Sofa Control操作手册(中英文)
- 格式:doc
- 大小:378.50 KB
- 文档页数:33

SINO SOFA SETItem#: 62173SavE ThESEinSTrucTionS For FuTurE rEFErEncE.aTTach Your rEcEiPT hErEKeep a copy of your proof of purchase or order confirmation which will be needed if you need to contact us about warranty coverage.Purchase Date:Questions, problems, missing parts?Before returning to your retailer, our exceptional customer service is available.C all toll-free (866)866)985-78779 a.m. – 9 p.m., EST E mail *************************Li ve chat 9 a.m. - 4 p.m., EST , Monday - FridayBEFORE YOU BEGINBefore beginning assembly, make sure all parts are present. Compare parts received with the “Parts List.” If any part is missing or damaged, do NOT attempt to assemble the product. Please read and understand this entire manual before attempting to assemble or use this product. If you have any questions regarding the product, please contact Customer Service.GENERAL INFORMATIONYour new sofa set is made from the finest materials available. It should provide many years of enjoyment with minimal care.Keep your sofa set clean. For best results, clean with a soft, damp cloth. If you use furniture covers, always make sure the sofa set is clean and completely dry before covering, as mold may form in dark, wet places. Remove cushions prior to covering and store them in a dry, temperature controlled place. Check the connectors on your sofa set regularly to make sure it is secure.The weight limit per seat of the sofa set is 220 lbs.SAFETY INFORMATIONWARNINGDO NOT stand or allow children to stand on the assembled product. Make sure connectors are securely in place. Perform periodic checks to make sure the connectors are secure and adjust if needed.CAUTIONREAD all instructions before beginning assembly. Failure to do so may result in faulty assembly and potential injury. Assemble the item on a soft, non-abrasive surface such as carpet or cardboard to avoid damaging the item.QuanTiTY321581DEFusing 2 connector s G .2Connect another corner Seat A to the opposite side of the Middle Seat B using 2 connector s G .3Then connect another Middle Seat B to the opposite side of the corner Seat A using 2 connector s G .AFBA AFBAA FBB4Connect other corner Seat A to the side of the Middle Seat B using 2 connector s G .5Place the Seat cushions D and Back cushions E onto assembled sofa set and place Table C as desired with set . Carefully place the Glass Tabletop F on the Table .Enjoy your new Sino Sofa Set!A ABBFALIMITED WARRANTYCustomers in the Conti guous USThis product is warranted for a period of 1 year from original purchase date against defects in materials and workmanship under normal use. This warranty does NOT cover normal wear/weathering, exposure to water, freezing temperatures, oils, fluids, or chemicals OR use in a commercialcontext if the unit is not designated as a commercial model . At Well Traveled Living’s sole discretion, products under warranty will be repaired and/or replaced at no charge to the customer. Returns sent back to Well Traveled Living must be sent via prepaid freight in the original retail packaging.For warranty service , contact Well Traveled Living at the address, phone numbers or website and email listed in this owner’s manual. Be sure to have your sales receipt, date of purchase and catalogue/model numbers available when calling. All warranty service will be coordinated by Well TraveledLiving’s, Amelia Island, Florida service center. This warranty is extended only to the original owner. Proof of purchase will be required before warranty service is rendered. The sales receipt is the only valid proof of purchase. This warranty only covers failures due to defects in materials or workmanship which occur during normal use. Failures and/or damage which result from accident, negligence, misuse, abuse, neglect, mishandling, alteration ormodification, failure to maintain, improper assembly or maintenance, service by unauthorized agency or use of unauthorized components or damage that is attributable to acts of God are NOT covered.This limited warranty gives you specific legal rights and you may also have other rights which vary from jurisdiction to jurisdiction. The provisions of the United Nations Convention on Contracts for the Sales of Goods shall not apply to this limited warranty or the sale of products covered by this limited warranty.•THERE ARE NO EXPRESS WARRANTIES EXCEPT AS LI STED .• PURCHASER ASSUMES ALL RISKS IN THE ASSEM BL Y AND OPERATION OF THIS UNIT .• FAILURE TO FOLLOW WARNINGS ANDOPERATIONA L INSTRUCTIONS CONTAINED IN THIS MANUA L CAN RESU L T IN SEVERE PROPERTY DAMAGE AND/OR PERSONA L INJURY .• IN NO EVENT WILL WELL TRAVELED LIVING, OR ITS DIRECTORS, OFFICERS OR AGENTS B E LI A BL E TO THE PURCHASER OR ANY THIRD PARTY, WHETHER IN CONTRACT, IN TORT, OR ON ANY OTHER B ASIS, FOR ANY INDIRECT, SPECIA L , PUNITIVE, EXEMP L ARY, CONSEQUENTIA L , OR INCIDENTA L L OSS, COST, OR DAMAGE ARISING OUT OF OR IN CONNECTION WITH THE SA L E, MAINTENANCE, USE, OR INA BILI TY TO USE THE PRODUCT, EVEN IF WE LL TRAVE L ED L IVING OR ITS DIRECTORS, OFFICERS OR AGENTS HAVE B EEN ADVISED OF THE POSSI BIL ITY OF SUCH L OSSES, COSTS OR DAMAGES, OR IF SUCH L OSSES, COSTS, OR DAMAGES ARE FORESEEA BL E. IN NO EVENT WI LL WELL TRAVELED L IVING, OR ITS OFFICERS, DIRECTORS, OR AGENTS BE L IA BL E FOR ANY DIRECT L OSSES, COSTS OR DAMAGES THAT EXCEED THE PURCHASE PRICE OF THE PRODUCT.• SOME JURISDICTIONS DO NOT ALLOW THEEXC L USION OR L IMITATION OF INCIDENTA L OR CONSEQUENTIA L DAMAGES, SO THE A B OVEL IMITATION OR EXC L USION MAY NOT APP L Y TO THE PURCHASER.Important NoticeDo NOT return to place of purchase —for customer service and warranty issues:C all toll-free (866)985-78779 a.m. – 9 p.m., EST E mail *************************Li ve chat 9 a.m. - 4 p.m., EST , Monday - FridayDistributed by:Well Traveled Living716 S 8th Street, Amelia Island, FL |*************************(866) 985-7877Fire Sense ®, Patio Sense,® Avalon Home,® M ojave Sun ®, Vulcan ®, Balkene Home ® and Well Traveled Living ® are registered trademarks ofWell Traveled Imports, Inc ®. All assembly instruction presentations are the property of Well Traveled Imports, Inc.® and are protected byU.S. copyrights and trademarks. All rights reserved.E XTEND YOUR WARRANTYWhen you purchase a Fire Sense or Balkene Home product, you 'll have peace of mind inknowing that it comes with a one-year warranty. Extend your warranty for an additional year when you write a review of your purchase on within 365 days of purchase .。
HIROSS恒温恒湿机房精密空调操作手册HIMOD系列北京****科技有限公司技术部2009年01月01日目录第一章HIMOD系列海洛斯空调概述..................................................................................... 1。
1型号多 .................................................................................................................................. 1。
2控制技术先进 ......................................................................................................................1.3制冷系统 ................................................................................................................................. 1。
4送风系统 .............................................................................................................................. 1。
5加湿系统 .............................................................................................................................. 1。
Control4 CORE 1 Controller Installation GuideSupported model• C4-CORE1 Control4 CORE 1 Hub & ControllerIntroductionDesigned for an exceptional family room entertainment experience, the Control4® CORE 1 Controller does more than automate the gear around your TV; it is the ideal smart home starter system with entertainment built in.The CORE 1 delivers a beautiful, intuitive, and responsive on-screen user interface with the ability to create and enhance the entertainment experience for any TV in the house. The CORE 1 can orchestrate a wide range of entertainment devices including Blu-ray players, satellite or cable boxes, game consoles, TVs, and virtually any product with infrared (IR) or serial (RS-232) control. It also features IP control for Apple TV, Roku, televisions, AVRs, or other network-connected devices, as well as secure wireless Zigbee control for lights, thermostats, smart locks, and more.For entertainment, the CORE 1 also includes a built-in music server that allows you to listen to your own music library, stream from a variety of leading music services, or from your AirPlay-enabled devices using Control4 ShairBridge technology.Box contentsThe following items are included in the CORE 1 controller box:• CORE 1 controller• AC power cord• IR emitters (2)• Rubber feet (2, pre-installed)• External antenna (1 for Zigbee)Accessories available for purchase• CORE 1 Wall-Mount Bracket (C4-CORE1-WM)• Control4 1U Rack-Mount Kit, Single/Dual Controller (C4-CORE1-RMK)• Control4 3-Meter Wireless Antenna Kit (C4-AK-3M)• Control4 Dual-Band Wi-Fi USB Adapter (C4-USBWIFI OR C4-USBWIFI-1)• Control4 3.5 mm to DB9 Serial Cable (C4-CBL3.5-DB9B) Requirements and specificationsWe recommend using Ethernet instead of Wi-Fi for the best networkThe Ethernet or Wi-Fi network should be installed before starting theThe CORE 1 requires OS 3.3 or newer.Composer Pro UserGuide (ctrl4.co/cpro-ug) for details.WarningsCaution! To reduce the risk of electrical shock, do not expose this apparatus torain or moisture.AVERTISSEMENT ! Pour réduire le risque de choc électrique, n’exposez pas cetappareil à la pluie ou à l’humidité.Caution! I n an over-current condition on USB, the software disables theoutput. If the attached USB device does not appear to power on, remove theUSB device from the controller.AVERTISSEMENT ! Dans une condition de surintensité sur USB ou sortie decontact le logiciel désactive sortie. Si le périphérique USB ou le capteurde contact connecté ne semble pas s’allumer, retirez le périphérique ducontrôleur.SpecificationsInputs / OutputsVideo out 1 video out—1 HDMIVideo HDMI 2.0a; 3840x2160 @ 60Hz; HDCP 2.2 and HDCP 1.4Audio out 2 audio out—1 HDMI and 1 digital coaxAudio playback formats AAC, AIFF, ALAC, FLAC, M4A, MP2, MP3, MP4/M4A, OggVorbis, PCM, WAV, WMAHigh-resolution audio playback Up to 192 kHz / 24 bitNetworkEthernet 2 10/100/1000BaseT compatible ports—1 PoE+ in and1 switch network portWi-Fi Optional Dual-Band Wi-Fi USB Adapter(2.4 GHz, 5 Ghz, 802.11ac/b/g/n/a)Zigbee Pro802.15.4Zigbee antenna External reverse SMA connectorUSB port 1 USB 3.0 port—500mAControlIR out 4 IR out—5V 27mA max outputIR capture 1 IR receiver—front, 20-60 KHzSerial out 2 serial out (shared with IR out 1 and 2)PowerPower requirements100-240 VAC, 60/50Hz or PoE+Power consumption Max: 18W, 61 BTUs/hourIdle: 9W, 30 BTUs/hourOtherOperating temperature32˚F ~ 104˚F (0˚C ~ 40˚C)Storage temperature4˚F ~ 158˚F (-20˚C ~ 70˚C)Dimensions (H × W × D) 1.16 × 7.67 × 5.2" (29.5 × 195 × 132 mm)Weight 1.5 lb (0.68 kg)Shipping weight 2.3 lb (1.04 kg)Additional resourcesThe following resources are available for more support.