互换性第2章
- 格式:ppt
- 大小:1.11 MB
- 文档页数:33
§2—1 极限与配合的常用术语为了研究零件几何要素的互换性,必须对有关的术语作出统一规定,这是互换性研究的基础,也是工程技术人员的共同语言(行话)。
各术语都有其定义,特定含义,不同于日常生活用语,应深入理解各术语的含义、区别、联系,并能熟练掌握应用。
一、有关尺寸的术语1. 尺寸 size——以特定单位表示线性尺寸值的数值。
注:(1)机械制图国家标准规定:以mm为通用单位,只写数字,不写单位。
例如:50,φ30,R5等。
(2)广义地说,尺寸也包括以角度单位表示角度尺寸的数值。
2.基本尺寸 basic size (孔D,轴d)——由设计给定的尺寸。
注:(1)设计中根据强度计算,刚度、运动、工艺、结构等不同条件来确定,计算所得数字还需按规定圆整。
例如:计算值为φ19.6,还要查轴的尺寸系列,圆整到φ20。
(2)只表示尺寸的基本大小,并不是理想尺寸,也不是实际加工要得到的尺寸。
3.实际尺寸 actual size (孔D a,轴d a)——通过测量获得的尺寸。
注:(1)有测量误差,并非尺寸的真值。
(2)按定义,任何人用任何量具和方法,在任何环境下测量获得的尺寸都可称为实际尺寸。
例如:(接触方式不同,结果不同)常用“局部实际尺寸”——用“两点法”测得的尺寸。
(3)由于存在加工误差(形状误差),同一零件上各处的局部实际尺寸一般是不同的。
4.极限尺寸 limits of size (D max,D min,d max,d min)——允许尺寸变化的两个极限值。
注:(1)常用最大极限尺寸,最小极限尺寸。
(2)是以基本尺寸为基数确定的。
(3)一般,完工后零件的合格条件为:Dmax > Da > Dmin dmax > da > dmin5. 最大实体状态和最大实体尺寸maximun material condition and maximun material size(MMC,MMS)——孔或轴具有允许的材料量为最多时的状态为最大实体状态(MMC),在此状态下的尺寸,称最大实体尺寸(MMS)。

第二章 孔、轴极限与配合思考题与习题答案2-1题解:(1)由题已知m m 039.0ES += m m 002.0+=es 0mm EI = m m 002.0-=ei 又由D D ES up -= d d up -=esD D EI low -= d d low -=eim m 50d D ==∴50.039mm D ES D up =+= mm 002.50d es d up =+= 50m m D EI D low =+= mm 977.49d ei d low =+= 由极限偏差作公差图,如图:(2)()[]mm 062.0mm 023.0039.0ei -ES d D X low up m ax +=--+==-= ()mm 002.0mm 002.00es -ES d D Y up low m ax -=-==-= ∴该配合为过渡配合2-2题已知:公称尺寸150Φmm ,090.0X m ax +=mm ,018.0X m in +=mm 求: 此配合解: ①没有特殊要求,取基孔制②根据公式s h m in m ax f T T X -X T +==得072.0018.0090.0T T s h =-=+mm查表2-1可知,公称尺寸为150Φ时,0.040IT7=,025.0IT6=mm 高精度等级时,孔应比轴低一级。
所以取孔为IT7,轴为IT6, 由于是基孔制,则0EI =,根据EI -ES T h =, 则0.04000.040EI T ES h +=+=+=mm ③确定轴的基本偏差因为es -EI X m in =,所以初步得到轴的基本偏差018.0X es m in -=-=mm 查表2-3可知,当公称尺寸为150Φmm 时,轴的基本偏差为g 时,014.0es -=,与初步得到轴的基本偏差较为接近。
根据ei es T s -=,可得 s T es ei -==-0.014-0.025=0.039所以,孔轴的配合为()()014.0039.0040.006g H7150--+Φ2-3题已知:公称尺寸25Φmm ,086.0X m ax +=mm ,023.0X m in +=mm 求: 孔、轴公差等级及基孔制和基轴制时的配合。
