10吨中频炉技术参数的总结
- 格式:pdf
- 大小:106.57 KB
- 文档页数:3
10吨中频炉筑炉工艺及相关参数的确定一、新型绿色10吨中频炉线圈涂抹层的施工相关参数的确定1.中频炉的待抹线圈胶泥的感应线圈须清整掉粘贴在上的浮灰、油漆渣,用钢丝刷清理。
顶圈耐火砖必须用硬物填充紧固,炉盖板紧固螺丝拧紧。
感应圈固定加强(很重要)。
2.混和水应为可饮用水质。
理想的水温在5-25℃之间。
加水量应严格控制在说明书指明的范围15-22升/100公斤料。
可以以16公斤/100公斤料加入。
过量加入水,将导致强度降低,增加凝固时间和收缩而产生裂纹。
3.线圈胶泥在混和时,确保所有的设备和工具是清洁的,决不能在裸露的地面上混料。
在没有搅拌机的现场可用手工搅拌,应保证搅拌均匀。
混和好的料应在混和后30分钟内施工完(在环境5-25℃)。
4.线圈涂层涂抹施工时,应先在中频炉:中心挂一根铅垂线,检查线圈的安装位置是否与炉子同心。
5.线圈涂抹施工时,要注意使涂抹料嵌进线圈的匝间,涂层厚度约为6mm左右。
表面应光滑平整。
当采用推出机构拆除旧中频炉衬时,涂层应作成上大下小的倒锥状光滑平整的内表面。
下部涂层厚度可为10-12mm。
6.尽量减小线圈底部/顶部匝圈与相应的中频炉底部/上部支承结构(如浇注口)之间的间隙或突出物尺寸。
其目的是使线圈涂料层与中频炉底部/上部的支承结构形成一个整体的平滑圆柱面,使炉衬受热膨胀或冷却时可在其光滑的表面上自由伸缩,以防炉衬伸缩时与上述的突出物或间隙之间产生巨大的应力,导致炉衬裂纹的产生。
7.涂抹层完成后,用钢丝刷将涂抹层表面拉毛,以利于干燥。
8.新的线圈抹层或较大面积的线圈涂抹层的修补层至少需经24小时的自然干燥。
小范围的也需经至少6小时的自然干燥期。
自然风干后进行外加热源烘烤,烘烤温度在200-250℃之间。
可用红外线灯作烘干工具,也可用坩埚模放进中频炉炉内作为被加热体,使用小功率将它加热,藉此来均匀烘烤线圈涂抹层。
(炉体水冷不停。
)9.线圈泥至少在打筑新炉衬前2天完成。
10.线圈涂料干料每炉约需500公斤左右。
1.0T/750KW(一电两炉)中频熔炼炉技术方案西安蓝辉机电设备有限公司联系人:王永春手机:电话:传真:公司地址:西安市经济开发区凤城二路16号新世纪大厦19层工厂地址:西安市纬二十八街69号中频无芯感应熔炼炉(铝壳)技术方案一、概述:本方案为一电两炉配置,中频电源按750kW(符合国家标准500—750kW/t的要求)配置。
由一台高压开关柜、两台6脉整流变压器、一台750KW并联逆变中频电源、两台1.0吨铝壳电炉炉体、倾炉系统、冷却系统等组成。
两台电炉之间采用电动换炉开关相互切换,当一台电炉工作时,另一台电炉停止或检修。
电流方向进水方向回水方向二、1.0吨/750KW中频感应熔炼炉主要技术参数:三、1.0吨/750KW中频熔炼炉(铝壳)标准配置表:四.1.0吨/750KW铝壳中频感应熔炼炉主设备价格表以上价格仅供参考,可以商议。
1.0吨750KW铝壳中频熔炼炉标准配置图1.ZPS-900KVA 变压器 1台中频感应电炉等间接变频装置用整流变压器技术参数:型号规格网侧电压直流电源参数及特性连接组标号产品重量外型尺寸(mm)长*宽*高*吊高整流方式空载电压工作电流等效相数器身油重总重ZPS-900/10 10 双三相桥7761570 12D/d0-yn112300 1250 4800 2000*1700*2700/4000注:变压器为张家港市沙洲特种变压器制造有限公司生产2、750KW KGPS中频电源 1套:3 .连接铜排 1套4、电力电容补偿柜 1套:5、水冷线缆 2套6、1.0吨铝壳熔炼炉2台:7、1.0吨钢制坩埚模 2只:8、431倾炉减速机 2台9、倾炉操作盒1个10、水分配器1个11.LSS-150纯水交换器冷却塔设备 1 套冷却电源12.