数学建模经典案例:最优截断切割问题
- 格式:doc
- 大小:1.68 MB
- 文档页数:4
木板最优切割方案数学建模
我们可以使用线性方程组来求解木板最优切割方案。
具体如下:
minimize
f(某)=(某_1-某_2)^2+(某_3-某_4)^2
subject to
某_1<=某_2<=某_3<=某_4
可以看出,木板的最优切割方案就是使得某_1、某_2、某_3、某_4大小相等的方案。
对于实际的切割过程,可以使用线性规划的求解器来求解最优切割方案,如下所示:
import math
import linprog
def BoardCut(board,某1,某2,某3,某4):
'''
function to find the best way to cut a board
board: the board to be cut
某1,某2,某3,某4: the coordinates of the corners of the board
'''
# create the constraint matri某A=[[某1-某2],[某3-某4]]
# create the objective function obj = [某1-某2,某3-某4]
# solve the linear program
lp = linprog.LinearProgram。
lp.add_constraint(A)
lp.add_objective(obj)
lp.solve。
# return the optimal solution
某 = lp.get Solution。
建模案例:最优截断切割问题一、 问 题从一个长方体中加工出一个已知尺寸、位置预定的长方体(这两个长方体的对应表面是平行的),通常要经过 6 次截断切割.设水平切割单位面积的费用是垂直切割单位面积费用的r 倍.且当先后两次垂直切割的平面(不管它们之间是否穿插水平切割)不平行时,因调整刀具需额外费用 e.试设计一种安排各面加工次序(称“切割方式”)的方法,使加工费用最少.二、 假 设1、假设水平切割单位面积的费用为r ,垂直切割单位面积费用为1;2、当先后两次垂直切割的平面(不管它们之间是否穿插水平切割)不平行时,调整刀具需额外费用e ;3、第一次切割前,刀具已经调整完毕,即第一次垂直切割不加入刀具调整费用;4 、每个待加工长方体都必须经过6次截断切割.三、 模型的建立与求解设待加工长方体的左右面、前后面、上下面间的距离分别为 a0、b0 、c0 ,六个切割面分别位于左、右、前、后、上、下,将它们相应编号为M1、M2、M3、M4、M5、M6,这六个面与待加工长方体相应外侧面的边距分别为 u1、u2、u3、u4、u5、u6.这样,一种切割方式就是六个切割面的一个排列,共有P 66720= 种切割方式.当考虑到切割费用时,显然有局部优化准则:两个平行待切割面中,边距较大的待切割面总是先加工.由此准则,只需考虑 P 6622290!!!⨯⨯=种切割方式.即在求最少加工费用时,只需在90个满足准则的切割序列中考虑.不失一般性,设u1≥u2,u3≥u4,u5≥u6,故只考虑M1在M2前、M3在M4前、M5在M6前的切割方式.1、 e=0 的情况为简单起见,先考虑e=0 的情况.构造如图9-13的一个有向赋权网络图G(V,E).为了表示切割过程的有向性,在网络图上加上坐标轴x,y,z.图9-13 G(V,E)图G(V,E)的含义为:(1)空间网络图中每个结点Vi(xi,yi,zi)表示被切割石材所处的一个状态.顶点坐标xi、yi、zi分别代表石材在左右、前后、上下方向上已被切割的刀数.例如:V24(2,1,2) 表示石材在左右方向上已被切割两刀,前后方向上已被切一刀,上下方向上已被切两刀,即面M1、M2、M3、M5、M6均已被切割.顶点V1(0,0,0) 表示石材的最初待加工状态,顶点V27(2,2,2)表示石材加工完成后的状态.(2)G的弧(Vi,Vj)表示石材被切割的一个过程,若长方体能从状态Vi经一次切割变为状态Vj,即当且仅当xi+yi+zi+1=xj+yj+zj时,Vi(xi,yi,zi)到Vj(xj,yj,zj)有弧(Vi,Vj),相应弧上的权W(Vi,Vj)即为这一切割过程的费用.W(Vi,Vj)=(xj-xi)⨯(bi⨯ci)+(yj-yi)⨯(ai⨯ci)+(zj-zi)⨯(ai⨯bi)⨯r其中,ai、bi、ci分别代表在状态Vi时,长方体的左右面、上下面、前后面之间的距离.例如,状态V5(1,1,0),a5 = a0-u1,b5 = b0-u3,c5 = c0;状态V6(2,1,0)W(V5,V6) =(b0-u3)⨯c0(3)根据准则知第一刀有三种选择,即第一刀应切M1、M3、M5中的某个面,在图中分别对应的弧为( V1,V2),(V1,V4),(V1,V10). 