精密铸造(熔模铸造 失蜡铸造)详细图解
- 格式:pdf
- 大小:390.04 KB
- 文档页数:3

熔模精密铸造工艺熔模精密铸造,又称失蜡铸造,是用易熔材料(例如蜡料或塑料)职称科容次那个模型(简称熔模或模型),在其上涂覆若干层特制的耐火涂料,经过干燥和硬化形成一个整体型壳后,再用蒸汽或热水从型壳中用熔掉模型,然后把型壳置于砂箱中,在其四周填充干砂造型,最后将铸型放入焙烧炉中经过高温焙烧(如采用高强度型壳时,可不必造型而将脱模后的型壳直接焙烧),铸型或型壳经焙烧后,于其中浇注熔融金属而得到铸件。
熔模精密铸造获得的产品精密、复杂,接近于零件最后形状,可不加工或很少加工就直接使用,是一种近净形成形的先进工艺,是铸造行业中一项优异的工艺技术,其应用非常广泛。
它不仅是用于各种类型各种合金的铸造,而且生产出的铸件尺寸精密、表面质量比其它铸造方法要高,甚至其他铸造方法难于铸得的复杂、耐高温、不易于加工的铸件,均可采用熔模精密铸造铸得。
基于生产者的要求不同,熔模精铸生产方法基本分为两种类型。
第一种是一般工艺,基本上是采用手工及手动装置和简单机械化,生产成本低。
第二种是当前大多数专业化工厂采用的生产方式,即在车间内部装有悬链输送器及机械化制壳流水线。
这种生产布置的优点是:工艺及其配套的机械化适合生产快速调整,不受特设的辅机相互制约,可充分有效的利用时间,虽然成本要高一些,但其生产率高。
当前采用熔模精铸得尺寸精确、表面光洁、强度适中的零件及整体件,不用(或少用)加工以及由于成分等关系不能加工或难以加工的零件,是熔模精铸生产工艺技术发展的集中趋势。
此外,从适应零件形状、大小、尺寸精度及材料品种的广泛性而言,在各种精密铸造方法(压铸、陶瓷铸、熔模)中,熔模精铸是最富有灵活性的特种铸造方法。
因为除常规合金可用此法生产外,所有高强度合金几乎均可用此法生产。
熔模铸件尺寸精度较高,一般可达CT4-6(砂型铸造为CT10~13,压铸为CT5~7),当然由于熔模铸造的工艺过程复杂,影响铸件尺寸精度的因素较多,例如模料的收缩、熔模的变形、型壳在加热和冷却过程中的线量变化、合金的收缩率以及在凝固过程中铸件的变形等,所以普通熔模铸件的尺寸精度虽然较高,但其一致性仍需提高(采用中、高温蜡料的铸件尺寸一致性要提高很多)。
精密铸造(熔模铸造/失蜡铸造)工艺流程
模具设计-----磨具制造----压蜡-----修蜡-----组树-------制壳(沾浆)-----脱蜡----型壳焙烧------化性分析---浇注----清理-----热处理-------机加工-----成品入库。
名词解释:
压蜡(射蜡制蜡模)---修蜡----蜡检----组树(腊模组树)---制壳(先沾浆、淋沙、再沾浆、最后模壳风干)---脱蜡(蒸汽脱蜡)-------模壳焙烧--化性分析--浇注(在模壳内浇注钢水)----震动脱壳---铸件与浇棒切割分离----磨浇口---初检(毛胚检)---抛丸清理-----机加工-----抛光---成品检---入库
压蜡包括(压蜡、修蜡、组树)
压蜡---利用压蜡机进行制作腊模
修蜡---对腊模进行修正
组树---将腊模进行组树
制壳包括(挂沙、挂浆、风干)
后处理包括(修正、抛丸、喷砂、酸洗、)
浇注包括(焙烧、化性分析也叫打光谱、浇注、震壳、切浇口、磨浇口)后处理包括(喷砂、抛丸、修正、酸洗)
检验包括(蜡检、初检、中检、成品检)。


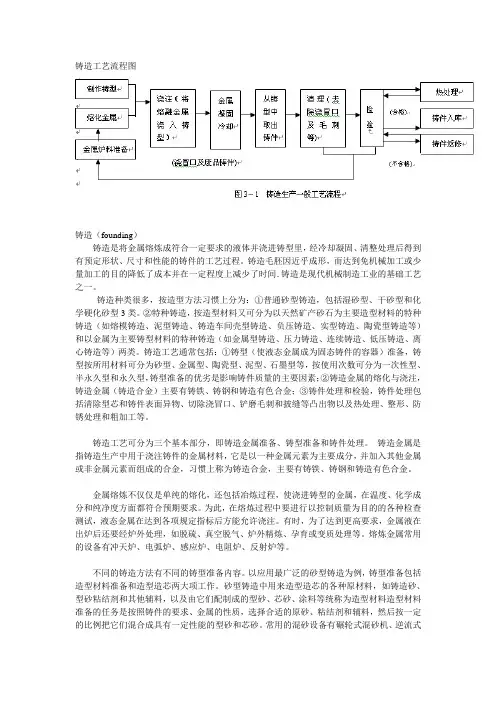
铸造工艺流程图铸造(founding)铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。
