★钣金工艺
- 格式:ppt
- 大小:3.08 MB
- 文档页数:83

1. 适用范围
本标准规定了钣金主要下料和成型工艺规程,适用于本公司圆桶、挡板、端盖、消音板、隔板等钣金的工艺,成型工艺又可以分为冲压和折弯等工艺。
2. 引用标准
[1]陈万里主编.《钣金工下料的基础知识》中国建筑工业出版社,1990.
[2]王爱珍主编.《钣金技术手册》科学技术出版社,2006.
[3]梅启钟,陈华杰主编.《简明冷作手册》上海科学技术出版社,1988.
3. 钣金材料
①.冷轧板.简称SPCC,用于表面处理是电镀五彩锌或烤漆件使用.
②.镀锌板.简称SECC,用于表面处理是烤漆件使用.在无特别要求下,一般选
用SPCC,可减少成本.
③.铜板.一般用于镀镍或镀铬件使用,有时不作处理.根据客户要求而定.
④.铝板. AL3003-H14、AL5052-H32一般用于表面处理是铬酸盐或氧化件使用.
⑤.不锈钢板.分镜面不锈钢和雾面不锈钢,它不需要做任何处理.
4.钣金加工的工艺流程
对于任何一个钣金件来说,它都有一定的加工过程,也就是所谓的工艺流程.由于钣金件结构的差异,工艺流程可能各不相同,但总的不超过以下几点.
①.设计并绘出其钣金件的零件图,又叫三视图.其作用是用图纸方式将其
钣金件的结构表达出来.
②.绘制展开图.也就是将一结构复杂的零件展开成一个平板件.
③.下料.下料的方式有很多种,主要有以下几种方式:
a.剪床下料.是利用剪床剪出展开图的外形长宽尺寸.若有冲孔、切角的,再转冲床结合模具冲孔、切角成形.
b.冲床下料.是利用冲床分一步或多步在板材上将零件展开后的平板件结构冲制成形.其优点是耗费工时短,效率高,可减少加工成本,在批量生产时经常用到.
c.NC数控冲床下料.NC下料时首先要编写数控加工程序.就是利用编程软件,将绘制的展开图编写成NC数控加工机床可识别的程序.让其根据这些程序一步一步地在一块板材上,将其平板件的结构形状冲制出来.
④.冲床加工.一般冲床加工的有冲孔切角、冲孔落料、冲凸包、冲撕裂、抽孔等加工方式,以达到加工目的.其加工需要有相应的模具来完成操作.冲凸包的有凸包模,冲撕裂的有撕裂成形模等.

五种钣金成形工艺方法
钣金成形工艺方法包括剪板下料、冲裁、压延成型、拉深成型和校平。
1.剪板下料:在剪板上划线并打孔,然后用剪刀沿着划线把材料剪成所需的形状。
2.冲裁:是指用激光切割或数控冲床对工件进行冲孔的工艺过程。
3.压延成型:是应用最广的一种冲压方法。其基本原理是利用金属塑性变形时体积不变的特点,通过施加外力使金属产生塑性变形而实现材料的分离与连接的目的。
4.拉深成型:利用凸模和凹模之间产生的摩擦力来控制零件的形状尺寸及精度的方法称为摩擦压力加工。
5.校平:将上一步得到的平面或弧面工件放在平台上进行校正使其成为符合要求的工件的方法为校直。
如需获取更具体的信息,建议咨询钣金加工行业的专业人员。
钣金工艺规范
1 简介
1.1钣金所用材料
常用材料有:冷轧板SPCC、热轧板SPHC、电解板SECC、普通铝板及铝合金板AL1050、AL5052-H32,不锈钢板SUS304、覆铝锌钢板.