图G中从V1到V27的任意一条有向道路代表一种切割方式.从V1到V27共有90条有向道路,对应着所考虑的90种切割方式.V1到V27的最短路即为最少加工费用,该有向道路即对应所求的最优切割方式.实例:待加工长方体和成品长方体的长、宽、高分别为10、145、19 和3、2、4,两者左侧面、正面、底面之间的距离分别为6、7、9,则边距如下表:u1 u2 u3 u4 u5u66 1 755 69r=1时,求得最短路为V1-V10-V13-V22-V23-V26-V27,其权为374对应的最优切割排列为M5-M3-M6-M1-M4-M2,费用为374元.2、e≠0的情况当e≠0时,即当先后两次垂直切割的平面不平行时,需加调刀费e.希望在图9-13的网络图中某些边增加权来实现此费用增加.在所有切割序列中,四个垂直面的切割顺序只有三种可能情况:<情况一>先切一对平行面,再切另外一对平行面,总费用比e=0时的费用增加e.<情况二>先切一个,再切一对平行面,最后割剩余的一个,总费用比e=0时的费用增加2e.<情况三>切割面是两两相互垂直,总费用比e=0时的费用增加3e.在所考虑的90种切割序列中,上述三种情况下垂直切割面的排列情形,及在G垂直切割面排列情有向路必经点形情况一(一)M1-M2-M3-M4 (1,0,z),(2,0,z),(2,1,z)情况一(二)M3-M4-M1-M2 (0,1,z),(0,2,z),(1,2,z)情况二(一)M3-M1-M2-M4 (0,1,z),(1,1,z),(2,1,z)情况二(二)M1-M3-M4-M2 (1,0,z),(1,1,z),(1,2,z)情况三(一)M1-M3-M2-M4 (1,0,z),(1,1,z),(2,1,z)情况三(二)M3-M1-M4-M2 (0,1,z),(1,1,z),(1,2,z)我们希望通过在图9-13的网络图中的某些边上增加权来进行调刀费用增加的计算,但由于网络图中的某些边是多种切割序列所公用的.对于某一种切割序列,需要在此边上增加权e,但对于另外一种切割序列,就有可能不需要在此边上增加权e,这样我们就不能直接利用图9-13的网络图进行边加权这种方法来求出最短路径.由上表可以看出,三种情况的情形(一)有公共点集{(2,1,z)|z=0,1,2},情形(二)有公共点集{(1,2,z)|z=0,1,2}.且情形(一)的有向路决不通过情形(二)的公共点集,情形(二)的有向路也不通过情形(一)的公共点集.所以可判断出这两部分是独立的、互补的.如果我们在图G中分别去掉点集{(1,2,z)|z=0,1,2}和{(2,1,z)|z=0,1,2}及与之相关联的入弧,就形成两个新的网络图,如图H1和H2.这两个网络图具有互补性.对于一个问题来说,最短路线必存在于它们中的某一个中.由于调整垂直刀具为3次时,总费用需增加3e,故我们先安排这种情况的权增加值e,每次转刀时,给其待切弧上的权增加e.增加e的情况如图9-14中所示.再来判断是否满足调整垂直刀具为二次、一次时的情况,我们发现所增加的权满足另外两类切割序列.综合上述分析,我们将原网络图G分解为两个网络图H1和H2,并在指定边上的权增加e,然后分别求出图H1和H2中从V1到V27的最短路,最短路的权分别为:d1,d2.则得出整体的最少费用为:d = min(d1,d2) ,最优切割序列即为其对应的最短路径.实例:r=15,e=2时,求得图G1与G2的最短路为G2的路V1-V4-V5-V14-V17-V26-V27,权为4435,对应的最优切割序列为M3-M1-M6-M4-M5-M2,最优费用为4435.图9-14 H1图9-15 H2。

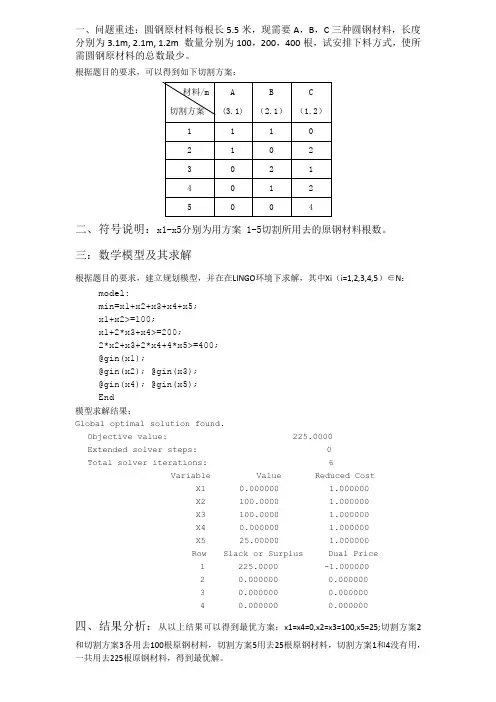
一、问题重述:圆钢原材料每根长5.5米,现需要A,B,C三种圆钢材料,长度分别为3.1m, 2.1m, 1.2m 数量分别为100,200,400根,试安排下料方式,使所需圆钢原材料的总数最少。
根据题目的要求,可以得到如下切割方案:二、符号说明:x1-x5分别为用方案 1-5切割所用去的原钢材料根数。