• Control4 CORE series help and information: ctrl4.co/core• Snap One Tech Community and Knowledgebase: •Control4 Technical Support:ctrl4.co/techsupport• Control4 website: 71231 Connect one of the included IR emitters to an IR OUT port on the controller.2 Place the stick-on emitter end onto the IR receiver on the Blu-ray player, TV, or othertarget device to emit IR signals from the controller to the target device.Setting up external storage devices (optional)You can store and access media from an external storage device, for example, a networkhard drive or USB memory device, by connecting the USB drive to the USB port andconfiguring or scanning the media in Composer Pro.We support only externally powered USB drives or solid state USB sticks.Composer Pro driver informationUse Auto Discovery and SDDP to add the driver to the Composer project. See theComposer Pro User Guide (ctrl4.co/cpro-ug) for details.OvrC setup and configurationOvrC gives you remote device management, real-time notifications, and intuitivecustomer management, right from your computer or mobile device. Setup isplug-and-play, with no port forwarding or DDNS address required.To add this device to your OvrC account:1 Connect CORE 1 controller to the Internet.2 Navigate to OvrC () and log in to your account.3 Add the device (MAC address and Service Tag numbers needed for authentication).Front viewA Activity LED—The Activity LED shows when the controller is streaming audio.B IR window—IR receiver for learning IR codes.C Caution LED—This LED shows solid red, then blinks blue during the boot process.The Caution LED blinks orange during the factory restore process. SeeD —The LED indicates that the controller has been identified in a Control4project and is communicating with Director.E Power LED—The blue LED indicates that AC power is present. The controller turns onimmediately after power is applied to it.Back viewPower port—AC power connector for an IEC 60320-C5 power cord.B IR OUT/SERIAL—3.5 mm jacks for up to four IR emitters or for a combination of IRemitters and serial devices. Ports 1 and 2 can be configured independently for serialcontrol (for controlling receivers or disc changers) or for IR control. See “Connectingthe IR ports/serial ports” in this document for more information.C USB—One port for an external USB drive (such as a USB stick formatted FAT32). See“Setting up external storage devices” in this document.D DIGITAL AUDIO—Outputs audio (AUDIO OUT) shared from other Control4 devices orfrom digital audio sources (local media or digital streaming services).E HDMI OUT—An HDMI port to display navigation menus. Also an audio out over HDMI.F ID button and RESET—ID button is pressed to identify the device in Composer Pro. TheID button on the CORE 1 is also an LED that displays feedback useful during a factoryrestore. The RESET pinhole is used to reset or factory restore the controller.G ENET OUT—RJ-45 jack for Ethernet out connection. Acts as a 2-port network switchwith ENET/POE+ IN jack.H ENET/POE+ IN—RJ-45 jack for a 10/100/1000BaseT Ethernet connection. Also canpower the controller with PoE+.I ZIGBEE—Antenna connector for the Zigbee radio.Installation instructionsTo install the controller:1 Ensure that the home network is in place before starting system setup. An Ethernetconnection to the local network is required for setup. The controller requires anetwork connection to use all of the features as designed. After initial configuration,Ethernet (recommended) or Wi-Fi (with an optional adapter) can be used toconnect the controller to web-based media databases, communicate with other IPdevices in the home, and access Control4 system updates.2 Mount the controller near the local devices you need to control. The controller canbe hidden behind a TV, mounted on a wall, installed in a rack, or placed on a shelf.The CORE 1 Rack Mount Kit is sold separately and is designed for easy installation ofup to two CORE 1 controllers side by side in a rack. The CORE 1 Wall-Mount Bracketis sold separately and designed for easy installation of the CORE 1 controller behinda TV or on the wall.3 Attach antenna to the ZIGBEE antenna connector.4 Connect the controller to the network.• Ethernet—To connect using an Ethernet connection, connect the network cableinto the controller’s RJ-45 port (labeled ENET/POE+ IN) and into the network porton the wall or at the network switch.• Wi-Fi—To connect using Wi-Fi, first connect the unit to Ethernet, connect theWi-Fi adapter to the USB port, and then use Composer Pro System Manager toreconfigure the unit for Wi-Fi.5 Connect system devices. Attach IR and serial devices as described in “Connectingthe IR ports/serial ports” and “Setting up IR emitters.”6 Set up any external storage devices as described in “Setting up external storagedevices” in this document. | 888.400.4070Copyright 2022, Snap One, LLC. All rights reserved. Snap One and its respective logos are registered trademarks or trademarks of Snap One, LLC (formerly known as Wirepath Home Systems, LLC), in the United States and/or other countries. 4Store, 4Sight, Control4, Control4 My Home, SnapAV, Mockupancy, NEEO, OvrC, Wirepath, and Wirepath ONE are also registered trademarks or trademarks of Snap One, LLC. Other names and brands may be claimed as the property of their respective owners. Snap One makes no claim that the information contained herein covers all installation scenarios and contingencies, or product use risks. Informationwithin this specification subject to change without notice.More helpFor the latest version of this document and to view additional materials, open the URL below or scan the QR code on a device that can view PDFs.Legal, Warranty, and Regulatory/Safety informationVisit /legal for details.MOST RECENT VERSIONctrl4.co/core1-ig200-00724-A 2022-05-31 DHATroubleshootingReset to factory settingsCaution! The factory restore process will remove the Composer project.To restore the controller to the factory default image:1 Insert one end of a paper clip into the small hole on the back of the controller labeled RESET .2 Press and hold the RESET button. The controller resets and the ID button changes to solid red.3 Hold the button until the ID flashes double orange. This should take five to seven seconds. The ID button flashes orange while the factory restore is running. When complete, the ID button turns off and the device power cycles one more time to complete the factory restore process.Note: During the reset process, the ID button provides the same feedback as the Caution LED on the front of the controller.Power cycle the controller1 Press and hold the ID button for five seconds. The controller turns off and back on.Reset the network settingsTo reset the controller network settings to the default:1 Disconnect power to the controller.2 While pressing and holding the ID button on the back of the controller, power on the controller.3 Hold the ID button until ID button turns solid orange and the Link and Power LEDs are solid blue, and then immediately release the button.Note: During the reset process, theID button provides the same feedback asthe Caution LED on the front of the controller.LED status informationActivityCautionLinkPowerMORE INFO ON CORE CONTROLLERSctrl4.co/core。

CC-1CC-2CC-3ControlCenterZone ControllersInstallation and Operation Guide Guía de Instalación y Funcionamiento Guide d’installation et utilisation Installations- und Bedienungsanleitung Manuale di installazione e funzionamento Installatie- en bedieningshandleidingPlease read this owner’s guide carefully and save it for future reference.1. Read these instructions.2. Keep these instructions.3. Heed all warnings.4. Follow all instructions.5. Do not use this apparatus near water.6. Clean only with a dry cloth.7. Do not block any ventilation openings. Install in accordance with the manufacturer’s instructions.8. Do not install near any heat sources, such as radiators, heat registers, stoves or other apparatus (including amplifiers) that produce heat.9. Only use attachments/accessories specified by the manufacturer.10.Refer all servicing to qualified personnel. Servicing is required when the apparatus has been damaged in any way, such as power-supply cord or plug is damaged, liquid has been spilled or objects have fallen into theapparatus, the apparatus has been exposed to rain or moisture, does not operate normally, or has been dropped.WARNING:• All Bose products must be installed in accordance with local, state, federal and industry regulations. It is the installer’s responsibility to ensure installation of the loudspeakers and mounting system is performed in accordance with all applicable codes, including local building codes and regulations. Consult the local authority having jurisdiction before installing this product.• T o reduce the risk of fire or electrical shock, do not expose the product to rain or moisture.• Do not expose this apparatus to dripping or splashing, and do not place objects filled with liquids such as vases, on or near the apparatus. Exposure to liquid may create a fire hazard.• Do not place any naked flame sources, such as lighted candles, on or near the apparatus.