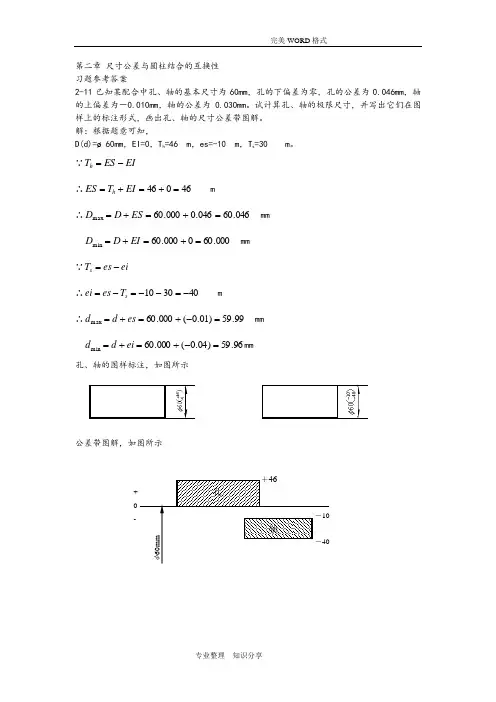
第二章 尺寸公差与圆柱结合的互换性 习题参考答案2-11已知某配合中孔、轴的基本尺寸为60mm ,孔的下偏差为零,孔的公差为0.046mm ,轴的上偏差为-0.010mm ,轴的公差为0.030mm 。
试计算孔、轴的极限尺寸,并写出它们在图样上的标注形式,画出孔、轴的尺寸公差带图解。
解:根据题意可知,D(d)=ø60mm ,EI=0,T h =46m ,es=-10m ,T s =30m 。
∵EI ES T h -=∴46046=+=+=EI T ES h m∴046.60046.0000.60max =+=+=ES DD000.600000.60min =+=+=EI D D mm∵ei es T s -=∴403010-=--=-=s T es ei m∴99.59)01.0(000.60max =-+=+=es d d mm96.59)04.0(000.60min =-+=+=ei d d mm孔、轴的图样标注,如图所示公差带图解,如图所示2-12已知某配合中孔、轴的基本尺寸为40mm ,孔的最大极限尺寸为40.045mm ,最小极限尺寸为40.02mm ,轴的最大极限尺寸为40mm ,轴的最小极限尺寸为39.084mm 。
试求孔、轴的极限偏差、基本偏差和公差,并画出孔、轴的尺寸公差带图解。
解:根据已知条件,D(d)= ø40mm ,D max = ø40.045mm ,D max = ø40.020mm ,d max = ø40.000mm ,D max = ø39.084mm 。
∵045.0000.40045.40max =-=-=D D ES mm ,, 020.0000.40020.40min =-=-=D D EI mm , ∴025.0020.0045.0=-=-=EI ES T h mm 孔的基本偏差为下偏差,EI=0.020mm ∵0000.40000.40max =-=-=d d es mm , 916.0000.40084.39min -=-=-=d d ei mm ∴916.0)916.0(0=--=-=ei es T s mm 轴的基本偏差为上偏差,es=0+ 4520题表2-1孔10轴60孔40轴50题表2-225154515. 试计算+0.025035mm φ的孔与0.0330.01735mm φ++的轴配合中的极限间隙(或过盈),并指明是什么配合。
第二章光滑圆柱体结合的公差与配合一、判断题1.公差可以说是允许零件尺寸的最大偏差。
(错)2.孔的基本偏差即下偏差,轴的基本偏差即上偏差。
(错)3.滚动轴承内圈与轴的配合,采用基轴制。
(错)4.滚动轴承内圈与轴的配合,采用间隙配合。
(错)5.孔、轴配合为φ40H9/n9,可以判断是过渡配合。
(错)6.基本偏差a~h与基准孔构成间隙配合,其中h配合最松。
(错)7.孔、轴公差带的相对位置反映加工的难易程度。
(错)8.从制造角度讲,基孔制的特点就是先加工孔,基轴制的特点就是先加工轴。
(错)9.孔和轴的加工精度越高,则其配合精度也越高。
(对)10.过渡配合可能有间隙,也可能有过盈,因此,过渡配合可以算间隙配合,也可以算过盈配合。
(错)11.基本尺寸不同的零件,只要它们的公差值相同,就可以说明它们的精度要求相同。
(错)12.一对孔轴实际装配时出现缝隙,既为间隙配合。
(错)13.国家标准规定,孔只是指圆柱形的内表面。
(错)14.对于合格的孔或轴,其实际偏差的绝对值一定小于其对应极限偏差的绝对值(错)15.公差仅表示尺寸允许变动的范围,它的值不可能为0。
(对)16.公差带的大小由公差值确定,公差带的位置由基本偏差确定。
(对)17.某孔要求尺寸为mm,今测得其实际尺寸为φ19.962mm,可以判断该孔合格。
(对)18.未注公差尺寸即对该尺寸无公差要求。
(错)19.基本偏差决定公差带相对基本尺寸的位置。
(对)20.配合公差的数值愈小,则相互配合的孔、轴的公差等级愈高。
(对)21.配合H7/g6比H7/s6要紧。
(错)22.孔、轴的标准公差等级各分为18个等级,其中IT1最高,IT18最低。
(错)23.实际尺寸越接近其基本尺寸,其精度也越高。