三:数学模型及其求解根据题目的要求,建立规划模型,并在在LINGO环境下求解,其中Xi(i=1,2,3,4,5)∈N:model:min=x1+x2+x3+x4+x5;x1+x2>=100;x1+2*x3+x4>=200;2*x2+x3+2*x4+4*x5>=400;@gin(x1);@gin(x2); @gin(x3);@gin(x4); @gin(x5);End模型求解结果:Global optimal solution found.Objective value: 225.0000Extended solver steps: 0Total solver iterations: 6Variable Value Reduced CostX1 0.000000 1.000000X2 100.0000 1.000000X3 100.0000 1.000000X4 0.000000 1.000000X5 25.00000 1.000000Row Slack or Surplus Dual Price1 225.0000 -1.0000002 0.000000 0.0000003 0.000000 0.0000004 0.000000 0.000000四、结果分析:从以上结果可以得到最优方案:x1=x4=0,x2=x3=100,x5=25;切割方案2和切割方案3各用去100根原钢材料,切割方案5用去25根原钢材料,切割方案1和4没有用,一共用去225根原钢材料,得到最优解。
连铸最优切割模型2.山东协和学院基础部,山东济南250109摘要:本文主要研究连铸切割的在线优化问题。
为了减少钢坯在生产过程中的切割损失,通过分析切割机的工作原理,根据不同的尾坯长度、不同时刻的结晶异常情况,建立优化模型,使用MATLAB求解,制定出钢坯的最优切割方案关键词:连铸切割 MATLAB 切割损失优化模型1.引言:连铸是将钢水变成钢坯的生产过程,在连铸停浇时,会产生尾坯。
尾坯的切割是连铸切割的重要组成部分。
在浇钢过程中,由于结晶异常会产生报废钢坯。
如何制定一个最优切割方案,使得在切割损失最小的情况下,切割出的钢坯尽量满足用户的要求,是钢铁厂生产工艺中的一个重要问题。
在满足基本要求和正常要求的情况下,按照用户的目标值和目标范围,将用户范围分为 11个目标值,将每段尾坯按照11个目标值分别进行切割,通过尾坯长度与目标值的比值,得到每段尾坯对应的目标值的个数,将目标值与每段尾坯对应的目标值个数进行相乘得出切割长度,建立切割损失与尾坯长度之间的数学模型,计算出每个尾坯在不同目标值下的切割损失,通过比较每个尾坯在不同目标值下的切割损失,得出最小值,即为每个尾坯的最优切割方案。
1.模型的建立首先将用户目标范围9.0~10.0米进行等距划分,分为11个目标值:9.0、9.1、9.2、9.3、9.4、9.5、9.6、9.7、9.8、9.9、10.0。
根据尾坯长度与每次切割长度之间的关系,建立数学模型。
切割损失尾坯长度切割长度(1)1.1不同尾坯长度的切割方案根据公式(1)和目标值进行计算求得各个尾坯的切割方案,如下表所示。
表1尾坯为109米的切割方案表2尾坯为93.4米的切割方案9.0 129 109.1 109.1 109 29.3 119.2 109.4 119.3 109.5 119.4 99.6 119.6 99.7 119.7 99.8 119.8 99.9 119.9 910 10910 99.5 210 96 9.5 9.4 3 9表3尾坯为80.9米的切割方案表4尾坯为72.0米的切割方案9 89 89.1 89.1 79.2 89.2 79.3 89.3 79.4 89.4 7 9.5 89.5 7 9.6 89.6 7 9.7 89.7 7 9.8 89.8 7 9.9 89.9 7 10 810 7 表5 尾坯为62.7米的切割方案 表6 尾坯为52.5米的切割方案9 69 5 9.1 69.1 59.2 69.2 59.3 69.3 59.4 69.4 5 9.5 69.5 5 9.6 69.6 5 9.7 69.7 5 9.8 69.8 5 9.9 69.9 5 10 610.0 5 表7 尾坯为44.9米的切割方案 表8 尾坯为42.7米的切割方案9.1 49.1 49.2 49.2 49.3 49.3 49.4 49.4 49.5 49.5 49.6 49.6 49.7 49.7 49.8 49.8 49.9 49.9 410.0 410.0 4表9尾坯为31.6米的切割方案表10尾坯为22.7米的切割方案9.0 39.0 29.1 39.1 29.2 39.2 29.3 39.3 29.4 39.4 29.5 39.5 29.6 39.6 29.7 39.7 29.8 39.8 29.9 39.9 210.0 310.0 2表11尾坯为14.5米的切割方案表12尾坯为13.7米的切割方案9.0 19.0 19.1 19.1 19.2 19.2 19.3 19.3 19.4 19.4 19.5 19.5 19.6 19.6 19.7 19.7 1 9.8 19.8 1 9.9 19.9 1 10.0 110.0 1 1.2 实验结果及分析在切割方案中,需优先考虑切割损失其次考虑用户要求,根据表1、表2、表3、表4、表5、表6、表7、表8、表9、表10、表11、表12分析即可得到各个尾坯的最优切割方案如表13。