•This product is not intended for installation or use in indoor water facility areas (including, withoutlimitation, indoor pools, indoor water parks, hot tub rooms, saunas, steam rooms and indoor skating rinks).Contains small parts which may be a choking hazard. Not suitable for children under age 3.CAUTION:•Do not make unauthorized alterations to the product; doing so may compromise safety, regulatory compliance, system performance, and may void the warranty.This product is intended for installation by professional installers only! This document is intended to provideprofessional installers with basic installation and safety guidelines for this product in typical fixed-installation systems.Please read this document before attempting installation.This product conforms to all applicable EU directive requirements. The complete Declaration of Conformity can be found at /complianceImportant Safety Instructions2 EnglishThe exclamation point within an equilateral triangle, as marked on the system, is intended to alert the user tothe presence of important operating and maintenance instructions in this installation guide.Product FeaturesBose® ControlCenter zone controllers provide three options for remote volume control and input source selection:Controller Function Compatible ProductsCC-1Volume control only FreeSpace® IZA 2120-LZ/HZFreeSpace ZA 2120-LZ/HZPowerShare PS602 & PS604Any ControlSpace® engineered sound processorCC-2Volume control with A/Bsource selection switch FreeSpace IZA 250-LZ; IZA 190-HZ FreeSpace IZA 2120-LZ/HZAny ControlSpace engineered sound processorCC-3Volume control with A/B/C/Dsource selection switchAny ControlSpace engineered sound processorEach zone controller is available in white and black, and in North America, Japan, and EU configurations. The North America zone controllers are sized for Decora® wall mounting, and include two 1/2 inch #6-32 screws. The Japan zone controllers fit Wide 21 wall plates with aface height of 1 mm above the thick wall plate cover; the controllers have approximately 3 mm face height when used with other types of wall plate covers. Two 8 mm M4 screws are included. Wall plate covers are not included with North America and Japan zone controllers. The EU zone controllers come as a finished wall plate of size 86 mm x 86 mm, with 60 to 60.3 mm screw spacing suitable for either vertical or horizontal mounting, and include two 18 mm M4 screws. All models include a sheet of pre-printed color-matched labels, plus two blank labels for customized applications.Connecting a Single Zone ControllerConnect a single zone controller to a FreeSpace or PowerShare amplifier using a CAT 5 cable with maximum length of 609 meters (2000 feet). Connect to a ControlSpace ESP using a CAT5 cable with a maximum length of 152 meters (500 feet) for a shielded cable or 30 meters (100 feet) for an unshielded cable.The cable must be terminated on one end with an RJ-45 connection using TIA/EIA 568B pinout, and on the other end with an RJ-45 connector for PowerShare amplifiers, or the Euroblock connector appropriate for the FreeSpace amplifier or ControlSpace engineered sound processor (2-pin, 4-pin, or 6-pin).Introduction 8 English Introduction Connecting Multiple Zone ControllersSome amplifier models allow adjacent zone controllers to be ganged together directly. Each zone controller can be independently configured to control any output, or combination of outputs, for bi-amping.Use a CAT 5 cable with RJ-45 connectors to connect zone controllers to each other, then create a single home run from the last zone controller in the chain back to the amplifier. The maximum total cable length (from the first zone conroller to the amplifier) is 609 meters (2000 feet). Use standard CAT 5 cables and RJ-45 connectors as described in Connecting a Single Controller. CV41 4-to-1 ConverterFor PowerShare amplifier models, you can use the CV41 4-to-1 Converter to create a single home run back to an amplifier from multiple zone controllers distributed throughout an installation. Connect each zone controller to the CV41 converter using CAT 5 cables with RJ-45 connectors, then run a single CAT 5 cable from the CV41 4-to-1 Converter to the amplifier. You can connect up to two CC-1 zone controllers to a PS602 amplifier, and up to four CC-1 zone controllers to a PS604 amplifier.English 9CC-1 Zone Controller - North AmericaCC-1 Zone ControllerThe CC-1 zone controller provides volume control only. It is compatible with FreeSpace® IZA 2120-LZ/HZ and ZA 2120-LZ/HZ amplifiers, PowerShare PS602 and PS604 amplifiers, and any ControlSpace® engineered sound processor (ESP).CC-1 Installation Guide CC-1 Zone Controller - Japan10 EnglishCC-1 Installation GuidePin-to-Remote ConnectionsConnections from the RJ-45 (TIA/EIA 568B wiring) connector on the CC-1 zone controller to the REMOTE connector on the FreeSpace® amplifier or CONTROL INPUTS connector on theControlSpace® engineered sound processor (ESP).CC-1 Zone Controller - EURear ViewEnglish 11Connecting the CC-1 Zone ControllerConnect one CC-1 zone controller to FreeSpace® amplifier models IZA 2120-LZ/HZ or ZA 2120-LZ/HZ, PowerShare amplifier models PS602 or PS604, or any ControlSpace® engineered sound processor (ESP).FreeSpace ZA 2120-LZ/HZEither RJ-45 on CC-1 Zone ControllerFreeSpace IZA 2120-LZ/HZEither RJ-45 on CC-1 Zone ControllerControllerCAT 5 cable Use either RJ-45connectionCC-1 Installation Guide12 EnglishPin-to-Remote Connection DiagramsAny ControlSpace ESPEither RJ-45 on CC-1 Zone ControllerCC-1 Installation GuideEnglish 13Configure the CC-1 zone controller using the following DIP switch settings:12345678FreeSpace 00101000PowerShare*0010****ControlSpace11* For the PowerShare PS602 and PS604 amplifiers, the CC-1 controls any outputs with corresponding DIP switches in the ON position: DIP 5 - OUTPUT 1 DIP 6 - OUTPUT 2DIP 7 - OUTPUT 3 (PS604 only) DIP 8 - OUTPUT 4 (PS604 only)CC-1 Installation Guide14 EnglishConnect two ganged CC-1 zone controllers to FreeSpace® amplifier models IZA 2120-HZ or ZA 2120-HZ, or PowerShare amplifier models PS602 or PS604.CC-1 Zone Controller #2CC-1 Zone Controller #1RJ-45 #1 (Main) on CC-1 Zone Controller #2FreeSpace IZA 2120-HZRJ-45 #1 (Main) on CC-1 Zone Controller #2FreeSpace ZA 2120-HZPin-to-Remote Connection DiagramsCC-1 Installation GuideEnglish 15Configure the CC-1 zone controllers using the following DIP switch settings:12345678FreeSpaceController #100101000Controller #200010100PowerShare*Controller #10010****Controller #21***** For the PowerShare PS602 and PS604 amplifiers, the CC-1 controls any outputs with corresponding DIP switches in the ON position: DIP 5 - OUTPUT 1 DIP 6 - OUTPUT 2DIP 7 - OUTPUT 3 (PS604 only)DIP 8 - OUTPUT 4 (PS604 only)CC-1 Zone Controller #1CC-1 Zone Controller #2PowerShare AmplifiersFreeSpace AmplifiersCC-1 Zone Controller #1CC-1 Zone Controller #216 EnglishConnect up to four ganged CC-1 zone controllers to the PowerShare amplifier model PS604.CC-1 Zone Controller #4CC-1 Zone Controller #3CC-1 Zone Controller #2CC-1 Zone Controller #1Configure the CC-1 zone controllers using the following DIP switch settings:12345678Controller #100101000Controller #200100100Controller #300100010Controller #411CC-1 Zone Controller #1CC-1 Zone Controller #3CC-1 Zone Controller #4CC-1 Zone Controller #2Connect multiple CC-1 zone controllers to PowerShare amplifier models PS602 or PS604 using the CV41 4-to-1 converter. Connect up to two CC-1 zone controllers to the PS602 amplifier or up to four CC-1 zone controllers to the PS604 amplifier.English 17CC-1 Zone Controller #1CC-1 Zone Controller #2Configure the CC-1 zone controllers using the following DIP switch settings:12345678Controller #100101000Controller #21118 EnglishConfigure the CC-1 zone controllers using the following DIP switch settings:12345678Controller #100101000Controller #200100100Controller #300100010Controller #411CC-1 Zone Controller #1CC-1 Zone Controller #3CC-1 Zone Controller #4CC-1 Zone Controller #2Connect up to four CC-1 zone controllers to the PowerShare PS604 amplifier using the CV41 4-to-1 converter.CC-2 Zone ControllerThe CC-2 zone controller provides volume control and A/B source selection. It is compatible with FreeSpace® amplifier models IZA 250-LZ, IZA 190-HZ, and IZA 2120-LZ/HZ, and any ControlSpace® engineered sound processor (ESP).English 19CC-2 Zone Controller - JapanCC-2 Zone Controller - North America20 EnglishPin-to-Remote ConnectionsConnections from the RJ-45 (TIA/EIA 568B wiring) connector on the CC-2 zone controller to REMOTE connector on the FreeSpace® amplifier or to CONTROL INPUTS connector on theControlSpace® engineered sound processor (ESP).CC-2 Zone Controller - EURear ViewConnecting the CC-2 Zone ControllerConnect one CC-2 zone controller to FreeSpace® amplifier models IZA 250-LZ, IZA 190-HZ, and IZA 2120-LZ/HZ, and any ControlSpace® engineered sound processor (ESP).Either RJ-45 on CC-2 Zone ControllerAny FreeSpace IZAEnglish 2112345678Controller111CC-2 Zone ControllerConfigure one CC-2 zone controller using the following DIP switch settings:Pin-to-Remote Connection DiagramsAny ControlSpace ESPEither RJ-45 on CC-2 Zone Controller22 EnglishSwitch 12345678Controller #110101000Controller #2111Connect two ganged CC-2 zone controllers to FreeSpace® amplifier model IZA 2120-HZ.CC-2 Zone Controller #1CC-2 Zone Controller #2RJ-45 #1 (Main) on CC-2 Zone Controller #2FreeSpace IZA 2120-HZCC-2 Zone Controller #1CC-2 Zone Controller #2Configure two ganged CC-2 zone controllers using the following DIP switch settings:Pin-to-Remote Connection DiagramsCC-3 Zone ControllerThe CC-3 zone controller provides volume control and A/B/C/D source selection. It is compatible with any ControlSpace® engineered sound processor (ESP).English 23CC-3 Zone Controller - JapanCC-3 Zone Controller - North America24 EnglishPin-to-Remote ConnectionsConnections from the RJ-45 (TIA/EIA 568B wiring) connector on the CC-3 zone controller to theCONTROL INPUTS connector on the ESP.CC-3 Zone Controller - EURear ViewConnecting the CC-3 Zone ControllerConnect one CC-3 zone controller to any ControlSpace® engineered sound processor (ESP).Any ControlSpace ESPRJ-45 on CC-3English 25Any ControlSpace ESP152 m (500 ft) max length CAT 5 shielded cable 30 m (100 ft) max length unshielded CAT 5 cableT erminated with RJ-45 (TIA/EIA 568 pinout) on one end and 6-pin phoenix on the other endPin-to-Remote Connection DiagramsCC-3 Installation Guide 26 EnglishLimited WarrantyYour product is covered by a limited warranty, Visit for warranty details.The warranty information provided with this product does not apply in Australian and New Zealand. See our website at /au/warranty or /nz/warranty for details of the Australian and New Zealand warranty.Decora® is a registered trademark of Leviton Manufacturing Co., Inc.Importer InformationEuropean UnionBose GP, Castleblayney Road, Carrickmacross, County Monaghan, IrelandChinaBose Electronics (Shanghai) Company Limited, Part C, Plan 9, No. 353 North Riying Road, China (Shanghai) Pilot Free Trade ZoneTaiwanBose T aiwan Branch, 9F-A1, No. 10, Section 3, Minsheng East Road, T aipei City 104, T aiwan MexicoBose de México, S. de R.L. de C.V ., Paseo de las Palmas 405-204, Lomas de Chapultepec, 11000 México, D.F.CC-3 Installation GuideEnglish 27Visit us on the web at .Americas(USA, Canada, Mexico, Central America, South America) Bose Corporation The MountainFramingham, MA 01701 USACorporate Center: 508-879-7330 Americas Professional Systems, T echnical Support: 800-994-2673 AustraliaBose Pty LimitedUnit 3/2 Holker StreetNewington NSW Australia TEL 61 2 8737 9999 BelgiumBose N.V . / S.ALimesweg 2, 03700 T ongeren, Belgium TEL (32) 012-390800ChinaBose Electronics (Shanghai) Co Ltd 36F, West Gate T ower 1038 West Nanjing RoadShanghai, P.R.C. 200041 China TEL 86 21 6271 3800FranceBose S.A.S12 rue de T emara78100 St. Germain en Laye, France TEL 01-30-61-63-63Germany Bose GmbHMax-Planck Strasse 36D 61381 Friedrichsdorf, Deutschland TEL 06172-7104-0Hong Kong Bose LimitedSuites 2101-2105, T ower One, Times Square 1 Matheson Street, Causeway Bay, Hong Kong TEL 852 2123 9000IndiaBose Corporation India Private Limited Salcon Aurum, 3rd FloorPlot No. 4, Jasola District Centre New Delhi – 110025, India TEL 91 11 43080200ItalyBose SpACentro Leoni A – Via G. Spadolini 5 20122 Milano, Italy TEL 39-02-36704500JapanBose Kabushiki Kaisha Shibuya YT Building 28-3 Maruyama-shoShibuya-Ku, T okyo, 150, Japan TEL 81-3-5489-0955 www.bose.co.jpThe Netherlands Bose BVNijverheidstraat 8 1135 GE Edam, NederlandTEL 31 (0)299-390139United Kingdom Bose HouseQuayside Chatham MaritimeChatham, Kent ME4 4QZ, United Kingdom TEL 44 (0)3330-142545See website for other countriesContact Information©2016 Bose Corporation, The Mountain, Framingham, MA 01701-9168 USAAM771705 Rev. 00。