1.2典型钣金件加工流程
图面展开---编程---下料(剪、冲、割)----冲网孔----校平----拉丝----冲凸包----压铆----折弯-----焊接----立体拉丝----表处----组装
2 下料
2.1 数冲是用数控冲床加工,板材厚度加工范围为:冷扎板、热扎板小于或等于3.0mm;铝板小于或等于4.0mm;不锈钢小于2.0mm。
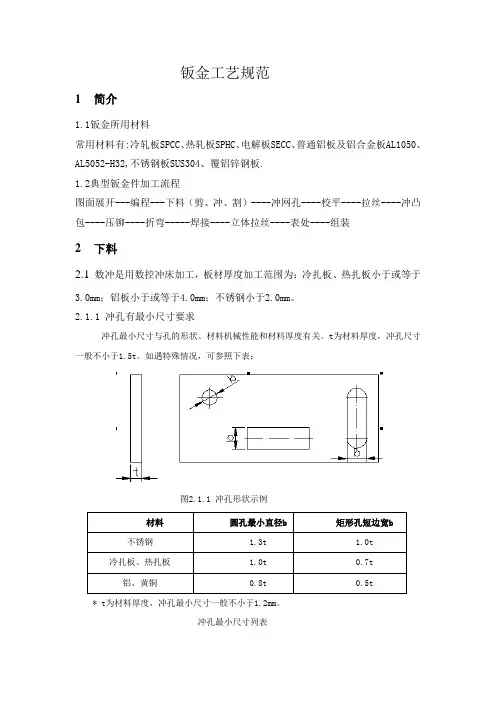
2.1.1 冲孔有最小尺寸要求
冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。t为材料厚度,冲孔尺寸一般不小于1.5t。如遇特殊情况,可参照下表:
图2.1.1 冲孔形状示例
材料 圆孔最小直径b 矩形孔短边宽b
不锈钢 1.3t 1.0t
冷扎板、热扎板 1.0t 0.7t
铝、黄铜 0.8t 0.5t
* t为材料厚度,冲孔最小尺寸一般不小于1.2mm。
冲孔最小尺寸列表 2.1.2 数冲的孔间距与孔边距
零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制,见图2.1.2。当冲孔边缘与零件外形边缘不平行时,该最小距离应不小于材料厚度t;平行时,应不小于1.5t。
图2.1.2 冲裁件孔边距、孔间距示意图
2.1.3 折弯件及拉深件不可选用数冲下料,可选用二次激光切割。
2.1.4 螺钉、螺栓的过孔和沉头座
螺钉、螺栓过孔和沉头座的结构尺寸按下表选取取。对于沉头螺钉的沉头座,如果板材太薄难以同时保证过孔d2和沉孔D,应优先保证过孔d2。
表1 用于螺钉、螺栓的过孔
*要求钣材厚度t≥h。
表2 用于沉头螺钉的沉头座及过孔 (图1.4)
*要求钣材厚度t≥h。
表3 用于沉头铆钉的沉头座及过孔
2.2激光切割是用激光机飞行切割加工,板材厚度加工范围为冷扎板、热扎板小于或等于8.0mm;不锈钢小于或等于4.0mm ;铝板小于等于5.0mm。其优点是加工板材厚度大,切割工件外形速度快,加工灵活.缺点是会产生热变型,网孔件不宜用此方式加工,加工成本高!
![★钣金喷涂粉房及后处理工艺手册★[1]](https://imgs-1438308264.cos.ap-hongkong.myqcloud.com/180c8b83bceb19e8b8f6bae5.webp)
钣金喷涂粉房及后处理工艺手册 空调器室外机喷涂工序系列培训(三)
1 目录
一.喷涂线工艺流程图及工作原理„„„„„„„„„„„„„„2
二.空调室外机钣金件介绍„„„„„„„„„„„„„„„„„3
1.空调器命名法则„„„„„„„„„„„„„„„„„„„4
2.各种喷涂件介绍„„„„„„„„„„„„„„„„„„„4
①前面板(前壳板)
②顶盖(盖板)
③右围板(右前侧板、右后侧板)
④底盘部件(底盘、底脚)
⑤左支撑条
⑥阀安装板
⑦把手
三.喷粉工序介绍及其操作要点
1.粉房设备„„„„„„„„„„„„„„„„„„„„„„7
2.喷粉工艺控制„„„„„„„„„„„„„„„„„„„„9
四.喷粉及后处理工序介绍及要点„„„„„„„„„„„„„10
1.喷粉工序操作要点
2.后处理工序操作要点
五.工件涂层缺陷及解决措施„„„„„„„„„„„„„„„11
六.粉末涂料贮存要求„„„„„„„„„„„„„„„„„„13
七.安全与卫生„„„„„„„„„„„„„„„„„„„„„14
八.喷涂日常工作注意事项„„„„„„„„„„„„„„„„15
九.附件
1.喷枪系统及筛粉机技术要求„„„„„„„„„„„„„15
2.粉房设备点检项目„„„„„„„„„„„„„„„„„16
3.粉末成本控制„„„„„„„„„„„„„„„„„„„18
钣金喷涂粉房及后处理工艺手册 空调器室外机喷涂工序系列培训(三)
2 一.喷涂线工艺流程图及工作原理:
1.工艺流程图:
钣金喷涂粉房及后处理工艺手册 空调器室外机喷涂工序系列培训(三)
3 2.工作原理:
喷涂线是自动流水生产线,由四大部分组成:驱动装置(悬挂链和电动机)、 前处理喷淋棚体(进行喷涂前处理)、粉房(喷粉)和加热设备(前处理烘干和固化)。