气隔离开来,形成一个很好的保护层。
涂层熔化后形成熔渣,覆盖着熔滴和熔池。
这样不仅隔离开空气中的氧气、氮气,保护焊缝金属,而且降低了焊缝冷却速度,促进熔池中气体逸出,减少气孔生成,并改善焊缝成形和结晶。
○2冶金作用:药皮中加有脱氧剂,通过熔渣与熔化金属的化学反应,减少氧、硫等有害杂质对焊缝金属的危害,使焊缝获得符合要求的力学性能。
○3渗合金作用○4改善焊接工艺性能:在药皮中加入低电离电位的物质,可以提高电弧燃烧的稳定性;焊接时,在焊条端头形成一小段涂层套管,套管使电弧热量更集中,使电弧燃烧更稳定,并可减少飞溅,有利于熔滴向熔池过渡,提高了熔敷效率。
焊接工艺评定资料(WPQ)编号: DZ/WPQ-08名称: 25(Ⅰ类钢号)用J422手工电弧焊的对接焊工艺评定执行标准:JB4708-2000《钢制压力容器焊接工艺评定》(参照ASME 1X卷QW焊接评定篇)母材型号:25(Ⅰ类钢号)焊材型号(牌号):E4303(J422)完成日期:大众阀门集团有限公司WPQ资料目录序号资料名称资料编号页数1 焊接工艺指导书(WPS)W/J4Ⅰ-08 32 焊接工艺评定报告(PQR) DZ/PQR-0843 评定检验原始记录与报告PQR附录7①焊材进货检验报告附-1 1②质量证明书附-2 1③焊材化学成分分析附-3 1④焊工技能资格评定记录附-4 1⑤试样外观检查记录附-5 1⑥机械试验报告附-6 1⑦渗透检验报告附-7 1焊接工艺指导书WPS编号: W/J4Ⅰ-08执行标准: JB 4708-2000《钢制压力容器焊接工艺评定》(参照ASME 1X卷QW焊接评定篇)母材钢号:25焊材型号(牌号):E4303(J422)焊接方法: 手工电弧焊(SMAW)对接焊编制:审核:批准:日期:大众阀门集团有限公司焊接工艺指导书(规程)WPS单位名称:大众阀门集团有限公司焊接工艺指导书编号:W/J4Ⅰ-08 日期:所依据的焊接工艺评定报告编号:DZ/PQR-08焊接方法:手工电弧堆焊(SMAW)1、试样简图:(QW-402)说明:1、试板尺寸参照GB/T150/E2.1;坡口尺寸按GB/T985.1设计2、本指导书(WPS)按JB/T1613-93,JB/T4708-2000和JB/T4709-2007执行。
3、文件中钢材类别号的分类分组方法按GB/T22652中表2执行,本WPS适用于钢类号为Ⅰ类碳素钢(如20、25、WCA、WCB、WCC、ZG205-415、ZG250-485、ZG275-485、ZG200-400、ZG230-450等)阀体与阀座的手工电弧焊的对接焊。
中煤平朔集团井工一矿“刘伟〞创新工作室内部讲义电焊工培训授课人:***日期:2021名目1焊接工艺根底知识1.1焊接接头的种类及接头型式用焊接方法连接的接头称为焊接接头〔简称为接头〕。
它由焊缝、熔合区、热碍事区及其邻近的母材组成。
在焊接结构中焊接接头起两方面的作用,第一是连接作用,即把两焊件连接成一个整体;第二是传力作用,即传递焊件所承受的载荷。
依据GB/T3375—94?焊接名词术语?中的,焊接接头可分为10种类型,即对接接头、T形接头、十字接头、搭接接头、角接接头、端接接头、套管接头、歪对接接头、卷边接头和锁底接头,如图1。
其中以对接接头和T形接头应用最为普遍。
对接接头两件外表构成大于或等于135°,小于或等于180°夹角的接头,喊做对接接头。
在各种焊接结构中它是采纳最多的一种接头型式。
钢板厚度在6mm以下,除重要结构外,一般不开坡口。
厚度不同的钢板对接的两板厚度差(δ—δ1)不超过表1—1 时,那么焊缝坡口的全然形式与尺寸按较厚板的尺寸数据来选取;否那么,应在厚板上作出如图1—1所示的单面或双面削薄;其削薄长度L≥3(δ—δ1)。