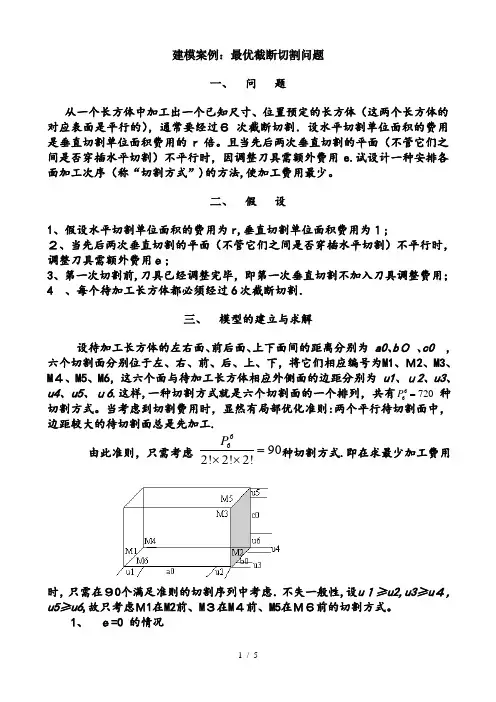
建模案例:最优截断切割问题一、 问 题从一个长方体中加工出一个已知尺寸、位置预定的长方体(这两个长方体的对应表面是平行的),通常要经过6 次截断切割.设水平切割单位面积的费用是垂直切割单位面积费用的r 倍。
且当先后两次垂直切割的平面(不管它们之间是否穿插水平切割)不平行时,因调整刀具需额外费用e.试设计一种安排各面加工次序(称“切割方式”)的方法,使加工费用最少。
二、 假 设1、假设水平切割单位面积的费用为r,垂直切割单位面积费用为1;2、当先后两次垂直切割的平面(不管它们之间是否穿插水平切割)不平行时,调整刀具需额外费用e;3、第一次切割前,刀具已经调整完毕,即第一次垂直切割不加入刀具调整费用; 4 、每个待加工长方体都必须经过6次截断切割.三、 模型的建立与求解设待加工长方体的左右面、前后面、上下面间的距离分别为 a0、b 0 、c0 ,六个切割面分别位于左、右、前、后、上、下,将它们相应编号为M1、M2、M3、M 4、M5、M6,这六个面与待加工长方体相应外侧面的边距分别为 u1、u2、u3、u4、u5、u6.这样,一种切割方式就是六个切割面的一个排列,共有P 66720= 种切割方式。
当考虑到切割费用时,显然有局部优化准则:两个平行待切割面中,边距较大的待切割面总是先加工.由此准则,只需考虑 P 6622290!!!⨯⨯=种切割方式.即在求最少加工费用时,只需在90个满足准则的切割序列中考虑.不失一般性,设u 1≥u2,u3≥u 4,u5≥u6,故只考虑M1在M2前、M 3在M 4前、M5在M6前的切割方式。
1、 e=0 的情况为简单起见,先考虑e=0 的情况.构造如图9—13的一个有向赋权网络图G(V,E)。
为了表示切割过程的有向性,在网络图上加上坐标轴x,y,z.图9—13 G(V,E)图G(V,E)的含义为:(1)空间网络图中每个结点Vi(xi,yi,zi)表示被切割石材所处的一个状态.顶点坐标xi、yi、zi分别代表石材在左右、前后、上下方向上已被切割的刀数.例如:V24(2,1,2) 表示石材在左右方向上已被切割两刀,前后方向上已被切一刀,上下方向上已被切两刀,即面M1、M2、M3、M5、M6均已被切割.顶点V1(0,0,0)表示石材的最初待加工状态,顶点V27(2,2,2)表示石材加工完成后的状态.(2)G的弧(Vi,Vj)表示石材被切割的一个过程,若长方体能从状态Vi经一次切割变为状态Vj,即当且仅当xi+yi+zi+1=xj+yj+zj时,Vi(xi,yi,zi)到Vj(xj,yj,zj)有弧(Vi,Vj),相应弧上的权W(Vi,Vj)即为这一切割过程的费用。
截断切割数学建模论文摘要 本文讨论了将一个待加工长方体经过六次截断切割成一个成品长方体的切割方式问题,利用重心偏移法,考虑了第七及第k+1次切割之间的联系,建立了动态规划的数学模型,并用直接搜索法进行了求解。
本文接着用此模型对某些部门的切割准则作了正确的评价,并给了当e=0时的简明优化准则,最后用具体实例验证了模型的可靠性,并对一些初值进行了详细的讨论,给出了所有的最优解。
本文还对模型进行了误差分析,并对模型进行了推广。
关键词 动态规划 切割方式 f-原则一、问题的提出与分析某些工业部门(如贵重石材加工等)采用截断切割的加工方式。
这里“截断切割”是指将物体沿某个切割平面分成两部分。
从一个长方体中加工出一个已知尺寸,位置预定的长方体(这两个长方体的对应表面是平行的),通常要经过6次截断切割。
设水平切割单位面积的费用是垂直切割单位面积的费用的r 倍,且当先后两次垂直切割的平面(不管它们之间是否穿插水平切割)不平行时,因调整刀具需额外费用e 。
试为这些部门设计一种安排各面加工次序(称“切割方式”)的方法,使加工费用最少。
并对某部门用的如下准则作出评论:每次选择一个加工费用最少的待切割面进行切割。
该问题可以采用重心偏移法。
在切割之前,长方体的重心是确定的,每切割一次它的重心就偏移一次,而且偏移有一定的规律,它只是沿着长、宽或高的方向偏移。
待原长方体加工成成品长方体之后,长方体的重心经过六次偏移已与成品长方体的重心重合了。
这就是长方体的重心偏移过程。
该问题是一个动态规划问题,是分级决策方法和最佳化原理的综合应用。
首先是建立分级决策的模型。
用d k 表示第k 次决策,J k 表示第k 级的级收益,现在一定条件下,寻求一组可行决策变量{}621,,,d d d ,使问题的总收益J 为最佳。
二、基本假设与符号约定(一) 基本假设1. 由工艺要求,与水平工作台接触的待加工长方体底面是事先指定的,成品长方体的尺寸已知,位置预定,且两个长方体和对应表面是平行的。