中英文对照说明书【篇一:中英文对照说明书】前言preface感谢您使用徐州燃烧控制研究院有限公司生产的就地点火控制柜装置。
本公司的就地点火控制柜装置是徐州燃烧控制研究院有限公司自主开发生产的高品质就地控制装置,在使用系列本程控装置之前请您仔细阅读该手册以保证正确使用并充分发挥其优越性。
本说明书对就地控制柜(以下简称控制柜)的操作和安装方法等做了详细的介绍。
使用控制柜以前,在阅读本说明书的基础上,进行安全正确使用。
thank you for choosing the local ignition control cabinet designed by our company.the local ignition control device is explored by our company for the ignition control of boiler.this manual describes installation and operation of the cabinet clearly, please read this manual before using.内容介绍brief introduction本手册介绍了点火控制柜的组成、安装、配线、功能参数、日常使用维护及对故障的处理the manual includes the cabinet’s components, installation, wiring, data, maintenance, and troubleshooting.读者对象applicable readers本书适合下列人员阅读this manual is applicable for设备安装人员、维护人员、设计人员installer, maintenance man, and designer本书约定stipulation符号约定symbol stipulations说明提醒操作者需重点关注的地方points operator should pay attention to由于没有按要求操作可能造成死亡或重伤的场合危险!this symbol indicates death or gbh that may occur as a result of improper operation由于没有按要求操作可能造成中等程度伤害或轻伤或造成物质损害的场合注意!this symbol indicates secondary injury, flesh wound or object damage that may occur as a result of improper operation一、序言prologue1.1 开箱检查checking在开箱时请认真确认在运输中是否有破损现象控制柜内元器件与附图中的型号数量是否相符如发现有某种遗漏请速与供货商或我司联系解决!check if there is any damage.ensure the model and quantity in chart are accordance with components in cabinet.if there is any mistake, please contact with supplier or ourcompany.1.2 安全注意事项security不要安装在含有爆炸气体的环境里否则有引发爆炸的危险!必须由具有专业资格的人员进行配线作业否则有触电的危险!确认电源处于完全断开的情况下才能进行配线作业否则有触电危险!必须将控制柜的接地端子可靠接地否则有触电的危险!通电情况下不要用手触摸控制端子否则有触电的危险!do not install in explosive environment, or it may causeexplosion.do invite professionals for accompany when wiring, or it may cause electric shockdo shut off power before wiring.do earth the cabinet ground terminal.do not touch the control terminal when power is on.1.3 安装条件installation requirement1.4 日常维护maintenance定期检查柜内各种元器件,确认任一单元都没有松动的螺钉,所有电源和电线的连接都安全可靠;并保持外观完好。
CNC-220S User Manual VER. C-220 0266 /0268/0288/0399/ect.DOC NO:020129 Page1of 18迈维自動化有限公司maiwei AUTOMATION CO.,LTD.CONTENTS1. INTRODUCTION (2)2. MAIN FEATURES (2)3. FRONT PANEL DESCRIPTION (3)4. PROGRAMMING WINGING PARAMETER (5)5. WINDING METHOD DESCRIPTION (6)6. WINDING EXECUTION (8)7. CONFIGURATION SETTING (9)8. INSTALLATION AND WIRING (11)9. ADJUSTMENT (14)10. MAINTAIN AND TROUBLESHOOTING (15)迈维自動化有限公司maiwei AUTOMATION CO.,LTD.1. INTRODUCTIONCNC-220S is a series of COIL WINDING MACHINE CONTROLLERdeveloped by MAIWEI AUTOMATION . It not only retains all the features ofprevious designs, it also has a low noise level and is less sensitive to externalpower fluctuation.CNC-220S also features an integrated design: putting stepper motor driver,DC motor speed controller, brake and power supplier control circuits into onecontrol box, simultaneously achieving size reduction, high performance andlow cost.CNC-220S Series offers CNC-220S “Standard Model” and CNC -220S EXD"External Connection Model”, depending on whether a close -loop driver isprovided for various applications.2. MAIN FEATURES◆ Single chip DSP Microprocessor design, has further higher performance and higher functions; it also has less sensitive to external power fluctuation orto external electromagnetic interference.◆ Memory capacity capable storing up to 0- 1000 steps winding data, 9 winding parameters, and 5 options can be independentlyassigned for each step. Off-power memory retention without battery.◆ Winding speed can be specified using the front panel keypad, resulting ineasy programming of multi-step, multi-speed settings.◆ Guiding traverse shaft stepper motor with a constant-current driver offeringfast wire guiding speeds.◆ Power input AC100V~120V 、220V~240V 600VA(max).迈维自動化有限公司maiwei AUTOMATION CO.,LTD.3. FRONT PANEL DESCRIPTION3.1. Power switchPower:Power supplier equipped, controls the AC power to the controller.3.2. Key pads0-9:10 key, for entering numerical values.『QTY SET』:Enter into EDIT mode.『EDIT』:Specify target production quantity.『START STEP』:Specify starting step in memory.『END STEP』:Specify ending step in memory.『DATA SEL』:Select parameter to be programmed, or to switch display mode. 『FEED DIR』:Select guiding direction for each step.『WIND DIR』:Select winding direction for each step.『EDGE STOP』:To specify whether to suspend winding when the guiding traverse moves to the two edges of the width.『AUTO HOME』:Select whether to have auto-positioning function for each step. 『AUTO START』:Select whether to have auto-starting function for each step. 『-』:Reduce step number by one, or reduce PIECE COUNTER by one.『CLR』:During programming, clear current data to zero.『COPY』:Copy the data of previous step into current step.『ENT』:Write data into memory.『RPM』:Switch display to shows PIECE COUNT or RPM.『ZERO』:Hold down this key for two seconds to reset PIECE COUNTER to zero. 『AUTO』:To switch between AUTO and NON-AUTO mode.『BRAKE』:Switch whether brake will be applied to the win spindle during stopping.迈维自動化有限公司maiwei AUTOMATION CO.,LTD.『NEXT』:Skip current step and go to the next step.『PREV IOUS』:Discard current step and go to the previous step『RESET』:At any time, discontinues current operation and return to ready mode. 『STOP』:Pause during winding.『START』:Restart during pause, or pause during winding.←:guiding traverse moves to the left.→:guiding traverse moves to the right.:Show the current step number being wound or beingprogrammed.:During programming, in combination with LED, shows the parameter being programmed. During winding or ready mode, show thecurrent number of turns or show the guiding traverse shafts position.Shows PIECE COUNT or RPM.3.4. Status indicators□READY: lit means in READY mode, flash means PAUSE mode ,not litmeans winding or programming in progress.□RUN: lit means winding in progress; not lit means not in progress.□SLOW: during winding, lit means low speed winding; not lit means high speed winding.□MOVE: lit means guiding traverse is fixing the starting position forwinding or is returning to the home position.□O.S: lit means winding operation is over speeding, guiding traverseand winding spindle shaft are out of synchronization.□LAN: lit means currently communicating with network.□FINISH: will lit when reaching the preset piece count.□ RPM: lit means the PIECE COUNT DISPLAY shows RPM.□ QTY: lit means the PIECE COUNT DISPLAY shows the piece count.3.5. Winding parameters definitions□SHIFT : Starting position of the guiding traverse.[Setting range 0.00~ 999.99 mm].□WIDTH : The traverse of the copper wire led by the traverse duringwinding. [Setting range 0 ~999.99 mm].□PITCH : Diameter of the copper wire. [Setting range 0~ 9.999mm].□TURNS: Total number of turns to be wound.[Setting range 0.0~9999.9 or 0~99999 turns].□S.SLOW : Number of turns to be wound at low speed, when start winding.[Setting range 0~999.9 turns].□E.SLOW : Number of turns to be done at low speed prior to stopping.[Setting range 0 ~999.9 turns].□H.S.: High winding speed. [Setting range from 0~99%].□L.S. : Low winding speed. [Setting range from 0~25%].□FUN : Winding complete output signal setting.4. PROGRAMMING WINGING PARAMETER4.1. MEMORY RANGE SELECTIONCNC-220S contains 1000 memory step, By defining the region, users caneffectively manage the memory. Various winding parameter can be stored indifferent regions and can be retrieved instantaneously. After specifying theregions, programming and winding can be done in those regions; allun-selected regions will retain their original contents and unmodified. Whensetting the STEP number, the Ending step number must be larger than theStarting step number, or the winding operation will not startSpecifying starting stepIn ready mode, press to select. [Setting range 0 ~ 999].Specifying ending stepIn ready mode, press to select. [Setting range 0 ~ 999].4.2. Programming winding parameterIn “READY” mode, press invokes the programming mode. First the“START STEP” number will shows at “Procedures displayer”, the parameter indicator 『SHIFT』will lit, the starting position will shows at “Documents dispayer”. The starting position can be changed to the new position by pressing thenumerical keys followed by the key.After that the STEP number will automatically increase by one, to continue setthe starting position for next step. When the STEP number larger then the“END STEP”number, the STEP number will restore to the “START STEP”number and the indicator light will change from『SHIFT』to 『WIDTH』foruser to specifying the width for each STEP. Repeat the same procedure using numerical keys and the key, all winding parameters for each STEP canThe following functions are also available::To select guiding direction, forward or reverse.:To select winding direction, clockwise or counter-clockwise.:To specify whether to suspend winding when the guiding traversemoves to the two edges of the width.:To select whether guiding traverse returns to the starting positionautomatically or upon a manual pressing of the key.:Select whether to have auto-starting function for each step.:Clear the current value to zero.copy:Copy the content of the previous step to the current step.