铸造毛胚因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了时间.铸造是现代机械制造工业的基础工艺之一。
铸造种类很多,按造型方法习惯上分为:①普通砂型铸造,包括湿砂型、干砂型和化学硬化砂型3类。
②特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、铸造车间壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。
铸造工艺通常包括:①铸型(使液态金属成为固态铸件的容器)准备,铸型按所用材料可分为砂型、金属型、陶瓷型、泥型、石墨型等,按使用次数可分为一次性型、半永久型和永久型,铸型准备的优劣是影响铸件质量的主要因素;②铸造金属的熔化与浇注,铸造金属(铸造合金)主要有铸铁、铸钢和铸造有色合金;③铸件处理和检验,铸件处理包括清除型芯和铸件表面异物、切除浇冒口、铲磨毛刺和披缝等凸出物以及热处理、整形、防锈处理和粗加工等。
铸造工艺可分为三个基本部分,即铸造金属准备、铸型准备和铸件处理。
铸造金属是指铸造生产中用于浇注铸件的金属材料,它是以一种金属元素为主要成分,并加入其他金属或非金属元素而组成的合金,习惯上称为铸造合金,主要有铸铁、铸钢和铸造有色合金。
金属熔炼不仅仅是单纯的熔化,还包括冶炼过程,使浇进铸型的金属,在温度、化学成分和纯净度方面都符合预期要求。
为此,在熔炼过程中要进行以控制质量为目的的各种检查测试,液态金属在达到各项规定指标后方能允许浇注。
有时,为了达到更高要求,金属液在出炉后还要经炉外处理,如脱硫、真空脱气、炉外精炼、孕育或变质处理等。
熔炼金属常用的设备有冲天炉、电弧炉、感应炉、电阻炉、反射炉等。
不同的铸造方法有不同的铸型准备内容。
熔模精密铸造工艺熔模精密铸造,又称失蜡铸造,是用易熔材料(例如蜡料或塑料)职称科容次那个模型(简称熔模或模型),在其上涂覆若干层特制的耐火涂料,经过干燥和硬化形成一个整体型壳后,再用蒸汽或热水从型壳中用熔掉模型,然后把型壳置于砂箱中,在其四周填充干砂造型,最后将铸型放入焙烧炉中经过高温焙烧(如采用高强度型壳时,可不必造型而将脱模后的型壳直接焙烧),铸型或型壳经焙烧后,于其中浇注熔融金属而得到铸件。
熔模精密铸造获得的产品精密、复杂,接近于零件最后形状,可不加工或很少加工就直接使用,是一种近净形成形的先进工艺,是铸造行业中一项优异的工艺技术,其应用非常广泛。
它不仅是用于各种类型各种合金的铸造,而且生产出的铸件尺寸精密、表面质量比其它铸造方法要高,甚至其他铸造方法难于铸得的复杂、耐高温、不易于加工的铸件,均可采用熔模精密铸造铸得。
基于生产者的要求不同,熔模精铸生产方法基本分为两种类型。
第一种是一般工艺,基本上是采用手工及手动装置和简单机械化,生产成本低。
第二种是当前大多数专业化工厂采用的生产方式,即在车间内部装有悬链输送器及机械化制壳流水线。
这种生产布置的优点是:工艺及其配套的机械化适合生产快速调整,不受特设的辅机相互制约,可充分有效的利用时间,虽然成本要高一些,但其生产率高。
当前采用熔模精铸得尺寸精确、表面光洁、强度适中的零件及整体件,不用(或少用)加工以及由于成分等关系不能加工或难以加工的零件,是熔模精铸生产工艺技术发展的集中趋势。
此外,从适应零件形状、大小、尺寸精度及材料品种的广泛性而言,在各种精密铸造方法(压铸、陶瓷铸、熔模)中,熔模精铸是最富有灵活性的特种铸造方法。