图1—1不同厚度板材的对接(a)单面削薄,(b)双面削薄表1-1两焊件端面间构成大于30°、小于135°夹角的接头,喊做角接接头,见图1—2。
这种接头受力状况不太好,常用于不重要的结构中。
图1—2角接接头(a)I形坡口;(b)带钝边单边V形坡口T形接头一件之端面与另一件外表构成直角或近似直角的接头,喊做T形接头,见图1—3。
图1—3T形接头搭接接头两件局部重叠构成的接头喊搭接接头,见图1—4。
图1—4搭接接头(a)I形坡口,(b)圆孔内塞焊;(c)长孔内角焊搭接接头依据其结构形式和对强度的要求,分为不开坡口、圆孔内塞焊和长孔内角焊三种形式,见图1—4。
I形坡口的搭接接头,一般用于厚度12mm以下的钢板,其重叠局部≥2(δ1+δ2),双面焊接。
焊接工艺评定资料
(WPQ
编号:DZ/WPQ-08
名称:25(I类钢号)
用J422手工电弧焊的对接焊工艺评定
执行标准:JB4708-2000
《钢制压力容器焊接工艺评定》
(参照ASME 1X卷QW 焊接评定篇)母材型号:25(I类钢号)
焊材型号(牌号):E4303(J422)
完成日期:
大众阀门集团有限公司
WPQ料目录
焊接工艺指导书
WPS
大众阀门集团有限公司
焊接工艺指导书(规程)WPS
单位名称:
大众阀门集团有限公司
(SMAW )
1、 试板尺寸参照 GB/T150/E2.1;
坡口尺寸按 GB/T985.1 设计
2、 本指导书(WPS )按 JB/T1613-93
,
和 JB/T4709-2007 执行。
3、 文件中钢材类别号的分类分组方法按 GB/T22652 中表2执行,本 WPS 适用于钢类
号为I 类碳素钢
(如 20、25、WCA 、WCB 、WCC 、ZG205-415、
ZG250-485 、ZG275-485 、ZG200-400 、
ZG230-450 等)阀体与阀座的手工电弧焊的对
接焊。
2、母材:(QW-403 )
类别号:—I 组别号: I -1相焊
及标准号:
GB/T12228 钢号: _25一
厚度范围:15mm 母材对接焊缝:
E4303 (J422 )
注1 :本WPS 文件中钢材类别号的分类分组方法按 GB/T22652中表2执行。
焊接工艺指导书编号:
W/J4 I -08
日期:
所依据的焊接工艺评定报告编号:
DZ/PQR-08
焊接方法:
手工电弧堆焊
4、堆焊位置:(QW-405)
对接焊缝的位置:水平位置(1G)
焊接方向:右向
5、预热:(QW-406)
堆焊的环境温度:不低于室温道间温温度(允许最高值):180 C
6、焊后热处理:(QW-407)
焊后置于室内缓冷或室温下的退火炉中逐渐冷却。
7、电特性:(QW-409)
电流种类:直流焊机(DC)极性:DC+(反接)
焊接电流范围(A): ①3.2/80 ~140A;①4.0/140 ~220A
电弧电压(V): 20~26V
8.1施焊参数
注参数如实进行记录。
8.2技术措施:
摆动焊或不摆动焊:摆动焊摆动参数:视焊缝宽窄适当摆动
焊前清根和层间清理:焊前清根、手工层间除渣
单道焊或多道焊:多道焊
锤击:可用R>4的圆头钢钎清除焊渣
其他:焊前清除施焊部位油污、铁锈等。
采用小电流,多层多道焊施焊,慢速焊,短
弧,窄焊道,浅熔深,直线焊条法焊接。
采用① 3.2焊条打底,单面焊双面成型。
再用① 4焊条施焊。
层间必须将焊渣清除干净再焊下一层。
焊接工艺评定报告
PQR
大众阀门集团有限公司
焊接工艺评定报告PQR
单位名称:大众阀门集团有限公司
焊接工艺评定报告编号:DZ/PQR-08 焊接工艺指导书编号:W/J4 I -08焊接方法:手工电弧焊(SMAW)