—:Go back to the previous programming step.:To scroll through different parameters.Each time when change the PARAMETER or OPTIONS, key mustpressed to effect the change.4.3. Guiding traverse shaft introduce settingDuring set the 『SHIFT』, 『WIDTH』and 『guiding traverse travel limit』,can use numeric keypad to set location data or can also use ,←or→keysTo leading the guiding traverse shaft location.4.4. Clear all winding parameterIn the”READY”mode, press will clear all the winding parameter inthe memory. Be cautious in using this function or all the data will be lost. 5. WINDING METHOD DESCRIPTIONPrior to winding, the general winding principles are explained below so the operators can have a better understanding of the performance of the controller and make better use of it.5.1. Counting mode(Refer to the section 7.1. Counting mode).◆Absolute counting modeWinding spindle shaft is capable of fixed-point stopping. Upon each restart,the turn count will reset only the integer portion of the turn’s to zero, with the decimal unchanged. For example, for a previous number of 100.3 turns, when restarting the next step winding, the counting will start with 0.3 turn to avoid accumulation of spindle shaft free play error from consecutive windings. This counting method may cause insufficient winding by one turn. Therefore, when starting from 0.5~0.9, the spindle will turn to the 0.0 before it starts counting.◆Relative counting modeThis counting method zeros the counter upon each restart, therefore it is easy to understand and will not cause insufficient winding.5.2. Wire-guiding mode◆Interlace wire-guidingIf the『幅宽』of the step is zero, the wire-guiding becomes interlace mode. When it begins winding, the wire-guiding will follow the wire direction to proceed two wire diameters and regress one wire diameters cyclically until the step of winding ends. This mode especially suits the inductor winding.◆Non wire-guidingSometimes, the winding device may be used to winding adhesive tapes or copper foil. When the wire-guiding is not needed, 『PITCH』may be adjusted to zero and the wire-guiding won't be move.5.3. Operation mode(Refer to the section 7.1. Operation mode).◆Single click modeWhen press the start switch, the motor start winding, and when you releasethe start switch, the motor stop winding immediately.◆Double click modeWhen press the start switch, the motor start winding, and if you want to pause the motor, you have to release the start switch then press it again.5.4. Running mode◆Continual modeBefore it begins winding, if『SHIFT』of the step set as 999.99, then the starting position, the width , the wire-guiding direction and the winding direction won't be re-read. The values are not changed, that is the wire guiding will continue guiding wires on the same position. The width and left-right margins are the same as the ones of the previous section. Both the wire-guiding and winding directions are not changed either. This mode especially suits to winding which have the multiple drawing tops in the same sets of coils.◆Edges slow modeThe winding speed will slow down before the guiding traverse reach to the two edges of the width (work with『E.SLOW』turns). After the guiding traverseCNC-220S USER MANUAL VER. Page 8 of 18迈维自動化有限公司maiwei AUTOMATION CO.,LTD.veered, then restore to hi-speed winding. (Refer to the section 7.1. edge slow mode).◆Automatically circularly modeIf key set to on, it means Automatically circularly mode, in this modewhen finish a step of winding it will automatically get into next step and start winding without press key (work with and keys).5.5. How to Correct setting turns◆Preset methodSet the 『E.SLOW』to zero first and then set the 『TURNS』to the desired number. Set proper parameters according to copper wire, bobbin, tension, etc, then press to start winding. When finished, obtain the actual number ofturns and calculate the number of overshot turns. Go into programming modeand subtract the number of the overshot turns from the 『TURNS』to obtainthe required setting.This method has a higher throughput, however, the resulting stopping location may not be precise.◆High-Low speed methodThis method uses a combination of 『H.S.』/『L.S』and 『E.SLOW』to achieve the desired number of turns.The『L.S.』should not be too high. The number of 『E.SLOW』turns must be adequate to allow the spindle shaft to slow down to low speed before reachingthe total number of turns. This can result in precise stopping location.◆Double-brake methodAs the winding turns of the winding shaft reach the numbers of the『E.SLOW』, brake for a short period first. After the winding shaft stops, continue winding atlow speed. Therefore the numbers of the slow speed may be reduced and the efficiency of winding may be increased, (Refer to the section 7.1. braking mode).6. WINDING EXECUTION6.1. To start windingAfter set up all data items, press key,the winding process begins in accordance with the set-up content. Press key to pause winding. During winding, press the key, the winding speed can be switch between highspeed and low speed.The following key functions are available during PAUSE mode::Give up the numbers of the winding turns and regress one step.:Finish current step and proceed to next step.CNC-220S USER MANUAL VER. Page 9 of 18迈维自動化有限公司maiwei AUTOMATION CO.,LTD.Continue winding.: Give u p winding and go back to the”READY ”mode.6.2. Change the display modeDuring winding or during PAUSE mode, press key, the“Documents displayer ” can be change the display mode between turns or guiding traverse position.6.3. Winding speed (RPM) displayPress ing key will cause the”QTY displayer ” to display the spindleshaft “RPM ” without interrupting the counting. Pressing again will change the“QTY displayer ” back to displaying the piece count.6.4. Piece counter managementUpon turning on the “POWER ”, “QTY displayer ” will showsthe number of piece produced. During wining, each time the CONTROLLERgoes from the “Stert step ” to the “End step ”, the piece counter willautomatically increase by one.◆ Preset piece counterIn “ready ” mode, press key once and key in desired values followedby the key. When the “QTY displayer ”reaches the preset value, theFINISH led will lit. [Setting range 0~99999].◆ Decrease piece counterDuring “READY ”or PAUSE mode, press the key and hold down for twoseconds the piece counter will decrease by one.◆ Reset piece counterIn any time holding down key for two seconds, it will set the piececounter to zero.7. CONFIGURATION SETTINGCNC-220s is a multi-purpose design, to meet various requirements;additional settings are configured to provide flexibility for additionalapplications.In the “READY ” mode, press the following keys combination as section[7.1.~7.8], the “Documents displayer ” will show corresponding setting value. If no change is necessary, press the key get back to “READY ” mode. Orpress key to get into change mode, then the parameter can be changed bypressing the numerical key followed by the key. 7.1. Winding mode selection 『EDIT 』 『DATA SEL 』In this function the STEP display and the DATA display will shows eight digits, representing eight winding mode selections respectively.Press numerical keys as below to set each digit.CNC-220S USER MANUAL VER. Page 10 of 18邁維自動化有限公司maiwei AUTOMATION CO.,LTD.7 6 5 4 3 2 1 :The guiding traverse moving speed.0 represents high speed ; 1 represents low speed.2 Moving increment :The travel increment of the guiding traverse.1 represent 0.01mm (4 mm per revolution).2 represent 0.02mm (8 mm per revolution).3 represent 0.01mm (5mm per revolution).4 represent 0.04mm(16 mm per revolution. 3Counting mode :Select the counting mode of the winding spindle shaft. 0 represents with zero point and using absolute counting mode.1 represents without zero point and using relative counting mode. 4Edge slow :Slow down the winding speed before the guiding traverse reach to the two edges of the width.0 represents not slow down ; 1 represents to slow down. 5Braking mode :Select the braking mode of the winding spindle. 0 represents single brake mode ; 1 represents double brake mode. 6Counting unit :Select 0.1 or 1 turns as your count unit. 0 represents 0.1(0.0 to 9999.9 turns); 1 represents 1(0 to 99999 turns). Guiding traverse unit :Select the basic unit of guiding traverse.0 represents mm; 1 represents inch (must using lead screw in imperial). Operation mode :Select operation mode for the START switch.0 represents Single click mode ; 1 represents Double click mode.The key on the front panel always as the Double click mode.7.2. Password 『EDIT 』 『DATA SEL 』 2This password is used to protect the setting data in memory. After you set this password, you cannot change any winding parameter and configuration data in normal sequence. You have to key in four numbers of password before press the ,『ENT 』『START STEP 』,『END STEP 』,『QTY SET 』 keys. If the password has been passed once, youcan change any data in normal sequence until you turn off the power or press key. You must to remember the password or you cannot change any data.[Setting range 0000~9999]. Set 0000 means no password.7.3. Travel limit 『EDIT 』 『DATA SEL 』 3Set the maximum travel distance of guiding traverse. During winding when the guiding traverse reaches this position, the motor stop winding immediately,and the “Documents displayer ” shows error massage, then “RESET ” and goback to the“READY ” mode. [Setting range 000.00~999.99]. 999.99 Means no limit. 7.4. Fixed location 『EDIT 』 『DATA SEL 』 4To set how often, must be correct the guiding traverse location. Each time when finish this number of product pieces, the guiding traverse will moves to the home position to correct the location before moving to starting position. [Setting range 00~ 99]. Set 00 means not to do this function.7.5. Limited winding speed 『EDIT 』 『DATA SEL 』 5 This value is to limited winding speed and make sure the winding spindle shaft and guiding traverse are in synchronization. The controller uses this value to calculate with wire PITCH of current step, and then to limited maximum winding speed of current step.[Setting range 0~ 99999]. Set 0 means no limit speed.7.6. Brake holding time 『EDIT 』 『DATA SEL 』 6 To set the hold times for brake. [Setting range 0.1~9.9 sec].7.7. Acceleration times 『EDIT 』 『DATA SEL 』00 means shortest acceleration times ;99 means longest acceleration times. 