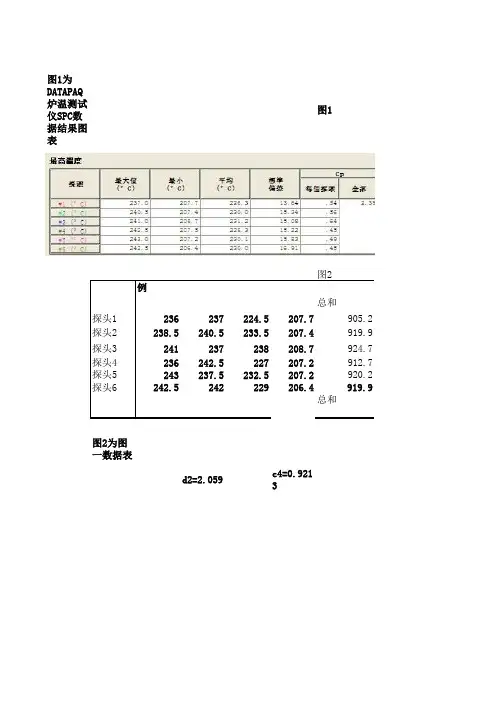
EXCEL计算CPK,CP,CA
- 格式:xlsx
- 大小:112.04 KB
- 文档页数:10

Cpk、Cp和Ca的计算方法:1.Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估是一类指标。
2.同Cpk息息相关换的两个指数:Ca和Cp。
Ca:制程准确度 Cp:制程精密度3.Cpk、Cp和Ca三者的关系:Cpk=Cp*(1-∣Ca∣),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势)。
4.当选择制程站别Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。
5.计算取样数据至少应有20-25组数据,方具有一定代表性。
6.计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL和LSL),才可顺利计算其值。
7.首先可用Excel的“STDEVV”函数自动计算所取样数据的标准差(),再计算出规格公差(T),及规格中心值(U)。
规格公差T=规格上限-规格下限;规格中心值U=(规格上限+规格下限)/28.依据公式:Ca=(X-U)/(T/2),计算出制程准确度Ca值,其中,X为所有取样数据的平均值。
9.依据公式:Cp=T/6,计算出制程精密度Cp值。
10.依据公式:Cpk=Cp*(1-∣Ca∣),计算出制程能力指数Cpk值。
11.Cpk的评级标准:可据此标准对制程能力指数做相应对策。
A++级:Cpk≥2.0,特优,可考虑成本的降低;A+级:2.0>Cpk≥1.67,优,应对保持;A级:1.67>Cpk≥1.33,良,能力良好,状态稳定,但应尽力提升为A+级;B级:1.33>Cpk≥1.0,一般,状态一般,制程因素稍有变异既有产生不良的危险,应利用各种资源及方法将其提升为A级。
C级:1.0>Cpk≥0.67,差,制程不良较多,必须提升其能力。
D级:0.67>Cpk,不可接受,其能力太差,应考虑重新整改设计制程。
CPK的计算方法CPK= Min[ (USL- Mu)/3s, (Mu - LSL)/3s]Cpk应用讲议1. Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估的一类指标。
2. 同Cpk息息相关的两个参数:Ca , Cp.Ca: 制程准确度。
Cp: 制程精密度。
3. Cpk, Ca, Cp三者的关系:Cpk = Cp * ( 1 - |Ca|),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势)4. 当选择制程站别用Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。
5. 计算取样数据至少应有20~25组数据,方具有一定代表性。
6. 计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。