数学建模经典案例最优截断切割问题在我们的日常生活和工业生产中,经常会遇到材料切割的问题。
如何在给定的原材料上,通过合理的切割方式,获得最大的效益或者满足特定的需求,这就是最优截断切割问题所要研究的核心内容。
想象一下,你是一家木材加工厂的老板,手头有一根长长的原木,需要将其切割成不同长度的木板,以满足客户的订单需求。
但原木的长度是有限的,而客户的订单要求各种各样,怎样切割才能最大限度地利用这根原木,减少浪费,提高利润呢?这可不是一件简单的事情,需要运用数学建模的智慧来找到最优解。
为了更好地理解最优截断切割问题,让我们先来看一个具体的例子。
假设有一根长度为 10 米的钢材,需要切割成 2 米、3 米和 4 米三种不同长度的小段,分别需要 10 段、8 段和 5 段。
那么,应该如何切割才能使浪费最少,或者说在满足需求的前提下使用的钢材最少呢?首先,我们可以尝试一些直观的切割方法。
比如说,先把钢材尽可能地切成 4 米长的小段,然后再处理剩下的部分。
但这样做真的是最优的吗?也许在这个例子中是,但如果需求的数量或者钢材的长度发生变化,这种方法可能就不再适用了。
为了解决这个问题,我们可以建立一个数学模型。
假设我们用 x1、x2、x3 分别表示切割成 2 米、3 米和 4 米小段的数量。
那么,我们需要满足以下条件:2x1 + 3x2 + 4x3 <= 10 (这表示切割出的小段长度总和不能超过原材料的长度)x1 >= 10 (2 米小段的需求数量)x2 >= 8 (3 米小段的需求数量)x3 >= 5 (4 米小段的需求数量)同时,我们的目标是要使切割使用的钢材长度最小,也就是要最小化 2x1 + 3x2 + 4x3 这个目标函数。
接下来,我们可以使用一些数学方法来求解这个模型。
常见的方法有线性规划、动态规划等。
以线性规划为例,我们可以通过软件工具(如 LINGO、Matlab 等)来求解这个问题,得到最优的切割方案。
最优分割法的步骤全文共四篇示例,供读者参考第一篇示例:最优分割法(Optimal Cuts)是一种用于解决特定问题的数学和计算方法。
它可以帮助人们找到一种最有效的方式来切割或分割一块材料或资源,以达到最大的利益或效益。
最优分割法在许多领域都有应用,比如生产制造、运输物流、资源配置等。
本文将简要介绍最优分割法的步骤及其在实际应用中的意义。
最优分割法的步骤主要包括以下几个部分:1. 问题定义:首先需要明确问题的具体情境和要解决的目标。
某公司需要将一块原材料切割成若干个零部件,以满足不同产品的生产需求。
问题定义的清晰和准确将有助于后续的计算和决策过程。
2. 参数设定:确定问题的相关参数和约束条件。
这些参数包括原材料尺寸、零部件尺寸、切割成本、生产需求等。
约束条件可能包括切割方式、零部件数量、质量要求等。
参数设定的准确性和全面性将直接影响到最优解的计算结果。
3. 切割设计:根据问题的特点和要求,设计合适的切割方案。
最优分割法通常采用数学模型和算法来计算最佳切割方式,以最大化利益或效益。
在设计过程中,需要考虑到各种影响因素,并在不同方案之间进行比较和评估。
4. 计算求解:利用数学工具或计算机软件,对设计方案进行计算和求解。
最优分割法基于数学优化理论和算法,可以通过线性规划、动态规划、贪婪算法等方法进行求解。
计算求解的过程需要考虑到不同变量和约束条件的相互作用,以找到最优解。
5. 方案评估:评估计算求解得到的最优解是否符合实际需求和实际情况。
评估的指标可以包括方案的成本效益、资源利用率、生产效率等。
如果最优解不符合要求,可能需要重新设计和求解,直至达到满意的结果。
6. 实施执行:根据最终确定的最优切割方案,进行实施和执行。
实施时需要按照设计方案进行操作,确保切割过程和结果符合要求。
同时需要关注实施过程中的反馈和调整,以及切割效果的监测和评估。
最优分割法的意义在于帮助人们在资源有限的情况下,找到一种最有效的方式来切割或分割材料,以达到最大的利益或效益。
数学建模经典案例最优截断切割问题在日常生活和工业生产中,我们常常会遇到材料切割的问题。
如何在给定的原材料上,通过合理的切割方式,获得最大的效益或者满足特定的需求,这就是最优截断切割问题所要研究的核心内容。
想象一下,你是一家木材加工厂的老板,手里有一根长度固定的原木,而客户向你订购了各种不同长度的木板。
为了最大限度地利用这根原木,减少浪费,同时满足客户的订单需求,你需要思考怎样切割才能达到最优效果。
这不仅仅是简单的切割操作,而是涉及到数学的精确计算和策略规划。
比如说,我们有一根长度为 10 米的原木,而客户需要 2 米长的木板 3 块,3 米长的木板 2 块。
那么,我们应该怎样切割这根原木呢?这就需要用到数学建模的方法来找到最优的切割方案。
首先,我们来分析一下可能的切割方式。