7.8. Deceleration times 『EDIT 』 『00 means shortest deceleration times ;99 means longest deceleration times.8. INSTALLATION AND WIRING◆The controllers should be operated in an environment that is protected from moisture, corrosive gases, or liquid, and free from airborne dust, metallic particles, and magnetic noise.◆Do not block the intake/exhaust ports of the controller. Otherwise, a fault may occur.◆Make sure that the power source supplies the correct voltage and is capable of supplying the required current to the controllers.◆Do not connect or disconnect wires and connectors while power is applied to the controller.Make sure the machine and controllers are properly grounded. Make sure that the leads and connectors are connected correctly.◆Normally operate under 10℃ ~ 40℃ environment ; over 40℃ should perform under good ventilation, avoid heating.8.2. Wiring diagram for CN3~CN6FOOT SWITCH Operate Switches Home Sensor Turn Counter AUX I/O邁維自動化有限公司maiwei AUTOMATION CO.,LTD.8.3. Wiring diagram for CNC-220SAC Input DC90-180V/90-400W DC24V 12W 2Phase 6V 2ADC MOTOR BRAKE STEP MOTOR Drive STEP Motor in directlyAC Input Motor Driver DC24V 12W 2Phase 6V 2ABRAKE STEP MOTOR External connect STEP Motor driver邁維自動化有限公司maiwei AUTOMATION CO.,LTD.AC Input Motor Driver DC24V 12W Step Motor DriverBRAKE9. ADJUSTMENT9.1. Adjustments for CNC-220SACC: Acceleration timesRotate ACC to set the accelerate times for the winding spindleCL:Output current limit.1. Connect a DC Amperes meter between terminal and DC motor as below.2. In ready mode press to make the DC motor starting rotate andthen press to holding the winding spindle.3. Rotate CL to set limited current, show on Amperes meter.( 2A for 180v DC motor、4A for 90v DC motor).(The CL have been set by factory before delivery. Only adjust it when change DC motor and replace 220-DVR driver board.)IR:Torque compensation.1. Set the winding parameter “H.S”、”L.S”. in 20, then press to change the DISPLAY shows RPM. Then press key to start winding.2. Rotate IR potentiometer to make it in same speed during the winding spindle shaft in full-load and unload. Then press key to stop winding.MAX:Maximum winding speed.3. Set the winding parameter“H.S”、”L.S”. in 99, and press key to change the DISPLAY shows RPM. Then press key to start winding.4. Rotate MAX potentiometer to make the winding speed (RPM) as you wantThen press key to stop winding.CNC-220S CNC-220S EXD9.2. Adjustments for CNC-220S EXDSpeed Mode selectionTo select the speed signal output mode for winding driver.Selected by JP1.1. Vout mode:Represents the speed signal with DC 0~10v output.2. H/L mode:Represents the speed signal with HI/LOW lever output.Hi speed with HI lever, low speed with LOW lever.Vout adjust1. Set the winding parameter “H.S”、”L.S”.in 99, and press“MAX” key to change the DISPLAY shows RPM. Then press key to start winding.2. Rotate Vout potentiometer to make the winding speed (RPM) as you want.Then press key to stop winding.3. This function only worked in Vout mode.110.MAITAIN AND TROUBLESHOOTING110.1. Periodically maintain◆Please periodically clean up the controller inner accumulate dust and dopants.◆Please periodically check the wire connection between controller and machine if have loose or bad contact.◆The following parts must be maintained or changed periodically as listbelow. If any part is found faulty, it must be changed immediately evenwhen it has not yet reached the end of its life, which depends on theoperating method and environmental condition.◆For parts replacement, please contact your sales representative.10.2. Error messageWhen a fault occurs during operation, the DATA DISPLAY shows errormassage, stop wi nding and then “RESET”go back to the “READY” mode.Err-0:The parameters or data in memory are fault.Err-1:The『SHIFT』value sets exceed the Travel Limit.Err-2:During winding, the guiding traverse to exceed the Travel Limit.Err-3:During winding, the guiding traverses reach to the Home sensor.10.3. To abort seeks the original positionAt boot and reset procedures, if because of unknown reason howeverengender the winding shaft and guiding traverse can't find out the originalposition and make the controller can't get into ready mode, can press keyto abort seeks the original position, make controller get into ready mode.10.4. TroubleshootingThis section provides information to guide the user in understanding differentfault condition and their general troubleshooting procedures, and with their possible solutions.◆Do not connect or disconnect wires and connectors while power is appliedto the controller.◆Make sure that the leads and connectors are connected correctly, beforedoing the troubleshooting procedures.◆Do not remove welded parts on the PC board without appropriate tools.CNC-220S USER MANUAL VER. Page 17 of 18邁維自動化有限公司maiwei AUTOMATION CO.,LTD.CNC-220S USER MANUAL VER. Page 18 o18邁維自動化有限公司maiwei AUTOMATION CO.,LTD.。
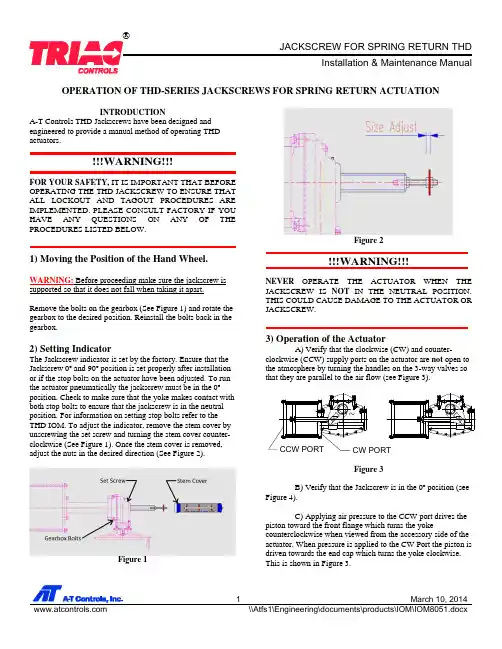
Installation & Maintenance ManualOPERATION OF THD-SERIES JACKSCREWS FOR SPRING RETURN ACTUATIONINTRODUCTIONA-T Controls THD Jackscrews have been designed and engineered to provide a manual method of operating THD actuators.FOR YOUR SAFETY, IT IS IMPORTANT THAT BEFORE OPERATING THE THD JACKSCREW TO ENSURE THAT ALL LOCKOUT AND TAGOUT PROCEDURES ARE IMPLEMENTED. PLEASE CONSULT FACTORY IF YOU HAVE ANY QUESTIONS ON ANY OF THE PROCEDURES LISTED BELOW.1) Moving the Position of the Hand Wheel.WARNING: Before proceeding make sure the jackscrew is supported so that it does not fall when taking it apart.Remove the bolts on the gearbox (See Figure 1) and rotate the gearbox to the desired position. Reinstall the bolts back in the gearbox.2) Setting IndicatorThe Jackscrew indicator is set by the factory. Ensure that the Jackscrew 0º and 90º position is set properly after installation or if the stop bolts on the actuator have been adjusted. To run the actuator pneumatically the jackscrew must be in the 0º position. Check to make sure that the yoke makes contact with both stop bolts to ensure that the jackscrew is in the neutral position. For information on setting stop bolts refer to the THD IOM. To adjust the indicator, remove the stem cover by unscrewing the set screw and turning the stem cover counter-clockwise (See Figure 1). Once the stem cover is removed, adjust the nuts in the desired direction (See Figure 2).Figure 1Figure 2NEVER OPERATE THE ACTUATOR WHEN THE JACKSCREW IS NOT IN THE NEUTRAL POSITION. THIS COULD CAUSE DAMAGE TO THE ACTUATOR OR JACKSCREW.3) Operation of the Actuator A) Verify that the clockwise (CW) and counter-clockwise (CCW) supply ports on the actuator are not open to the atmosphere by turning the handles on the 3-way valves so that they are parallel to the air flow (see Figure 3).Figure 3B) Verify that the Jackscrew is in the 0º position (seeFigure 4).C) Applying air pressure to the CCW port drives the piston toward the front flange which turns the yokecounterclockwise when viewed from the accessory side of the actuator. When pressure is applied to the CW Port the piston is driven towards the end cap which turns the yoke clockwise. This is shown in Figure 3.Installation & Maintenance Manual4) Operation of JackscrewA) Verify that the clockwise and counter-clockwise supply ports on the actuator are open to the atmosphere by turning the handles on the 3-way valves so that they are perpendicular to the air flow (see Figure 3).B) To turn the valve in the clockwise direction, turn the hand wheel in the clockwise direction. To turn the valve in the counter-clockwise direction, turn the hand wheel counter-clockwise.C) Be sure before going back to pneumatic operation that the Jackscrew is set in the 0º position and both block and bleed valves are not open to the atmosphere.A-T Controls product, when properly selected, is designed to perform its intended function safely during its useful life. However, the purchaser or user of A-T Controls products should be aware that A-T Controls products might be used in numerous applications under a wide variety of industrial service conditions. Although A-T Controls can provide general guidelines, it cannot provide specific data and warnings for all possible applications. The purchaser / user must therefore assume the ultimate responsibility for the proper sizing and selection, installation, operation, and maintenance of A-T Controls products. The user should read and understand the installation operation maintenance (IOM) instructions included with the product, and train its employees and contractors in the safe use of A-T Controls products in connection with the specific application.While the information and specifications contained in this literature are believed to be accurate, they are supplied for informative purposes only. Because A-T Controls is continually improving and upgrading its product design, the specifications, dimensions and information contained in this literature are subject to change without notice. Should any question arise concerning these specifications, the purchaser/user should contact A-T Controls.For product specifications go to /A-T Controls, Inc. • 9955 International Boulevard, Cincinnati, OH 45246 • Phone: (513) 530-5175 • Fax: (513) 247-5462 • 。