随机文件1 .中频熔炼炉使用说明书 1份2. 图纸中频熔炼炉 1份中频感应炉基础图 1张坩埚模图纸 1张中频感应炉平面布置图 1张电气控制原理图 1张控制回路外部接线图 1张主电路外部接线图 1张3. 产品合格证 1份4. 产品供货装箱清单 1份六、生产周期: 30 个工作日,七.付款方式及其它:1.预付总价的30%合同生效;提货时再付总价的60%;现场调试验收合格后付总价的5%:剩余5% 作为质量保证金一年后付清(质保期满7日内)2.包装:包装费用由供方承担。
中频感应炉技术参数1. 引言中频感应炉是一种常用于金属加热和熔炼的设备,它通过感应加热的原理将电能转化为热能。
中频感应炉的技术参数是指影响其性能和工作效果的各项参数,包括功率、频率、效率、温度控制等。
本文将对中频感应炉的技术参数进行全面详细、完整且深入的介绍。
2. 技术参数2.1 功率中频感应炉的功率是指其电源输出的功率大小,通常以千瓦(kW)为单位表示。
功率的大小直接影响到炉内金属的加热速度和温度控制的精度。
一般来说,功率越大,加热速度越快,但相应地,设备成本和能耗也会增加。
2.2 频率中频感应炉的频率是指其电源输出的频率,通常以赫兹(Hz)为单位表示。
频率的选择取决于炉内金属的性质和加热要求。
较低的频率适合加热大体积的金属,而较高的频率适合加热小体积的金属。
一般常用的频率范围为1 kHz到100 kHz。
2.3 效率中频感应炉的效率是指其将电能转化为热能的能力,通常以百分比表示。
效率的高低直接影响到设备的能耗和运行成本。
提高效率可以采取优化电路设计、改进电磁感应线圈结构、降低电流损耗等措施。
2.4 温度控制中频感应炉的温度控制是指对炉内金属的加热温度进行精确控制的能力。
温度控制的精度取决于温度传感器的精度和控制系统的性能。
常见的温度传感器有热电偶和红外测温仪,控制系统可以采用PID控制算法进行温度调节。
2.5 冷却方式中频感应炉的冷却方式是指对电源和感应线圈进行冷却的方式。
常见的冷却方式有水冷和风冷两种。
水冷方式通常使用水冷却器对电源和感应线圈进行冷却,具有散热效果好的优点;风冷方式则通过风扇对电源和感应线圈进行冷却,无需额外的冷却设备,但散热效果较差。
3. 应用场景3.1 金属加热中频感应炉广泛应用于金属加热领域,可以用于热处理、熔炼、铸造、焊接等工艺。
其快速加热、高效率和精确控制的特点,使其在金属加热领域具有重要的应用价值。
3.2 电磁感应加热中频感应炉利用电磁感应原理进行加热,无需接触加热介质,具有非接触加热、加热效果均匀等优点。
中频炉工作总结
中频炉是一种常用的热处理设备,广泛应用于金属材料的加热、熔化和热处理
等工艺过程中。
作为中频炉操作人员,我们需要对中频炉的工作原理和操作流程有深入的了解,以确保设备的安全稳定运行。
在工作中,我们需要严格遵守操作规程,保持设备的良好状态,确保生产过程的顺利进行。
首先,中频炉的工作原理是通过电磁感应加热金属材料。
在工作过程中,我们
需要注意设备的电气安全,确保设备接地良好,避免发生漏电和触电事故。
同时,我们需要定期检查设备的电气元件和线路,确保设备处于良好的工作状态。
其次,中频炉的操作流程需要严格遵守。
在启动设备时,我们需要按照操作规
程逐步操作,确保设备的安全启动和稳定运行。
在加热和熔化金属材料时,我们需要根据工艺要求调整设备的工作参数,确保金属材料的加热温度和熔化速度达到要求。
在热处理过程中,我们需要根据工艺要求控制加热时间和温度,确保金属材料的热处理效果达到要求。
最后,中频炉的日常维护工作也是非常重要的。
我们需要定期对设备进行保养
和维护,清洁设备表面和内部,及时更换易损件,确保设备的正常运行。
同时,我们需要做好设备的安全防护工作,加强设备的安全意识,避免发生意外事故。