因为除常规合金可用此法生产外,所有高强度合金几乎均可用此法生产。
熔模铸件尺寸精度较高,一般可达CT4-6(砂型铸造为CT10~13,压铸为CT5~7),当然由于熔模铸造的工艺过程复杂,影响铸件尺寸精度的因素较多,例如模料的收缩、熔模的变形、型壳在加热和冷却过程中的线量变化、合金的收缩率以及在凝固过程中铸件的变形等,所以普通熔模铸件的尺寸精度虽然较高,但其一致性仍需提高(采用中、高温蜡料的铸件尺寸一致性要提高很多)。
熔模铸造1 概述熔模铸造又称"失蜡铸造",通常是在蜡模表面涂上数层耐火材料,待其硬化干燥后,将其中的蜡模熔去而制成型壳,再经过焙烧,然后进行浇注,而获得铸件的一种方法,由于获得的铸件具有较高的尺寸精度和表面光洁度,故又称"熔模精密铸造"熔模铸造的工艺过程见图1。
可用熔模铸造法生产的合金种类有碳素钢、合金钢、耐热合金、不锈钢、精密合金、永磁合金、轴承合金、铜合金、铝合金、钛合金和球墨铸铁等。
熔模铸件的形状一般都比较复杂,铸件上可铸出孔的最小直径可达0.5mm,铸件的最小壁厚为0.3mm。
在生产中可将一些原来由几个零件组合而成的部件,通过改变零件的结构,设计成为整体零件而直接由熔模铸造铸出,以节省加工工时和金属材料的消耗,使零件结构更为合理。
熔模铸件的重量大多为零点几十牛(即几十克到几公斤),太重的铸件用熔模铸造法生产较为麻烦,但目前生产大的熔模铸件的重量已达800牛左右。
熔模铸造工艺过程较复杂,且不易控制,使用和消耗的材料较贵,故它适用于生产形状复杂、精度要求高、或很难进行其它加工的小型零件,如涡轮发动机的叶片等。
图1是熔模铸件的照片。
熔模铸造的工艺过程见图2。
图1 熔模铸件照片2 熔模的制造熔模铸造生产的第一个工序就是制造熔模,熔模是用来形成耐火型壳中型腔的模型,所以要获得尺寸精度和表面光洁度高的铸件,首先熔模本身就应该具有高的尺寸精度和表面光洁度。
此外熔模本身的性能还应尽可能使随后的制型壳等工序简单易行。
为得到上述高质量要求的熔模,除了应有好的压型(压制熔模的模具)外,还必须选择合适的制模材料(简称模料)和合理的制模工艺。
2.1 模料制模材料的性能不单应保证方便地制得尺寸精确和表面光洁度高,强度好,重量轻的熔模,它还应为型壳的制造和获得良好铸件创造条件。
模料一般用蜡料、天然树脂和塑料(合成树脂)配制。
凡主要用蜡料配制的模料称为蜡基模料,它们的熔点较低,为60~700C;凡主要用天然树脂配制的模料称为树脂基模料,熔点稍高,约70~1200C。
精密铸造(熔模铸造/失蜡铸造)工艺流程
模具设计-----磨具制造----压蜡-----修蜡-----组树-------制壳(沾浆)-----脱蜡----型壳焙烧------化性分析---浇注----清理-----热处理-------机加工-----成品入库。
名词解释:
压蜡(射蜡制蜡模)---修蜡----蜡检----组树(腊模组树)---制壳(先沾浆、淋沙、再沾浆、最后模壳风干)---脱蜡(蒸汽脱蜡)-------模壳焙烧--化性分析--浇注(在模壳内浇注钢水)----震动脱壳---铸件与浇棒切割分离----磨浇口---初检(毛胚检)---抛丸清理-----机加工-----抛光---成品检---入库
压蜡包括(压蜡、修蜡、组树)
压蜡---利用压蜡机进行制作腊模
修蜡---对腊模进行修正
组树---将腊模进行组树
制壳包括(挂沙、挂浆、风干)
后处理包括(修正、抛丸、喷砂、酸洗、)
浇注包括(焙烧、化性分析也叫打光谱、浇注、震壳、切浇口、磨浇口)后处理包括(喷砂、抛丸、修正、酸洗)
检验包括(蜡检、初检、中检、成品检)。