A Brief Duplicator User's GuideA.NORMAL COPY1.please sturn on the power and press the 5th key once------remote copy2.press the 1st key once----------input 1 key3.begin to input the client's 1st key(press the key until the frequency displayed )------- ISN data4.press the 5th key once-------input 1 key again5.input the client's1st key again--------ISN data6.press the 5th key once------input 2 key7.input the client's 2nd key------ISN data8.press the 5th key once--------input 3 key9.input the client's 3rd key------ISN data10.The rest deduced ,having finished the inputingprocess,press the 5th key twicees -----use NO.''x'' remote11.having inserted No.''x'' remote,press the 5th key twice------write ok12.pull out the remote,press the duplicator 4th key---------FREQ MHz13.put the copied remote on the duplicator,press any key once-----appearing frequency14.put the new remote on the duplicator,use ceramic aligner tool to turn round white capacitance until the digtal reach the copied remote15.having finished the adjustment,press the 1st and 2rd once at the same time . the light flash once,then press any key ,the light -light-,overB.SINGKEY COPY1.turn on the power,press the 5th key twice-----normal copy2.press the 3rd once-------singkey copy3.press the 5th once------input 1 key4.input the 1st key once------input 1key 0035.input the 1st key the 2nd time ------input 1key 0136.input the 1st key the 3rd time-------input 1key 0237.go on inputing until--------input 2key 0138.input the 2nd key once-----input 2key 0239.all key inputted,press the duplicator 5th key twice-----use No.''x''remot e10.the other steps like the ''normal copy''C.Reread/recopy(SCP)this function is used to recopy the having copied remote1.turn on the power ,press the 5th key once ------remote copy2.press the 2nd key once------inline remote3.insert the client's having copied remote,press the 5th key once-----write to remot4.pull out the client's remote, press the 5th key once------input NO.''X'' remote5.insert the new blank No''x'' remote,press the 5th key twice-----write ok6.pull out the new remote,begin to adjust the frequency,like the ''normal copy''7.press the 1st and 2nd key of the new remote at the same time ,then press any key the light light,ok ,over.D.No.3 remote copy(rolling code series)1.turn on the power,input all key of the client's remote,like the ''normal copy''2.Notice : some of the client's remotes are two key,even one key,you must input five key(any key is ok)3.after you finish inputing, press the 5th key twice ,the duplicator begin to scan,if the decode scaning is succcessful,---------completely copy;if failed ,the scaning can't be stopped ,or the duplicator displayes--------input 1key4.if display(completely copy),press the 5th key twice-----input No.3 remote5.insert the new blank remote(No.3),press the 4th key(+1),then press the 5th key ------write ok6.pull out the new copiedremote,begin to adjust the frequency,like the ''normal copy''7.if the new coplied remote is 5 keyes,please press it's 5th key;if theremote 5 keyes,press the 1st and 2nd key once at the same time,then press any key ,the light lights. endNotice:Please intercopy with the client's old remote ,or it can't be usedOther question please visit 。
(全面版)操作说明样本英文版Comprehensive Operating Instructions Sample1. IntroductionThis document serves as a comprehensive guide on how to operate a specific system. It includes detailed steps and instructions to ensure smooth functioning.2. Starting the SystemTo start the system, press the power button located on the front panel. Wait for the system to boot up completely before proceeding to the next step.3. Logging InEnter your username and password in the designated fields. Make sure to use the correct credentials to access the system successfully.4. Main MenuOnce logged in, you will be directed to the main menu. Here, you can navigate through different options using the arrow keys and enter key on the keyboard.5. Selecting an OptionTo select a specific option, highlight it using the arrow keys and press the enter key. This will take you to the corresponding submenu or action.6. Performing ActionsFollow the on-screen instructions to perform various actions within the system. Use the designated keys or buttons to input data or make selections.7. Saving ChangesAfter making any changes or updates, remember to save your work. Look for the save option in the menu and confirm your decision to save the changes.8. Exiting the SystemWhen you are done using the system, navigate to the exit option in the menu. Confirm your decision to exit and log out of the system to ensure security.9. TroubleshootingIf you encounter any issues while operating the system, refer to the troubleshooting section in the user manual. Follow the recommended steps to resolve common problems.10. Additional FeaturesExplore the system to discover additional features and functionalities that can enhance your user experience. Experiment with different options to maximize the system's capabilities.11. ConclusionThis operating instructions sample provides a comprehensive overview of how to operate the system effectively. Refer to this document whenever you need guidance on using the system.。
操作指南英文版Here is a 1000-word essay on the topic "Operating Manual (English Version)":Operating a complex machine or device can be a daunting task for many people unfamiliar with its inner workings and proper procedures. This is where a well-crafted operating manual becomes essential to ensure the safe and efficient use of the product. An operating manual serves as a comprehensive guide that provides step-by-step instructions, explanations of features and functions, and troubleshooting tips to assist users in getting the most out of their equipment.At the heart of a successful operating manual is clear and concise communication. The language used should be easy to understand, avoiding overly technical jargon that may confuse or intimidate the reader. The instructions should be presented in a logical and sequential manner, walking the user through the necessary steps to perform various operations. This includes detailed illustrations or diagrams to complement the written explanations, making it easier for the reader to visualize and follow along.One of the primary objectives of an operating manual is to ensure the safety of the user. By outlining the proper safety precautions and guidelines, the manual can help prevent accidents or injuries that may arise from improper use of the equipment. This includes highlighting any potential hazards, such as moving parts, electrical components, or high-temperature surfaces, and providing clear instructions on how to handle or interact with these elements safely.In addition to safety considerations, an effective operating manual should also address the maintenance and care of the device. Clearly explaining the recommended cleaning procedures, lubrication schedules, and replacement of consumable parts can help prolong the lifespan of the equipment and ensure its optimal performance over time. By empowering users with the knowledge to maintain their devices, the manual can contribute to a positive user experience and foster a sense of ownership and responsibility.Another crucial aspect of an operating manual is the troubleshooting section. This area should provide guidance on how to identify and resolve common issues that may arise during the use of the equipment. By offering step-by-step troubleshooting steps, accompanied by diagnostic information and potential solutions, the manual can help users address problems quickly and effectively, reducing downtime and frustration.The organization and layout of an operating manual are also important factors in its overall effectiveness. A well-structured manual should have a clear table of contents, allowing users to quickly navigate to the relevant sections they need. Additionally, the use of headings, subheadings, and bullet points can improve the readability and make the information more accessible to the reader.Furthermore, the operating manual should be designed with the user's needs in mind. This may involve considering factors such as the target audience's literacy level, preferred learning style, and cultural or linguistic differences. By tailoring the content and presentation to the specific needs of the users, the manual can enhance its overall effectiveness and improve the user's experience with the product.In conclusion, a comprehensive and well-written operating manual is an essential component of any complex machine or device. By providing clear and concise instructions, addressing safety concerns, offering maintenance guidance, and incorporating troubleshooting support, the manual can empower users to operate their equipment with confidence and efficiency. Ultimately, a well-designed operating manual can contribute to the overall success and satisfaction of the product, making it a valuable investment for both the manufacturer and the end-user.。
操作指导手册英文An operations manual is a comprehensive document that provides all the details necessary to perform specific operations or activities within an organization. It is a reference tool that outlines the processes and procedures to be followed to ensure consistency, quality, and efficiency in the execution of various tasks. The operations manual serves as a valuable resource for employees, helping them understand their roles, responsibilities, and the steps required to complete their work effectively.The primary purpose of an operations manual is to establish a standardized approach to carrying out organizational activities. It documents the best practices, guidelines, and protocols that have been developed and refined over time to optimize performance and minimize errors or inconsistencies. By having a centralized repository of this information, the manual ensures that all employees, regardless of their level of experience or position within the company, can access the necessary instructions and guidance to perform their duties.One of the key benefits of an operations manual is its ability to promote consistency across the organization. When all employees follow the same set of procedures, it helps to maintain a high level of quality and reliability in the organization's outputs. This consistency is particularly important in industries where compliance with regulations or standards is crucial, such as healthcare, finance, or manufacturing. The operations manual serves as a tool to ensure that all processes are executed in accordance with the established policies and guidelines, reducing the risk of non-compliance or errors.Moreover, an operations manual can be an invaluable resource for training and onboarding new employees. By providing a comprehensive overview of the organization's operations, the manual can help new hires quickly understand their roles and responsibilities, and how their work fits into the larger organizational context. This can significantly reduce the time and resources required to get new employees up to speed, as they can refer to the manual for guidance and reference as they become acclimated to their new environment.In addition to promoting consistency and facilitating training, an operations manual can also contribute to the overall efficiency of an organization. By documenting the step-by-step procedures for completing various tasks, the manual can help employees work more efficiently and effectively, reducing the likelihood of mistakes orunnecessary duplication of effort. This can lead to cost savings, improved productivity, and a more streamlined workflow.The content and structure of an operations manual can vary depending on the size, industry, and specific needs of the organization. However, there are typically several key components that are common