7. 首先可用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(u). 规格公差=规格上限-规格下限;规格中心值=(规格上限+规格下限)/2;8. 依据公式:,计算出制程准确度:Ca值9. 依据公式:Cp = ,计算出制程精密度:Cp值10. 依据公式:Cpk=Cp ,计算出制程能力指数:Cpk值11. Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策)A++级Cpk≥2.0 特优可考虑成本的降低A+ 级2.0 >Cpk ≥ 1.67 优应当保持之A 级1.67 >Cpk ≥ 1.33 良能力良好,状态稳定,但应尽力提升为A+级B 级1.33 >Cpk ≥ 1.0 一般状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为A级C 级1.0 >Cpk ≥ 0.67 差制程不良较多,必须提升其能力D 级0.67 >Cpk 不可接受其能力太差,应考虑重新整改设计制程。
CPK 在Excel计算方法1.计算平均值=AVERAGE(A$2:A$91) A932.计算所有数据的标准差=STDEV(A$2:A$91) A94STDEV()函数返回表达式中所有数据的标准差(Statistical Standard Deviation)。
CPK的计算方法一、公式1、Ca=(實際平均值-規格中心值)/(規格公差/2)=(X-μ)/(T/2)T=Su-S1=規格上限-規格下限=規格公差CP=規格公差/6個估計實際標準差=T/6δCpk=(1 -|Ca|)*C p2、CPK=( 1-K)*CP;其中CP=(规格上限-下限)/(6SIG MA)K=(平均值-规格中心值)/(规格上限-下限)*2※制程准確度Ca(Cap abilit y of Accura cy)Ca值是衡量制程之實際平均值與規格中心值之一致性 一 Ca 之計算:Ca=實際中心值-規格中心值x100%= X- UX100%規格公差的一半T/2T=SU-SL =規格上限-規格下限等級判定Ca值越 注:分母之A級:理想的狀態故維持現狀.B級:盡可能調整,改進為A 級.C級:應立即檢討并予于改善.D級:應采取緊急措施,并全面檢討,必要時應考虙停止生產.➢制程精密度Cp(Ca pabilit y of Precisi on)Cp值是衡量規格公差范圍與制程變量寬度兩者之間相差的程度。
Cp值之計算(分兩種情況:單邊規格和雙邊規格)單邊規格時:Cp=規格上限-實際平均值= Su-X (SU > X,只有上限規格)3個估計實際值標准差 3δCp=實際平均值-規格下限= X-SL (SL < X,只有下限規格)3個估計實際值標准差3δ雙邊規格時:Cp=規格公差= T = SU -SL6 個估計實際值標准差6δ 6δA+級:制程能力過高,產品變異大一些也不要緊,可考慮管理的簡單化或降低成本.A級:制程能力充分,表示技朮管理能力已經很好,應繼續維持.B級:確實進行制程管理,使其能保持在管制狀態當Cp值接近于1時恐怕會產生不良品,應盡可能改善為A級 .C級:已產生不良品,產品需全數選別,并管理改善制程.D級:品質無法在滿足的狀態,須進行品質的改善,探求原因,須采取緊急對策并重新檢討規格。
在Excel表格中,CPK(即过程能力指数)是用来评估一个过程的稳定性和一致性的指标。
CPK值越高,表明该过程的成品质量越稳定,生产的产品质量也越高。
在实际工作中,我们经常需要使用Excel来计算CPK值,下面将介绍在Excel中计算CPK值时所使用的公式和注解。