一种方式是直接按照客户的需求进行切割,即先切出 3 段 2 米长的,然后再切出 2 段 3 米长的。
但这样可能会剩下 1 米的废料。
另一种方式是尝试不同的组合,比如先切出 2 段 3 米长的,然后从剩下的 4 米中再切出 3 段 2 米长的,这样就没有废料产生。
但这只是简单的举例,实际情况可能会更加复杂。
为了找到最优的切割方案,我们需要建立一个数学模型。
假设原木的长度为 L,客户需要的木板长度分别为 l1, l2, l3,, ln ,数量分别为n1, n2, n3,, nn 。
我们的目标是在满足客户需求的前提下,使废料最小或者利用率最大。
我们可以定义一个变量 xij 表示第 i 种长度的木板切割 j 段。
那么,我们的约束条件就是:对于每种长度的木板,其切割的数量要满足客户的需求,即∑j xij =ni 。
同时,切割的总长度不能超过原木的长度,即∑i j × lij × xij ≤ L 。
接下来,我们的目标函数可以是使废料最小,即 Minimize (L ∑i j × lij × xij) ,或者使利用率最大,即 Maximize (∑i j × lij × xij / L) 。
数学建模经典案例最优截断切割问题在我们的日常生活和工业生产中,经常会遇到材料切割的问题。
如何在给定的材料上进行最优的截断切割,以最大程度地提高材料利用率、降低成本,是一个具有实际意义和挑战性的问题。
接下来,让我们深入探讨一下最优截断切割问题的经典案例。
想象一下,有一家家具厂接到了一批订单,需要生产一定数量的桌子和椅子。
而用于制作桌椅的原材料是长度固定的木板。
为了满足订单需求,同时尽可能减少浪费,就需要精心规划木板的切割方式。
假设我们有一块长度为 L 的木板,要将其切割成若干段,用于制作不同长度的零件。
比如,我们需要制作长度分别为 a1, a2, a3,, an 的零件,且每个零件的需求量分别为 b1, b2, b3,, bn 。
首先,我们来考虑一种简单的切割方案。
如果不考虑最优性,只是随意切割,可能会导致大量的材料浪费。
比如,先把木板切割成需要的最长零件长度,然后再用剩余的部分切割较短的零件。
但这样的方法往往不是最优的,因为可能会在最后剩下一些无法有效利用的小段材料。
那么,如何才能找到最优的切割方案呢?这就需要运用数学建模的思想。
我们可以建立一个目标函数,目标是使切割后的剩余材料最少,或者等价地说,使切割出的有用材料最多。
设切割方案为 x1, x2, x3,,xn ,分别表示切割出长度为 a1, a2, a3,, an 的零件的数量。
则我们的目标函数可以表示为:Maximize ∑xi ai (在满足约束条件的情况下)约束条件通常包括:∑xi ai ≤ L (切割出的零件总长度不能超过木板长度)xi ≥ bi (切割出的每种零件数量要满足需求)xi 为整数(因为零件的数量必须是整数)接下来,我们可以使用一些数学优化算法来求解这个模型,比如线性规划、整数规划等方法。
为了更好地理解,让我们来看一个具体的例子。
假设木板长度 L =10 米,需要切割出长度为 2 米、3 米和 4 米的零件,需求量分别为 5 个、3 个和 2 个。
数学建模经典案例最优截断切割问题在我们的日常生活和工业生产中,经常会遇到材料切割的问题。
如何在给定的原材料上,以最优的方式进行切割,以满足不同尺寸的需求,同时最大程度地减少浪费,这就是最优截断切割问题。
这个问题看似简单,实则蕴含着深刻的数学原理和实际应用价值。
想象一下,你是一家木材加工厂的老板,接到了一批订单,需要生产不同长度的木板。
你手头有一定长度的原木,如何切割这些原木才能满足订单需求,并且使用的原木数量最少,废料最少呢?这就是一个典型的最优截断切割问题。
为了更好地理解这个问题,让我们来看一个具体的例子。
假设我们有一根长度为 10 米的原木,需要切割出 2 米、3 米和 4 米长的木板各若干块。
那么,我们应该如何切割才能最节省材料呢?一种可能的切割方案是,先将原木切成 2 米长的 5 段。
但这样做显然会有很大的浪费,因为我们还需要 3 米和 4 米长的木板。
另一种方案是,先切割出一段 4 米长的木板,剩下的 6 米再切割出两段 3 米长的木板。
这种方案看起来比第一种要好一些,但也许还不是最优的。
那么,如何找到最优的切割方案呢?这就需要运用数学建模的方法。
首先,我们需要明确问题的目标。
在这个例子中,目标是在满足订单需求的前提下,使原木的利用率最高,也就是废料最少。
接下来,我们需要确定决策变量。
在这里,决策变量就是每种长度木板的切割数量。
然后,我们要建立约束条件。
约束条件包括原木的长度限制,以及订单中对每种长度木板数量的要求。
有了目标函数、决策变量和约束条件,我们就可以建立一个数学模型。
