【钣金技术】手工成形
- 格式:pdf
- 大小:574.53 KB
- 文档页数:29


浅析钣金机箱机柜产品的质量要求和控制
本帖最后由 迷途米粒 于 2010-5-18 15:28 编辑
钣金机械加工产品是通过剪、冲、折辅以铆、焊等机械工艺成形的金属加工制品。
传统钣金加工是以笔尺和样板材料,通过计算展开尺寸进行放样,利用剪刀、胎具、手锤等手工作业工具进行加工成形。加工的产品多以箱壳、管道及其联接件为主。限于加工手段,产品难以产业化,产品质量要求以适用性为主。随着加工制造技术的发展,一些机电产品剪板机、折弯机、电动剪、气电焊逐渐被采用,产品互换性和生产效率得到了很大的提高。改革开放后二十余年来,一些工业技术发达国家先进的制造技术和设备向国内转移或承接,数字化钣金加工设备得到愈来愈广泛的使用和普及。深圳的钣金企业也大多采用了引进国外的先进数控钣金加工设备,如:芬兰(FINN-POWER)、日本天田(AMADA)、德国通快(TRUMPF)、瑞士百超(BYSTRONIC)等品牌的剪、冲、折主要钣金加工设备。其它一些设备如:激光、射流、等离子下料切割设备,气体保护焊、焊接机器人也逐渐的应用于钣金加工领域。
钣金加工产业在国内的机械制造行业、通讯电子行业、汽车和造船、航空航天等行业均占有一定的重要性和产值。随着国内这些行业的逐步兴起,也带动了钣金加工业的快速发展。目前国内在经济发展较快、制造业发达地区都出现了钣金加工业集群,在珠江三角洲、长江三角洲和环渤海经济开发区,都出现了几十家甚至上百家的产业群。
通讯电子行业在深圳及珠三角地区是最早也是发展最快行业之一,钣金产品可视做为通讯电子行业产业链的一个有机组成部分。深圳钣金产品主要以“机箱机柜”为主,诸如:标准及非标准机柜、工控机箱机柜、网络机柜、综合布线柜、服务器机柜、控制柜、电器柜、电源柜、电力柜、配电箱/柜、屏蔽机柜、消防柜、防水柜、防火柜、操作台、屏幕墙、工业计算机机箱、仪器设备机箱, 电脑机箱、触摸屏机柜、视频机箱、电控箱、U箱、Tt机箱、多媒体讲台、非线编辑台、银行柜员机等。
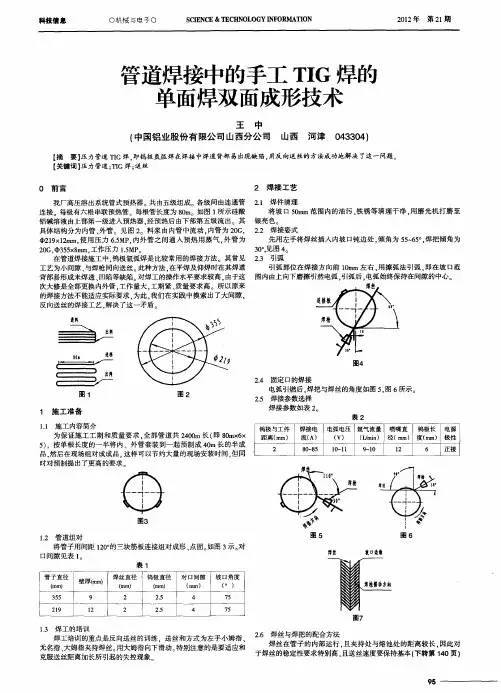
科技信息 0机械与电子0 SCIENCE&TECHNOLOGYINFORMATION 2012年第21期 管道焊接中的手工TIG焊的 单面焊双面成形技术 王中 (中国铝业股份有限公司山西分公司 山西河津043304) 【摘要】压力管道TIC焊,即鸽极氩弧焊在焊接中焊道背部易出现缺陷,用反向送丝的方法成功地解决了这一问题。 【关键词】压力管道;TIG焊;送丝 0前言 2焊接工艺 我厂高压溶出系统管式预热器。共由五级组成。各级间由连通管 连接。每级有六根串联预热管。每根管长度为80m。如图1所示硅酸 铝碱溶液由上部第一级进入预热器.经预热后由下部第五级流出。其 具体结构分为内管、外管。见图2。料浆由内管中流动,内管为20G, dP219xl2mm.使用压力6.5MP.内外管之间通入预热用蒸气,外管为 20G,qb355x8mm,工作压力1.5MP。 在管道焊接施工中.钨极氩弧焊是比较常用的焊接方法。其常见 工艺为小间隙、与焊枪同向送丝。此种方法,在平焊及仰焊时在其焊道 背部易形成未焊透、凹陷等缺陷。对焊工的操作水平要求较高,由于这 次大修是全部更换内外管,工作量大,工期紧、质量要求高。所以原来 的焊接方法不能适应实际要求,为此,我们在实践中摸索出了大间隙, 反向送丝的焊接工艺,解决了这一矛盾。 连抖 ■■■■■■■■●■■■■■■■■… ●■■■■■■■■●●■■■●■■■■一 8OI 进科 C===== 秤 C==== 图1 1 施工准备 图2 1.1施工内容简介 为保证施工工期和质量要求,全部管道共2400m长(即80mx6x 5),按单根长度的一半将内、外管套装到一起预制成40m长的半成 品,然后在现场组对成成品。这样可以节约大量的现场安装时间,但同 时对预制提出了更高的要求。 0 图3 2.1焊件清理 将坡臼50ram范围内的油污、铁锈等清理干净,用磨光机打磨至 银亮色 2.2焊接姿式 先用左手将焊丝插入内坡I:1钝边处.倾角为55~65 ̄。焊把倾角为 3Oo.见图4 2.3引弧 引弧部位在焊接方向前10mm左右。用擦弧法引弧.即在坡I:1范 围内由上向下磨擦引然电弧,引弧后,电弧始终保持在间隙的中心。 图4 2.4固定El的焊接 电弧引燃后,焊把与焊丝的角度如图5,图6所示。 2.5焊接参数选择 焊接参数如表2。 表2 钨极与工件 焊接电 电弧电压 氩气流量 喷嘴直 钨极长 电源 距离(mm) 流(A) (V) (L/min) 径(mm) 度(mm) 极性 2 80—85 10~I1 9—10 l2 6 正接 1.2管道组对 图5 将管子用间距120。的三块筋板连接组对成形、点固。如图3示。对 口间隙见表1。 表1 管子直径 壁厚(mm1 焊丝直径 钨极直径 对口间隙 坡口角度 (mm) (nlm) (1'11m) (1nln) (o) 355 9 2 2.5 4 75 2l9 12 2 2.5 4 75 ,一 ¨‘ I }g f▲ 捍墼 坡口遗{I 图7 图6 ‘3. 占目 、 6 .I纯: 壬n士 七壬rl、榍搀 2.6焊丝与焊把的配合方法 手度 曩耋 煮 。霹 ,且夹持处与熔池处的距离较长,因此对 望 鐾 星 下滑动。特别注意的是要适应和于焊薹磊 乏 著 ,40虬X刖) 克服送丝距离加长所引起的失控现象 何 同, ’ ~ 昂。