(错)24.孔的基本偏差一定大于零,轴的基本偏差一定小于零。
(错)25.利用同一种加工方法加工轴,设计尺寸为的轴比的轴加工困难。
(错)26.同一字母的孔的基本偏差与轴的基本偏差相对于零线是完全对称的(错)。
习 题 22.1 测量的实质是什么?一个完整的几何测量过程包括哪几个要素?测量是将被测量与测量单位或标准量在数值上进行比较,从而确定两者比值的过程。
测量过程应包括以下四个要素:测量对象;测量单位;测量方法;测量精度。
2.2 量块按“等”或按“级”使用,哪一种使用情况存在着系统误差?哪一种使用情况仅存在着随机误差?量块按“等”使用,仅存随机误差;按“级”使用,存在系统误差。
2.3 什么是测量误差?测量误差有几种表示形式?为什么规定相对误差?测量误差是测得值与被测量真值之差。
分为绝对误差和相对误差。
对不同尺寸的测量,测量精度的高低却不适合用绝对误差的大小来评定,而需用相对误差来评定。
2.4 随机误差的评定指标是什么?随机误差能消除吗?应怎样对它进行处理?以单次测量值作为结果时,随机误差为σ3±以算术平均值作为结果时,随机误差为 x σ3±随机误差可通过多次重复测量减少,但不能完全消除。
2.5 怎样表达单次测量和多次测量重复测量的测量结果?测量列单次测量值和算术平均值的标准偏差有何区别?单次测量值的表达式: σ3±=i i x d 1n x x n 1i 2i -⎪⎪⎭⎫ ⎝⎛-=σ∑= 多次重复测量的表达式:x x d σ3±= n x σσ=2.6 G B/T3177-1997《光滑工件尺寸的检验》规定了哪两种验收极限方式来验收工件?这两种方式的验收极限各如何确定?方法 1:验收极限是从图样上标定的上极限尺寸和下极限尺寸分别向工件公差带内移动一个安全裕度A 来确定,安全裕度A 由工件公差T 确定,A 的数值一般取工件公差的1/10。
方法2:验收极限等于图样上标定的上极限尺寸和下极限尺寸,即安全裕度A 值等于零。
⑴ 对要求符合包容要求的尺寸、公差等级高的尺寸,其验收极限按方法1确定。
⑵ 对工艺能力指数Cp ≥1时,其验收极限可以按方法2确定〔工艺能力指数Cp 值是工件公差T 与加工设备工艺能力C σ之比值。
§2—3 基本偏差系列一、基本偏差的意义与代号基本偏差 fundamental deviation——国标规定的,用以确定公差带相对于零线位置的上偏差或下偏差。
注:(1)一般情况下,基本偏差是离零线较近的那个偏差;(2)但“基本偏差是离零线较近的那个偏差”不是定义,有例外。
如:Ф70j5(-0.007+0.006),Ф15J8(-0.012+0.015)等。
(3)为什么要规定基本偏差?由于TD =|ES-EI|,在规定了标准公差(TD)后,只需要对某一个极限偏差予以标准化,即规定为基本偏差,另一个极限偏差就确定了。
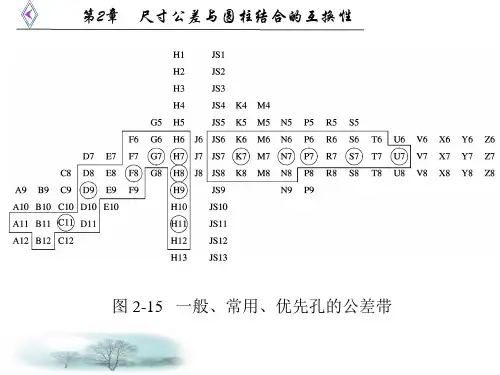
标准规定:孔、轴各28种基本偏差代号(见基本偏差系列图)。
二、基准制“标准公差”确定了公差带大小,“基本偏差”确定了公差带位置,则孔、轴的标准公差带就完全确定了。
原则上说,可任选适当的孔、轴标准公差带,组成所要求的配合。
为进一步简化,方便应用,以尽可能少的标准公差带形成最多种的配合,标准规定了两种基准制:基孔制和基轴制。
1.基孔制 hole-basis system of fits——基本偏差为一定的孔的公差带与不同基本偏差的轴的公差带形成各种配合的一种制度。
2.基轴制 shaft-basis system of fits——基本偏差为一定的轴的公差带与不同基本偏差的孔的公差带形成各种配合的一种制度。
注:(1)在基孔制中,孔为基准件,称基准孔(basic hole),基本偏差是下偏差EI, EI = 0,“H”表示。
轴是非基准件,称配合轴。
(2)在基轴制中,轴为基准件,称基准轴(basic shaft),基本偏差是上偏差es, es = 0,“h”表示。
孔是非基准件,称配合轴孔。
(3)A~H和a~h,与基准件相配,可得间隙配合;J~N和j~n,与基准件相配,可得过渡配合;P~ZC和p~zc,与基准件相配,可得过盈配合;(4)公差带代号和配合代号:公差带代号:H8,f7,K7,h6…;配合代号:H8/f7,K7/h6…。