一、CPK值的计算公式1. 标准CPK值的计算公式如下:CPK = min((USL - μ) / (3σ), (μ - LSL) / (3σ))其中,USL代表过程的上限规格,LSL代表过程的下限规格,μ代表过程的均值,σ代表过程的标准差。
2. CPK值的计算步骤:a. 我们需要计算出数据的均值μ和标准差σ。
b. 根据公式进行计算并得出CPK值。
二、在Excel中的CPK值计算方法在Excel中,我们可以通过使用一些函数来轻松地计算出CPK值。
下面是在Excel表格中计算CPK值的具体步骤和函数使用注解:1. 计算数据的均值和标准差在Excel中,我们可以使用AVERAGE函数来计算数据的均值,使用STDEV.S函数来计算数据的样本标准差。
具体的函数如下:- 均值的计算: =AVERAGE(A1:A100)- 标准差的计算: =STDEV.S(A1:A100)2. 使用函数计算CPK值在Excel中,我们可以使用MIN函数和IF函数来计算出CPK值。
具体的函数如下:=MIN((B1-C1)/(3*D1),(C1-A1)/(3*D1))其中,B1代表上限规格,C1代表均值,D1代表标准差,A1代表下限规格。
三、CPK值的解读和应用1. CPK值的范围一般来说,CPK值越大,说明该过程的稳定性和一致性越好。
根据一般标准,CPK值大于1.33表示过程能力良好,大于1.0表示过程能力可以接受,小于1.0则表示过程能力不足。
2. CPK值的应用在实际工作中,CPK值的计算可以帮助我们评估生产过程的稳定性和一致性,及时发现并解决生产中的质量问题,以提高产品的质量和生产效率。
CPK计算表格 - Excel简介CPK(Capability Process Index)是一种用于评估过程稳定性和能力的统计指标,广泛应用于制造业中。
CPK可以帮助我们判断过程是否在规格范围内,以及过程能否产生可接受的结果。
在Excel中,我们可以使用公式和函数来计算CPK值,以便对过程进行分析和改进。
本文档将介绍如何使用Excel创建CPK计算表格,并说明相应的计算过程。
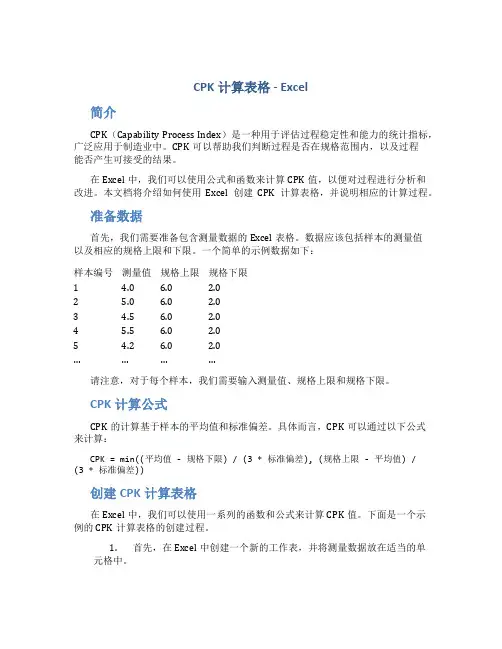
准备数据首先,我们需要准备包含测量数据的Excel表格。
数据应该包括样本的测量值以及相应的规格上限和下限。
一个简单的示例数据如下:样本编号测量值规格上限规格下限1 4.0 6.0 2.02 5.0 6.0 2.03 4.5 6.0 2.04 5.5 6.0 2.05 4.2 6.0 2.0…………请注意,对于每个样本,我们需要输入测量值、规格上限和规格下限。
CPK计算公式CPK的计算基于样本的平均值和标准偏差。
具体而言,CPK可以通过以下公式来计算:CPK = min((平均值 - 规格下限) / (3 * 标准偏差), (规格上限 - 平均值) / (3 * 标准偏差))创建CPK计算表格在Excel中,我们可以使用一系列的函数和公式来计算CPK值。
下面是一个示例的CPK计算表格的创建过程。
1.首先,在Excel中创建一个新的工作表,并将测量数据放在适当的单元格中。
2.在表格中,创建以下列标题:样本编号、测量值、规格上限、规格下限、平均值、标准偏差和CPK。
3.在平均值一列中,使用以下公式计算每个样本的平均值:=AVERAGE(B2:D2)(假设B2:D2对应第一行的测量值)。
4.在标准偏差一列中,使用以下公式计算每个样本的标准偏差:=STDEV(B2:D2)。