总的来说,作为中频炉操作人员,我们需要深入了解设备的工作原理和操作流程,严格遵守操作规程,确保设备的安全稳定运行。
在工作中,我们需要时刻关注设备的运行状态,及时发现和解决设备的故障问题,确保生产过程的顺利进行。
通过不断的学习和实践,我们可以不断提高自己的操作技能,为中频炉的安全稳定运行贡献自己的力量。
中频感应炉技术参数中频感应炉是一种高效的加热设备,广泛应用于金属熔炼、热处理和其他热加工领域。
它能够通过感应加热原理将电能转化为热能,快速加热金属材料,具有加热速度快、能耗低等优点。
下面我们来详细介绍一下中频感应炉的技术参数。
一、主要技术参数1. 输入电压:中频感应炉通常使用三相交流电源供电,输入电压一般在380V/50Hz (国内标准)或440V/60Hz(国际标准)。
2. 频率范围:中频感应炉的工作频率通常在1kHz到10kHz之间,不同频率的中频感应炉适用于不同的加热工艺和金属材料。
3. 输出功率:中频感应炉的输出功率通常在10kW到5000kW之间,根据加热要求和待加热材料的特性选择合适的功率。
4. 冷却方式:中频感应炉的主要部件包括感应线圈、电容器、变压器等,需要采用合适的冷却方式来保证设备的正常运行,一般采用水冷却或空气冷却。
5. 加热温度:中频感应炉能够实现对金属材料的快速加热,加热温度通常在几百摄氏度到几千摄氏度之间,可根据具体工艺要求进行调节。
6. 控制方式:中频感应炉通常采用先进的数字化控制系统,能够实现对加热过程的精确控制,包括加热功率、加热时间等参数的设定和调节。
7. 适用材料:中频感应炉适用于铁、钢、铜、铝等多种金属材料的加热处理,特别适用于金属熔炼和锻造等工艺。
二、主要特点分析1. 高效节能:中频感应炉采用电磁感应加热原理,能够将电能直接转化为热能,加热效率高,能耗低,是传统加热方式的数倍以上。
2. 加热均匀:中频感应炉通过电磁感应产生涡流在材料内部发热,能够实现对金属材料的均匀加热,避免了局部过热或过冷的问题。
3. 控制精确:中频感应炉采用先进的数字化控制系统,能够实现对加热过程的精确控制,保证加热温度和时间的精准控制。
4. 反应迅速:中频感应炉具有加热速度快的特点,能够快速实现对金属材料的加热,提高生产效率,降低生产成本。
5. 操作简便:中频感应炉具有操作简便、可自动化程度高的特点,不需要复杂的操作技能,降低了操作难度和人力成本。
中频炉参数(原创版)目录1.中频炉的概念和作用2.中频炉的主要参数3.中频炉在各行业的应用4.中频炉的优点5.中频炉的发展前景正文一、中频炉的概念和作用中频炉是一种将工频 50HZ 交流电转变为中频(300HZ 以上至1000HZ)的电源装置。
它主要通过整流、逆变等技术,将三相工频交流电变成直流电,再将直流电变为可调节的中频电流。
这种电源装置可以供给由电容、电感组成的谐振回路,从而产生高频磁场,达到感应加热金属的目的。
中频炉是感应加热设备的一种,目前在机械行业是主流的加热设备。
二、中频炉的主要参数中频炉的主要参数包括工作频率、功率、电压等。
其中,工作频率决定了中频炉的加热效果和适用范围。
频率越高,加热效果越好,但设备成本也越高。
功率和电压则是决定中频炉加热能力的重要参数,它们直接影响到中频炉的加热速度和效率。
此外,中频炉还有诸如电流、温控等辅助参数,这些参数的设置会影响到中频炉的稳定性和安全性。
三、中频炉在各行业的应用中频炉主要应用于锻造行业、铸造行业和金属调质加热。
在锻造行业,中频炉可以用于加热金属材料,提高其塑性和可锻性,从而方便锻造成型。
在铸造行业,中频炉可以用于熔炼金属,提高熔化速度和效率,缩短生产周期。
在金属调质加热领域,中频炉可以用于调整金属的组织结构,提高其机械性能。
四、中频炉的优点中频炉具有加热功能强大、加热速度快、节能环保、工作环境好等优点。
它能够在短时间内将金属加热到所需的温度,提高了生产效率。