-、评定规则:
1、接头简图:(QW-402)
二试验内容和试验记录汇编:
按JB4708中7.2条要求对本焊缝试样(件)进行的各项试验和检验的结果汇编如下, 其原始记录与报告见 PQR(附录)。
说明:
1、 本堆焊工艺评定报告(PQR)是按JB4708 -2000要
求,对编号为 W/J4 I -08的焊接工 艺指导书(WPS)进行评定。
2、 W/ J4 I -08中试板简图说明对本报告仍有
2、母材:(QW-403)
标准:GB/T12228 钢号:
25
类、组别号:1、1 -1 相焊 厚度: 15mm 注:母材钢号分类分组按
GB/T22652中
2
6、焊后热处理:(QW-407)
焊后置于室内缓冷或室温下的退火炉中逐渐 冷却。
3、 焊接材料:(QW-404)
焊材标准: GB/T5117-1995 焊材牌号: E4303/J422
焊材规格:
①3.2/ 04.0
焊缝金属厚度: 15mm 其他:
焊前烘焙温度不低于 105 C,
保温1h
4、 焊接位置:(QW-405)
对接焊缝位置:
1G
焊接方向(向左、向右): 右向
5、 预热:(QW-406)
环境温度(C ):
不低于室温
7、 电特性:(QW-409)
电流种类:
DC
极性: DC+ (反接) 焊接电流(A) : 80~240A 电弧电压(V) :
20~27V
8、 焊接技术措施:(QW-410)
焊接速度(cm/min ): 7-8 cm/min
摆动或不摆动: :视焊缝宽窄适当摆动
单道焊或多道焊:
多焊道
打底焊接采用①3.2焊条,单面焊双面成型。
采用低弧小电流,慢速窄焊道,多层多道焊,每
一层焊》2mm 。
前后焊缝按1/4〜1/3,层间焊渣 必须清除干净再施焊下一层。
三、评定结论:
焊接工艺评定检验原始纪录与报告
PQR(附录)
大众阀门集团有限公司
(按JB 4708-2000 执行,参照 ASME 第区卷 QW-300 )
罗江
焊工合格证:
T513025************
所用的焊接方法:
手工电弧焊(SMAW )
焊工焊接试件时遵照的 WPS No : W/J4 I -08
试验条件和评定范围
焊接方法的变素(QW —350)
衬垫(金属、焊缝金属、 双面焊、焊剂等)(QW-402) 母材类别:GB/T22652/表2
I 类 I -1 组 QW-403)
母材厚度(QW-403) 填充金属(QW-404) 化学分析时堆焊层厚度 焊接位置(1G) (QW-405) 焊接方向(上坡焊/下坡焊)
焊接电流类型和极性 (SMAW) (QW409)
(
结果
按JB4708-2000中7.2.1条要求,对本试样检查的项目为: 外观检查、无损检测、力学性能试验等。
检查结果如下:(原
焊工技能资格评定记录
编号
:
J411011408
焊工姓名
试件母材编号:
HP/J4 I -08
厚度 15mm
焊接试验执行人 __________________________________ 大众阀门集团有限公司___________________________________________ 化学分析执行人 _______________________________________
MT检测执行人_____________ PT检测执行人___________________________ UT检测执行人__________________________ 兹证明本报告记载正确,且试验是根据JB4708并参照ASME规范第区卷的要求进行试件的准备、焊接和试验的。
日期 ________________ 机构大众阀门集团有限公司。