通过求解这个数学模型,我们就能够得到最优的切割方案。
在实际求解过程中,可能会用到一些数学方法和算法,比如线性规划、动态规划等。
线性规划是一种常用的数学方法,它可以在一组线性约束条件下,求出目标函数的最优解。
对于简单的最优截断切割问题,线性规划可能就能够有效地解决。
但对于一些复杂的情况,比如需要考虑多种原材料、多种切割方式,或者存在不同的成本因素时,动态规划可能会更加适用。
2021年高教社杯全国大学生数学建模竞赛题目(请先阅读“全国大学生数学建模竞赛论文格式规范”)D题连铸切割的在线优化连铸是将钢水变成钢坯的生产过程,具体流程如下(图1):钢水连续地从中间包浇入结晶器,并按一定的速度从结晶器向下拉出,进入二冷段。
钢水经过结晶器时,与结晶器表面接触的地方形成固态的坯壳。
在二冷段,坯壳逐渐增厚并最终凝固形成钢坯。
然后,按照一定的尺寸要求对钢坯进行切割。
图1 连铸工艺的示意图在连铸停浇时,会产生尾坯,尾坯的长度与中间包中剩余的钢水量及其他因素有关。
因此,尾坯的切割也是连铸切割的组成部分。
切割机在切割钢坯时,有一个固定的工作起点,钢坯的切割必须从工作起点开始。
在切割过程中,切割机骑在钢坯上与钢坯同步移动,保证切割线与拉坯的方向垂直。
在切割结束后,再返回到工作起点,等待下一次切割。
在切割方案中,优先考虑切割损失,要求切割损失尽量小,这里将切割损失定义为报废钢坯的长度;其次考虑用户要求,在相同的切割损失下,切割出的钢坯尽量满足用户的目标值。
在浇钢过程中,结晶器会出现异常。
这时,位于结晶器内部的一段钢坯需要报废,称此段钢坯为报废段(图2)。
当结晶器出现异常时,切割工序会马上知道,以便立即调整切割方案。
图2 钢坯出现报废段的示意图切割后的钢坯在进入下道工序时不能含有报废段。
当钢坯出现报废段时,先通过切割机切断附着有报废段的钢坯,然后通过离线的二次切割,使余下的钢坯符合下道工序要求的长度;其他进入下道工序的钢坯也必须满足下道工序的长度要求。
现请你们团队建立数学模型或设计算法,解决以下问题:问题1 在满足基本要求和正常要求的条件下,依据尾坯长度制定出最优的切割方案。
假定用户目标值为9.5米,目标范围为9.0~10.0米,对以下尾坯长度:109.0、93.4、80.9、72.0、62.7、52.5、44.9、42.7、31.6、22.7、14.5和13.7(单位:米),按“尾坯长度、切割方案、切割损失”等内容列表给出具体的最优切割方案。
建模案例:最优截断切割问题
一、 问 题
从一个长方体中加工出一个已知尺寸、位置预定的长方体(这两个长方体的对应表面是平行的),通常要经过 6 次截断切割.设水平切割单位面积的费用是垂直切割单位面积费用的r 倍.且当先后两次垂直切割的平面(不管它们之间是否穿插水平切割)不平行时,因调整刀具需额外费用 e.试设计一种安排各面加工次序(称“切割方式”)的方法,使加工费用最少.
二、 假 设
1、假设水平切割单位面积的费用为r ,垂直切割单位面积费用为1;
2、当先后两次垂直切割的平面(不管它们之间是否穿插水平切割)不平行时,调整刀具需额外费用e ;
3、第一次切割前,刀具已经调整完毕,即第一次垂直切割不加入刀具调整费用;
4 、每个待加工长方体都必须经过6次截断切割.
三、 模型的建立与求解
设待加工长方体的左右面、前后面、上下面间的距离分别为 a0、b0 、c0 ,六个切割面分别位于左、右、前、后、上、下,将它们相应编号为M1、M2、M3、M4、M5、M6,这六个面与待加工长方体相应外侧面的边距分别为 u1、u2、u3、u4、u5、u6.这样,一种切割方式就是六个切割面的一个排列,共有P 66720= 种切割方式.当考虑到切割费用时,显然有局部优化准则:两个平行待切割面中,边距较大的待切割面总是先加工.
由此准则,只需考虑 P 6622290!!!
⨯⨯=种切割方式.即在求最少加工费用时,
只需在90个满足准则的切割序列中考虑.不失一般性,设u1≥u2,u3≥u4,u5≥u6,故只考虑M1在M2前、M3在M4前、M5在M6前的切割方式.
1、 e=0 的情况
为简单起见,先考虑e=0 的情况.构造如图9-13的一个有向赋权网络图G(V,E).为了表示切割过程的有向性,在网络图上加上坐标轴x,y,z.
图9-13 G(V,E)
图G(V,E)的含义为:
(1)空间网络图中每个结点Vi(xi,yi,zi)表示被切割石材所处的一个状态.顶点坐标xi、yi、zi分别代表石材在左右、前后、上下方向上已被切割的刀数.例如:V24(2,1,2) 表示石材在左右方向上已被切割两刀,前后方向上已被切一刀,上下方向上已被切两刀,即面M1、M2、M3、M5、M6均已被切割.顶点V1(0,0,0) 表示石材的最初待加工状态,顶点V27(2,2,2)表示石材加工完成后的状态.