同时,中频炉的加热方式是感应加热,不需要直接接触金属,因此工作环境较好,减少了劳动强度。
此外,中频炉的能耗较低,符合节能环保的要求。
五、中频炉的发展前景随着我国经济的发展,中频炉在各行业的应用将越来越广泛。
尤其是在锻造、铸造等金属加工行业,中频炉的优势更加明显。
中频炉配置详细说明近些年随着可控硅制造技术的提高,中小吨位的中频炉各项指标已经超过了工频炉,另外由于阳极组装车间的工作制度及节能要求的提高,故现在阳极组装车间设计中多选用由可控硅做电源的中频炉。
在一个固定的区域内进行,故炉体应靠近浇铸位置,并便于磷生铁熔液的运输。
在选定炉体的位置时,还应同时考虑其电源部分的配置,炉体与电源部分密不可分。
中频炉的电源部分,包括开关柜、变频柜和电容器柜。
通常,炉体在阳极组装主厂房内,便于固体磷生铁的加料和熔融铁水的运输:而炉体后面的辅跨内做安放电源及控制部分的控制室。
接通炉体感应圈的水冷电缆是从电容器柜上接出来的,故电容器柜的出线端应靠近炉体。
电容器柜的出线端子与炉体感应圈的接线端子,两者的水平距离和垂直距离越近越好。
为此,通常都是将它们布置在大体上相同的高度上,电容器柜靠近炉体。
一、开关柜和变频柜通常是联结在一起的。
它们可以布置在电容器上方的平台上,也可以与电容器柜布置在同一个平面上。
平台上表面标高可以根据需要选定,但一般均是同炉子有操作平台,控制室内也有控制平台,两个高。
控制室内平台的下方摆放电容器柜,上面摆放开关柜和变频柜。
这种配置方式电气接线方便、顺畅,炉子的操作工人与变频柜的操作工人联系方便,变频柜上各仪表指针变化,也便于炉子操作工人观察等,是一种比较好的布置方式。
开关柜和变频柜,与电容器柜布置在同一平面,通常都是布置在一层平面上。
由于电容器柜靠近炉体,开关柜和变频柜只能远离炉体,柜上仪表指针变化就不便于观察,这种方式,电气接线也比较麻烦。
新设计时,一般不采用这种布置方式,当利用老厂房改造时,付跨加高有困难时可以采用这种布置方式。
在阳极炭块组中钢爪组与阳极炭块通过磷铁连接,磷铁的好坏对阳极炭块组整体压降值有较大影响,所以中频炉也就成为阳极组装车间主要生产设备之一,搞好它的配置也是做好该车间设计重要的一环。
根据已经设计过的阳极组装车间中频炉的配置情况谈一下对中频炉配置的几点建议。
中频感应炉技术参数中频感应炉是一种通过电磁感应加热金属材料的专业设备,广泛应用于金属热处理、合金熔炼和铸造等领域。
它的出色性能和高效能特点在工业生产中得到了广泛的应用。
下面我们将从工作原理、技术参数和应用领域等方面详细介绍中频感应炉。
一、工作原理中频感应炉是一种利用电磁感应加热进行金属加热的设备。
当交流电源加在盘式电容器上时,电流会在电容器内部的线圈中流动,形成变化的磁场。
当金属导体进入感应炉的磁场内时,导体内将产生涡流,这些涡流会使导体发热,从而达到加热金属的目的。
二、技术参数1. 频率范围:中频感应炉的频率范围通常在1kHz至10kHz之间。
这种频率范围可以对不同种类金属进行加热,同时能够满足不同热处理工艺的需求。
2. 功率范围:中频感应炉的功率范围很广,从几十千瓦到数兆瓦不等,能够满足不同规模的工业生产需求。
一般工业中频感应炉的功率范围在100kW至5000kW之间。
3. 控温精度:中频感应炉的控温系统,通常采用先进的数字化温度控制系统,可以实现高精度的温度控制,保证生产过程中金属的加热温度稳定性。
4. 加热效率:中频感应炉的加热效率较高,能够快速完成金属的加热处理过程,减少能源消耗,提高生产效率。
5. 设备尺寸:中频感应炉的尺寸和型号多样,可以根据客户的需求进行定制,适用于不同规模和形状的金属材料加热。
6. 安全保护:中频感应炉配备了多种安全保护系统,如过载保护、过压保护、欠压保护等,确保设备在运行过程中的安全可靠。