钣金零件橡皮囊液压成形技术研究和应用现状
惠小鹏;万政;于长旺;李小强;李东升
【摘 要】橡皮囊液压成形是钣金成形的主要方法之一,在飞机上有大量橡皮囊液压成形的钣金零件.橡皮囊液压成形工艺制造水平的提升,能大幅提高钣金零件的表面质量和疲劳寿命,从而改善飞机的整体性能.针对国内外橡皮囊液压成形工艺的研究现状进行总结,介绍了橡皮囊液压成形工艺的特点及应用领域,重点从钣金材料成形性能及工艺参数、成形缺陷、有限元仿真建模等方面综述了橡皮囊液压成形工艺的相关研究成果,对今后开展橡皮囊液压成形技术研究提供指导.%Rubber fluid
forming is one of the main methods of sheet metal forming,there are a
large number of sheet metal parts with rubber fluid forming in plane.By
improving the manufacturing level of the rubber fluid forming,the surface
quality and fatigue life of sheet metal parts can be greatly improved,which
greatly improves the overall performance of the aircraft.In this paper,the
development of rubber fluid forming technology at home and abroad is
researched,the process characteristics and application status of rubber
fluid forming technology are introduced,the relevant research results

钣金焊接成型的常见问题及焊接质量控制分析
摘要:为解决钣金件焊接变形、焊接间隙过大、焊缝质量缺陷等工艺问题,通过结合零部件结构特征编制具体部位的焊接工艺方案,调试焊接工艺参数缩小钣金焊接间隙,依托焊接过程控制与专用工装设备应用提高焊缝质量,并明确焊接质量控制要点,借此有效提升钣金焊接成型效果,为钣金焊接加工工艺优化提供重要参考。
关键词:钣金件;焊接成型;质量控制
引言:钣金焊接是机械制造领域实现产品加工成型的关键工艺,但在零件加工生产环节常出现表面裂纹、夹渣、气孔、间隙过大、变形等质量缺陷,严重影响零部件使用性能及装配效果。研究上述质量问题的工艺优化措施,对于提升焊接加工效率及产品质量具有显著现实意义。
1钣金焊接成型工艺问题及处理技术
1.1钣金件焊接变形
以某钣金机柜焊接变形情况为例,由于钣金机柜的顶部、底部框架上分别有多道焊缝,需将内部风管焊接在薄壁侧板上,导致在焊接过程中因温度变化、零部件间应力分布不均等产生不同程度的变形量,造成焊接变形问题[1]。为解决焊接变形问题,主要采取以下三种处理方案:
(1)在钣金机柜框架焊接环节,安排同步实施对顶部、底部框架内的零部件的组装,引入对称焊接形式由中部向四周进行逐段焊接;选取框架薄弱部位设定若干固定点,在各点位处分别放置刚性压板,减小焊接变形量;利用局部冷却法取代原有焊接工艺,将钣金机柜零件除焊接以外部分均浸入水中,使其在短时间内迅速降温散热,防范局部温度过高;待焊接完成后,将框架及零部件静置冷却,选用小锤轻敲表面,有效释放焊接应力。
(2)在将风管焊接在钣金机柜侧板上时,采用点焊法进行结构焊接,在焊接过程中密切关注风管与侧板的结合情况,适当调节点焊电流,并合理控制焊接时间,选取收缩量较大部位进行优先焊接,借此有效减小焊接变形量。
(3)在焊接钣金机柜骨架环节,先对金属骨架进行预热,通过使骨架得到拉伸抵消后期波浪变形;随后定位焊接应力区域,选择应力较大部位增设刚性支撑,平衡零部件应力;以连续焊缝部位为基准,选用分段+对称焊接形式进行焊缝的逐段对称焊接,每完成一段焊缝的焊接后静置冷却,选用小锤轻敲焊缝区,使金属完全覆盖焊缝,借此减轻焊缝收缩问题;待完成骨架焊接后,运用里顶外敲方法进行焊接部位处理,使骨架与侧板、立柱之间保持均匀间隙。