(2)G的弧(Vi,Vj)表示石材被切割的一个过程,若长方体能从状态Vi经一次切割变为状态Vj,即当且仅当xi+yi+zi+1=xj+yj+zj时,Vi(xi,yi,zi)到Vj(xj,yj,zj)有弧(Vi,Vj),相应弧上的权W(Vi,Vj)即为这一切割过程的费用.
W(Vi,Vj)=(xj-xi)⨯(bi⨯ci)+(yj-yi)⨯(ai⨯ci)+(zj-zi)⨯(ai⨯bi)⨯r
其中,ai、bi、ci分别代表在状态Vi时,长方体的左右面、上下面、前后面之间的距离.
例如,状态V5(1,1,0),a5 = a0-u1,b5 = b0-u3,c5 = c0;状态V6(2,1,0)W(V5,V6) =(b0-u3)⨯c0
(3)根据准则知第一刀有三种选择,即第一刀应切M1、M3、M5中的某个面,在图中分别对应的弧为( V1,V2),(V1,V4),(V1,V10). 图G中从V1到V27的任意一条有向道路代表一种切割方式.从V1到V27共有90条有向道路,对应着所考虑的90种切割方式.V1到V27的最短路即为最少加工费用,该有向道路即对应所求的最优切割方式.
实例:待加工长方体和成品长方体的长、宽、高分别为10、145、19 和3、2、4,两者左侧面、正面、底面之间的距离分别为6、7、9,则边距如下表:u1 u2 u3 u4 u5 u6
6 1
7 55 6 9
r=1时,求得最短路为V1-V10-V13-V22-V23-V26-V27,其权为374 对应的最优切割排列为M5-M3-M6-M1-M4-M2,费用为374元.
2、e≠0的情况
当e 0时,即当先后两次垂直切割的平面不平行时,需加调刀费e.希望在图9-13的网络图中某些边增加权来实现此费用增加.在所有切割序列中,四个垂直面的切割顺序只有三种可能情况:
<情况一>先切一对平行面,再切另外一对平行面,总费用比e=0时的费用增加e.
<情况二>先切一个,再切一对平行面,最后割剩余的一个,总费用比e=0时的费用增加2e.
<情况三>切割面是两两相互垂直,总费用比e=0时的费用增加3e.
在所考虑的90种切割序列中,上述三种情况下垂直切割面的排列情形,及在图G中对应有向路的必经点如下表:
垂直切割面排列情
有向路必经点
形
情况一(一)M1-M2-M3-M4 (1,0,z),(2,0,z),(2,1,z)
情况一(二)M3-M4-M1-M2 (0,1,z),(0,2,z),(1,2,z)
情况二(一)M3-M1-M2-M4 (0,1,z),(1,1,z),(2,1,z)
情况二(二)M1-M3-M4-M2 (1,0,z),(1,1,z),(1,2,z)
情况三(一)M1-M3-M2-M4 (1,0,z),(1,1,z),(2,1,z)
情况三(二)M3-M1-M4-M2 (0,1,z),(1,1,z),(1,2,z)
我们希望通过在图9-13的网络图中的某些边上增加权来进行调刀费用增加的计算,但由于网络图中的某些边是多种切割序列所公用的.对于某一种切割序列,需要在此边上增加权e,但对于另外一种切割序列,就有可能不需要在此边上增加权e,这样我们就不能直接利用图9-13的网络图进行边加权这种方法来求出最短路径.
由上表可以看出,三种情况的情形(一)有公共点集{(2,1,z)|z=0,1,2},情形(二)有公共点集{(1,2,z)|z=0,1,2}.且情形(一)的有向路决不通过情形(二)的
公共点集,情形(二)的有向路也不通过情形(一)的公共点集.所以可判断出这两部分是独立的、互补的.如果我们在图G中分别去掉点集{(1,2,z)|z=0,1,2}和{(2,1,z)|z=0,1,2}及与之相关联的入弧,就形成两个新的网络图,如图H1和H2.这两个网络图具有互补性.对于一个问题来说,最短路线必存在于它们中的某一个中.
由于调整垂直刀具为3次时,总费用需增加3e,故我们先安排这种情况的权增加值e,每次转刀时,给其待切弧上的权增加e.增加e的情况如图9-14中所示.再来判断是否满足调整垂直刀具为二次、一次时的情况,我们发现所增加的权满足另外两类切割序列.
综合上述分析,我们将原网络图G分解为两个网络图H1和H2,并在指定边上的权增加e,然后分别求出图H1和H2中从V1到V27的最短路,最短路的权分别为:d1,d2.则得出整体的最少费用为:d = min(d1,d2) ,最优切割序列即为其对应的最短路径.
实例:r=15,e=2时,求得图G1与G2的最短路为G2的路V1-V4-V5-V14-V17-V26-V27,权为4435,对应的最优切割序列为M3-M1-M6-M4-M5-M2,最优费用为4435.
图9-14 H1
图9-15 H2。