三、应用领域1. 金属热处理:中频感应炉在金属热处理领域应用广泛,如淬火、退火、正火、回火等热处理工艺,能够提高金属材料的力学性能和耐磨性。
2. 合金熔炼:中频感应炉可以对钢铁、铜、铝等金属合金进行熔炼,制备各种合金材料,满足工业生产需求。
3. 铸造领域:中频感应炉可以用于金属铸造过程中的加热和保温,保证铸造过程中金属材料的质量和成型效果。
总结:中频感应炉凭借其优良的加热效率、高温控制精度和广泛的应用领域,成为了金属加热处理领域的重要设备。

中频炉参数在中频炉的选购和使用过程中,了解其参数显得尤为重要。
中频炉,作为一种先进的熔炼设备,广泛应用于金属冶炼、铸造等行业。
其工作原理是通过中频磁场对金属材料进行加热,从而实现熔化、保温等目的。
为了确保中频炉的高效运行和延长使用寿命,正确选择和使用中频炉参数至关重要。
一、中频炉简介中频炉,又称中频感应炉,是一种利用中频磁场加热的设备。
其主要组成部分包括炉体、电源、感应器、控制系统等。
中频炉具有加热速度快、能耗低、熔炼效果好等优点,成为现代金属熔炼领域的首选设备。
二、中频炉的参数重要性中频炉的参数主要包括电源频率、功率、容量、熔化率、保温性能等。
这些参数直接影响着中频炉的工作效果、能耗和安全性。
因此,在选购和使用中频炉时,务必重视这些参数的选择。
三、常见中频炉参数解析1.电源频率:通常分为50Hz和60Hz两种,根据不同地区的电网条件选择。
2.功率:根据熔炼需求和设备尺寸选择,一般分为10KW、20KW、30KW 等不同档次。
3.容量:指中频炉所能容纳的金属材料体积,一般以升为单位,如50L、100L等。
4.熔化率:表示中频炉在单位时间内能熔化的金属量,与电源功率、熔炼时间等有关。
5.保温性能:指中频炉在停止加热后,炉内温度下降的速度,与保温材料和炉体结构有关。
四、如何选择合适的中频炉参数在选择中频炉参数时,应根据实际需求进行综合考虑。
例如,熔炼的金属种类、熔炼量、熔炼过程中所需的温度控制精度、设备的使用环境等。
此外,还需要了解中频炉厂家的技术水平和服务质量,以确保选购到性能优良、售后无忧的中频炉。
五、总结中频炉参数的选择是选购和使用中频炉的关键环节。
只有充分了解中频炉的性能参数,才能确保选购到合适的中频炉,并充分发挥其工作效率。
中频感应炉技术参数【原创版】目录一、中频感应炉概述二、中频感应炉技术参数1.功率和频率2.感应器配置3.工作原理4.技术标准与安全要求三、10 吨中频感应电炉技术参数大全及选型方法1.环境条件2.供电要求3.供水要求四、中频感应炉的正常运行条件正文一、中频感应炉概述中频感应炉是一种采用中频电流进行加热的设备,具有节能、环保、高效等特点。
在中频感应炉中,感应圈相当于变压器的初级绕组,而坩埚内部的金属炉料则相当于变压器的次级绕组。
当在初级绕组中通过中频电流时,就在电磁场的作用下,产生磁力线切割次级绕组,致使炉料产生感应电势,并在垂直于感应圈轴线的表面内引出电流,从而产生热量进行加热。
二、中频感应炉技术参数1.功率和频率中频感应炉的功率和频率是影响其加热效果的重要参数。
通常情况下,中频感应炉的功率在几百千瓦到几千千瓦之间,频率在 200Hz 至 8000Hz 之间。
不同功率和频率的感应炉适用于不同规模和类型的熔炼、加热等工艺。
2.感应器配置感应器的配置对中频感应炉的加热效果和效率具有重要影响。
感应器应根据炉料的性质、尺寸和加热工艺要求进行设计,以保证感应炉的正常运行。
3.工作原理中频感应炉的基本原理属于空气芯变压器的一种类型。
当在初级绕组中通过中频电流时,就在电磁场的作用下,产生磁力线切割次级绕组,致使炉料产生感应电势,并在垂直于感应圈轴线的表面内引出电流,从而产生热量进行加热。
4.技术标准与安全要求中频感应炉的设计制造应符合一系列国标和部标技术标准,如GB10067.3-88《电热设备基本技术条件—感应电热设备》、GB10063.3-88《电热设备的试验方法—无芯感应电炉》等。