5.在CPK一列中,使用以下公式计算每个样本的CPK值:=MIN(($E2-$G2)/(3*$F2), ($H2-$E2)/(3*$F2))(其中,E、G和H分别对应平均值、规格下限和规格上限所在的列)。
excel cpk计算公式
CPK计算公式是用来测量产品质量的一个重要工具。
它根据客户要求的标准和产品的实际性能数据来判断产品的质量水平,帮助企业制定改进措施,以达到质量控制的目的。
CPK计算公式是一种根据样本均值和样本标准偏差来计算CPK指数的方法,可以用Excel程序计算。
CPK的计算公式如下:
CPK=min((USL-X)/3σ,(X-LSL)/3σ)
其中,USL表示上限标准,LSL表示下限标准,X表示样本均值,σ表示样本标准偏差。
通过计算CPK值,可以判断出产品的质量水平。
如果CPK值大于1.33,表明产品的质量良好;如果CPK值介于0.67和1.33之间,表明产品质量一般;如果CPK值小于0.67,表明产品质量较差,需要采取改进措施来提高质量水平。
使用Excel来计算CPK值,需要在Excel中输入上下限标准、样本均值和样本标准偏差,然后用CPK计算公式进行计算,就可以得出产品的CPK值。
CPK计算公式是企业管理质量的重要工具,它可以帮助企业识别质
量问题,从而采取相应的改进措施,提高产品质量。
使用Excel进行CPK计算,既便捷又精确,确保了数据的准确性和可靠性,可以有效地帮助企业控制和改善产品质量。
cpk在excel中的公式使用CPK公式计算过程及应用CPK公式是一种统计质量控制方法,用于评估一个过程的能力是否符合规格要求。
它可以帮助我们确定一个过程的稳定性和可靠性,以及在正常制造条件下生产产品的能力。
在Excel中,CPK公式可以用来计算过程的能力指数,以帮助我们对生产过程进行分析和改进。
CPK公式的计算过程分为以下几步:1. 确定规格限制。
首先,需要确定产品的规格限制,即指定最小要求和最大要求。
这些规格限制可以是尺寸、重量、强度、颜色等等。
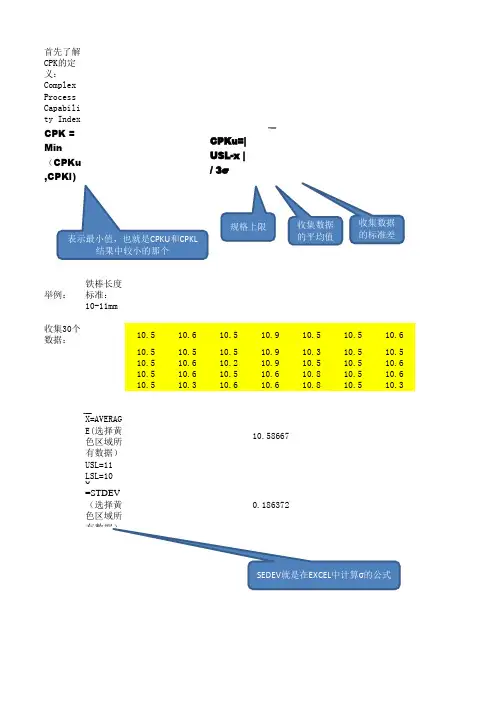
2. 收集数据。
然后,需要收集一些产品数据,这些数据应该与规格限制相对应。
例如,如果规格限制是产品的长度应该在10英寸到12英寸之间,那么需要收集一些产品的长度数据。
3. 计算平均值和标准差。
使用Excel内置函数,可以计算出数据的平均值和标准差。
这些值将用于计算CPK指数。
4. 计算过程上限和下限。
通过将平均值与规格限制进行比较,可以计算出过程的上限和下限。
这些值表示过程可以生产的最大和最小产品尺寸。
5. 计算CPK指数。
最后,使用以下公式计算CPK指数:CPK = min (USL - mean, mean - LSL) / (3 * standard deviation)其中,USL表示上限,LSL表示下限,mean表示平均值,standard deviation表示标准差。
CPK指数的数值范围从0到1,越接近1表示过程的能力越好。
一般认为,CPK指数大于1.33表示过程的能力良好,小于1.0表示过程需要改进。
除了计算CPK指数外,还可以使用CPK公式来进行过程改进,例如:1. 改进过程稳定性。
通过减少过程变异性,可以提高CPK指数。
可以采取一些方法来减少变异性,例如使用更好的设备和工具、培训工人技能等。
2. 优化过程设计。
通过优化过程设计,可以提高过程的能力,例如通过改变制造流程、调整设备参数等。
3. 优化规格限制。
通过优化规格限制,可以使过程更容易符合要求。