此外,中频感应炉还应满足一定的安全要求,如防护措施、过载保护等。
三、10 吨中频感应电炉技术参数大全及选型方法1.环境条件10 吨中频感应电炉的正常运行环境条件包括海拔不超过 1000m,环境温度在 5℃~40℃之间,相对湿度不大于 90%(25℃),周围没有导电尘埃、爆炸性气体及能损坏金属和绝缘的腐蚀性气体,没有明显的振动和颠簸。
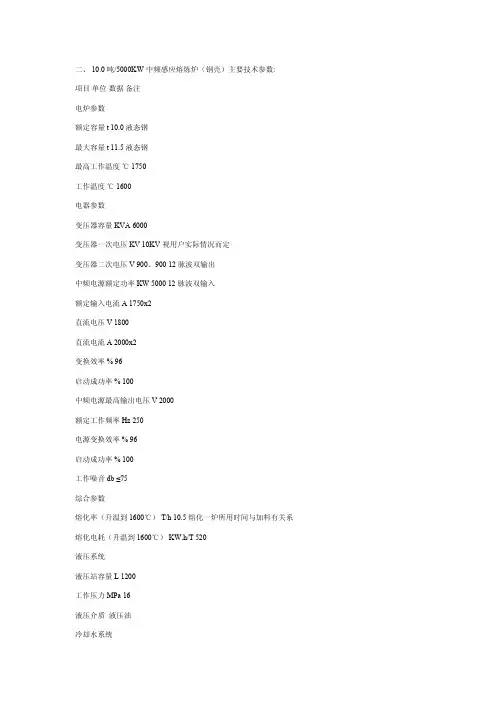
10 t /2 t中频感应熔炼炉技术协议甲方:承德钛通冶金有限公司乙方:西安合元冶金设备工程有限责任公司2012 年 6 月甲方:承德钛通冶金有限公司乙方:西安合元冶金设备工程有限责任公司经甲乙双方充分技术交流,10就吨及2 吨中频感应熔炼炉形成以下技术协议:一、10t 中频感应熔炼炉(一拖二)1.主要技术参数名称单位参数额定容量t 10额定功率Kw 5500额定频率HZ 200额定温度℃1600中频电源三相全波整流12脉波额定功率KW 5500额定电压V 1600整流变压器参数6相输出6500额定容量KVA一次电压KV 10二次电压KV ~0.6 液压站压力Mpa 12介质抗磨液压油冷却水参数压力Mpa ≥0.3 ≥0.15进水温度℃≤35 ≤32炉体电源≤42 出水温度℃≤60流量m3/h 160 90 电耗Kwh/t 560采用不可控整流,具有小的高次谐波分量。
高次谐波分量符合国家标准GB/T14549-93d2.产品技术标准JB/T4280中频无芯感应炉JB4086-85中频无芯感应加热用电控设备技术条件GB/T10066.3-88电热设备的试验方-法无芯感应电炉JB/T14549-93 电能质量、公用电网谐波3.设备运行条件3.1 环境温度在0~40℃之间3.2 年平均相对湿度80%。
(25℃)3.3 周围没有导电尘埃,爆炸性气体及会损坏金属和绝缘的腐蚀性气体。
3.4 主电路供电10KV,波动不大于±10%,三相不平衡度不大5%于。
3.5 控制系统供电电压380V,波动不大于±15%。
3.6 上述供电电压必须为正弦波,波形畸变不10%大于。
3.7 水质:*硬度CaO<10mg当量;*酸碱性(PH)值在7-8.5范围内;*悬浮性固体含<10mg/L量;*水电阻>2.5KΩ.cm。
4.设备配套范围(一套)序号名称数量产地一电源部分(双供电变频电流)1、中频电源(5500KW) 1 套1.1 电容器组 1 套上虞电容1.2 限流电抗器 1 套1.3 IGBT管含水包散热器 1 套2、低压开关动力柜 1 套2.1 断路器 1 套3、控制系统 1 套二电炉部分1、炉体10t 2 套1.1 感应器 2 套1.2 水冷磁轭 2 套日本进口或武钢Q1401.3 倾动炉架 2 套1.4 固定架 2 套1.5 倾炉油缸 4 只1.6 打结体 2 套用户自备2、水冷电缆 2 套3、坩埚模 1 个4、水分配器 2 套三变压器与高压柜1、电源变压器 1 套6500KVA,10KV/0.575KV2、高压柜 1 套四液压系统1、液压泵站 1 套油泵1用1 备2、倾动操作台 1 台5.设备说明5.1 成套设备组成:高压开关柜,12脉冲电炉专用整流变压器,双供电变频电源,低压动力控制柜,炉体,水冷电缆,液压装置,倾炉操作台等。
10吨中频炉最简单的技术方案(钢壳磁轭液压传动12脉冲)一、性能:10吨中频炉炉体额定容量10吨,中频炉的中频电源额定功率6300KVA。
二、成套范围:炉体2台,液压传动装置1套,水冷电缆6米16根,中频电源柜2台,电容柜(敞开式)1台,电源输出电缆4条,电抗器连接电缆8条,水箱1套,坩锅1只,无缝钢管20米,炉体、电气开式回水,配回水箱1套。
随机备件:KK、KP各1只,主控板1块。
三、主要参数:中频电源六相输入电压1000伏(中档),中频输出电压1650伏,感应圈输入电压3200V。
功率6300KVA,电气部分采用双桥整流(12脉)炉体长3780,宽4000,高3100。
感应器内径Φ1350,立柱高2000。
四、元件配置:中频电源内晶闸管KP2000A/3500V12只;KK2000A/2500V(双并双串),均选用国内名牌产品。
2500A万能断路器2台。
电热电容总容量68000千乏(1.6-2000-0.5S34台)。
五、倾炉传动方式:液压传动。
六、10吨中频炉主控板:本系统控制采用的主控板,达到一体化,大大减少连接引线,并且固定牢靠,避免软故障。
控制线路板集成化程度高,特别是α角自动调整,使功率输出处于最佳恒定状态,电耗比同类产品低于3%左右。
软起动方式,自动扫频。
七、性能指标:1)电耗550~600度/吨(热态、连续、1600℃)2)出钢量155~165吨/24小时(热态、连铸方式);3)熔化率7.5~8.5吨/小时(热态、连续、1600℃)4)熔炼时间60~65分钟/炉次(热态、连续、1600℃)八、服务:负责现场调试。
正常运行后半年内,主控板、电抗器、电容器、断路器、液压装置、炉体(穿炉及断水除外),包修包换。
九、变压器:ZSSP6300KVA/35KV/1KV(油水冷却型、用户自备)。
10吨中频炉技术参数英文翻译对照为我们节省电气电炉工程师们的时间和精力,现将中频炉技术参数翻译英文希望查阅。
10吨中频炉10吨/6000KW/350Hz中频炉(12脉中频炉)10吨中频炉由功率为6000 kw的12脉中频电源1套配10吨中频感应加热炉两台,其中一用一备。
用一台6300KVA专用整流变压器供6000KW中频电源使用,用于铸钢熔炼炉熔炼。
此套中频炉符合GB5959.3《电热设备的安全第三部分对感应和导电加热设备以及感应熔炼设备的特殊要求》、GB10067.3《电热设备基本技术条件第三部分感应电热设备》和JB42《中频无芯感应炉》的要求。
10 ton intermediate frequency furnace10 ton/6000KW/350Hz 24 pulse intermediate frequency furnace(12 pulse)Our company designed 6000kW 12 pulse intermediate frequency power source supplied with two 10-ton intermediate frequency melting furnace,one with a preparation。
The 6000KW intermediate frequency power is supplied with 6300KVA special rectifier transformer for melting。
The setof intermediate frequency furnace conforms standards of GB5959.3-《PartIII of the safety of electrical equipment for induction and conduction heating and induction melting equipment under special requirements》,GB10067.3-《Part III of electric equipment basic technical conditions for induction heating equipment》,and JB42- 《Intermediate frequency Coreless Induction Furnace》。