to most operations manuals:1. Introduction: This section provides an overview of the purpose and scope of the operations manual, as well as any relevant background information about the organization or the specific operations being covered.2. Organizational Structure and Roles: This section outlines the organizational hierarchy, the roles and responsibilities of each department or team, and the lines of reporting and communication within the organization.3. Policies and Procedures: This is the most extensive section of the manual, detailing the step-by-step processes and procedures for carrying out various operational tasks. This may include information on procurement, inventory management, customer service, human resources, and any other relevant operational functions.4. Quality Control and Assurance: This section outlines theorganization's quality control measures, including any inspection or testing protocols, as well as the procedures for addressing and resolving any quality-related issues or non-conformances.5. Emergency and Contingency Plans: This section provides guidance on how to respond to unexpected events or emergencies, such as natural disasters, equipment failures, or security breaches, to ensure the continuity of operations.6. Appendices and Reference Materials: This section may include additional resources, such as forms, templates, checklists, or contact information, that employees can refer to as needed.Developing and maintaining an effective operations manual requires a collaborative effort across the organization. It is essential to involve key stakeholders, such as subject matter experts, department heads, and frontline employees, to ensure that the manual accurately reflects the organization's current practices and addresses the needs of all users. Regular reviews and updates are also crucial to keep the manual current and relevant as the organization evolves and adapts to changing circumstances.In conclusion, an operations manual is a critical tool for organizations of all sizes and industries. By providing a comprehensive and standardized guide to operational processes and procedures, themanual can help to promote consistency, efficiency, and quality in the execution of various tasks. Whether for training new employees, ensuring compliance with regulations, or optimizing workflow, the operations manual is an invaluable resource that can contribute to the overall success and resilience of an organization.。
CONTROL4® CORE LITEHUB & CONTROLLER FOR THE SINGLE ROOM BUNDLEThe Single Room Bundle with CORE lite + Halo is a complete entry-point solution that will provide customers with the full Control4 Experience. CORE lite is the foundation for the Bundle, providing universal control, intelligent automation experiences, high-resolution audio streaming, an HD OnScreen menu, and cloud-services. The Halo Remote provides a premium universal user experience for the Bundle. The elegant handset boasts an intuitive interface with a complete set of backlit buttons, and control for the CORE lite’s OnScreen Menu. Plus, it’s dynamic Voice button integrates with popular voice assistants and can replace the voice remotes for customer's media devices.The CORE lite Controller is designed to fit discreetly behind any television or in an entertainment center. Connect and control devices or orchestrate personalized automations by infrared (IR) or serial (RS-232) connections, through the network with IP control, or wirelessly through Zigbee. CORE lite’s HDMI output delivers an intuitive and responsive HD OnScreen user interface, while also enabling a single zone of audio that is powered by Ryff. Customers can add functionality and integrate additional components into the system including their smart devices, lighting, shades, security systems, sensors, and more!OvrC Pro and Cloud connectivity are at the center of CORE lite’s powerful control architecture. With OvrC Pro built-in, CORE lite is the hub for network monitoring and management, giving you access to the entire network of IP devices -- including third-party products -- for remote connections, device and network configurations, and more! With enrollment in Control4 cloud-services, customers can enable remote access to their system through the Control4 app, providing device and media control, notifications and alerts, Intercom Anywhere capability, voice control through Alexa or Google Voice, and much more.• Dual-core processor allows CORE lite to run OS 3 efficiently, with power to spare for future features and capabilities • Ryff high-resolution audio server built-in, with native support for up to 12 popular streaming services including Qobuz, TIDAL, Pandora, Spotify, SiriusXM, SOUNDMACHINE, TuneIn, and more • 3.5mm ports provide up to 3x IR and up to 1x serial outputs for device control• Elegant HD OnScreen interactive menu for easy access to entertainment sources, device control, scene selection, comfort settings, surveillance monitoring, and more • Fan-less design features a heat-sink chassis and integrated power supply for a simple, silent, and reliable installation • Elegant, low-profile design for flexible, simple installation inside a standard wall box, or secured to the back of a TV • USB port enables use of a WI-FI dongle, or connection to external hard drives for easy access to music content • Controller registration by the customer enables access and control from multiple mobile devices through the Control4 App for Android and iOS – including Apple Watch – while connected to the local network • Communication server built-in for audio/video intercom between Control4 touchscreens, Chime Video Door Bells and door stationsC4-CORE-LITE-BLCONTROL4® CORE LITE HUB & CONTROLLER Copyright ©2022, Snap One, LLC. All rights reserved. Snap One and its respective logos are registered trademarks ortrademarks of Snap One, LLC (formerly known as Wirepath Home Systems, LLC), in the United States and/or other countries. Control4, SnapAV, Wirepath, and Wirepath ONE are also registered trademarks or trademarks of Snap One, LLC. Other names and brands may be claimed as the property of their respective owners. Snap One makes no claim that the information contained herein covers all installation scenarios and contingencies, or product use risks. Information within this specification subject to change without notice.04/25/2023 BRControl4 app Supports up to 50 iOS and Android devicesOvrC Hub Built-in OvrC Pro functionalityMusic Services Amazon Music, Deezer, iHeartRadio, Napster, Pandora, Qobuz,, SiriusXM, SOUNDMACHINE, Spotify, TIDAL, TuneIn Recommended Install Size20 Devices/2 RoomsVideo Out 1 video out—HDMIVideo Playback HDMI 2.0a output; 1080p @ 60Hz, HDCP 2.2 and HDCP 1.4 Audio Out 1 audio out - HDMIAudio Playback AAC, AIFF, ALAC, FLAC, M4A, MP2, MP3, MP4/M4A, Ogg Vorbis,PCM, WAV, WMAAudio Resolution Up to 192 kHz / 24 bitEthernet10/100/1000BaseT compatible (required for controller setup)1 Ethernet in portWiFi Accessory only via USBWiFi Security WPA/WPA2WiFi Antena Accessory only via USBZigbee Pro802.15.4Zigbee Antenna Internal antennaZwave NoneZwave Antenna NoneUSB Port 1 USB 2.0 port - 500mAIR out 3 IR out - 5V 27mA max outputIR capture 1 IR receiver - front; 20-60kHzSerial out 1 RS 232 out via 3.5mm shared with IR 1Requirements100-240VAC, 60/50HzConsumption Max: 18W, 61 BTUs/hour Idle: 12W, 41 BTUs/hourOperating temperature32–104 F (0–40 C)Storage temperature4–158 F (-20–70 C)Fan dB level No fanDimensions 1.18" (30.1mm) x 7.71" (196.8mm) x 4.96" (126mm)Weight 2.25 lbs (1.02 kg)Front Panel LEDs Status LEDs (left to right): music streaming, warning, link, power ID Button Includes LED that mimics the power LED on the front panel CPU i.MX8Mi - Dual CoreRAM2GB MinimumFlash Disk16GB eMMCSecurity Secure BootOSD QT OSDIncluded in box Controller, AC power cord, IR emitter (2), rubber feet (2 pre-installed), Halo Remote (C4-HALO-BL)3.5mm to DB9 Serial C4-CBL3.5-DB94Sight Subscription (1 Year)C4-4Sight-EFor product photos, documentation, and installation instructions, visit ctrl4.co/controllers ONLINE PORTAL—CONTROLLERSctrl4.co/controllers Control4 Controller Selection Guide:ctrl4.co/controller-compareOvrC Pro Application Release Notes: control4. com/docs/product/ovrc-software/release-notes/ english/latestOvrC Pro Hub Firmware Release Notes:/docs/ product/ovrc-hardware/ release-notes/english/ latestDownloads。
Control-M使用手册中亦安图科技发展(北京)有限公司二零一二年十二月1体系结构1.1架构说明CONTROL-M生产管理建立在一个三层结构基础上,它包括CONTROL-M/Enterprise Manager,CONTROL-M/Server和CONTROL-M/Agents三个组件。
➢CONTROL-M/Enterprise Manager(以下简称:CONTROL-M /EM)提供一个统一的,适用于所有平台的GUI界面。
它拥有自己的独立的数据库,通过Gateway与Control-M/Server进行连接,管理与控制所有的Control-M/Server与Control-M/Agent。
➢Control-M的服务器(Server)Control-M 处理的核心,它是调度作业、管理作业处理流程、提供作业流状态信息的引擎。
保存所有作业的定义及其调度规则。
同一架构体系中Control-M/Server可以有多个(青岛银行目前只有一个)。
➢Control-M/Agent负责在应用服务器上执行具体的作业,如批量调度,文件传输等等。
Control-M/Agent可安装在各种操作系统上,并提供如AFT(文件传输),DATABASES(数据库存储过程),SAP(SAP软件相关)等功能模块方便不同的应用进行作业执行。
注:另外在CONTROL-M/Server和CONTROL-M/EM Server支持高可用,保障整个系统的不受故障影响。
作业生命周期:1.作业在Control-M/EM提供的GUI界面中进行定义。
2.作业提交到Control-M/Server进行调度。
3.Control-M/Server将作业提交到所需执行的Control-M/Agent进行执行。
4.Control-M/Agent将作业执行信息返回到Control-M/Server。
5.Control-M/Server将作业信息同步到Control-M/EM供GUI界面进行展示。
C o n t r o l-M简明操作手册work Information Technology Company.2020YEARControl-M简明操作手册本手册仅列出一些重要的操作方法,因时间关系,次要的不在此列出,请参考Control-M用户手册。
1.调度的启停1.1Control-M/EM启停用ctem用户登录EM服务器,键入root_menu命令,看到以下菜单:选择其中的“1 - Activation Menu”,进入子菜单:即可根据情况启动或停止相应的服务。
同时,这个菜单下还可进行EM各服务运行的检查。
1.2Control-M/Server启停用ctm用户登录Control-M/Server服务器,键入ctm_menu命令,看到以下菜单:选择其中的“1 - CONTROL-M Manager”,进入子菜单:根据情况启动或停止相应的服务。
同时,这个菜单下还可进行Server运行的检查。
1.3Control-M/Agent启停启动Control-M/Agent:用root用户登录Agent节点,进入Agent安装目录下的ctm/scripts子目录(如果Server和Agent安装在同一节点上则进入ctm_agent/ctm/scripts目录,下同),并执行start-ag –u ctm。
使用root用户启停Agent的原因是只有root才能调用任何一个用户的任何命令。
停止Control-M/Agent:用root用户登录Agent节点,进入Agent安装目录下的ctm/scripts子目录,并执行shut-ag –u ctm。
2.参数配置Control-M/EM的参数已在安装过程中设置完毕。
2.1Control-M/Server参数设置用ctm用户登录Control-M/Server服务器,键入ctm_menu命令,可见以下菜单:1)选择主菜单中的“6 – Parameter Customization”可查看或设置包括各通讯端口在内的重要参数:进一步选择1 - Basic Communication and Operational Parameters可以查看或设置“Agent to Server Port”和“Configuration agent Port”等参数,前者在Agent的连接设置中需要使用,后者在用客户端的CONTROL-M Configuraton Manager设置Gateway时需指定。
Sofa Control操作手册(中英文)沙发控制手册“目录表∙简介∙保持动作∙菜单按钮∙全局菜单∙多点击∙脚本切换∙文件选择∙虚拟鼠标∙首选项∙脚本简介沙发控制是一种软件,使您可以与苹果远程控制或FrontRow Keyspan产品射频远程控制的其他应用程序。
遥控器提供了6个单独的按钮。
有了这六个按钮,你可以翻阅您的幻灯片,文档,浏览网页或快进看电影时。
为了实现这个沙发控制图对遥控器上的按钮的应用程序的功能。
有个别为每个受支持的的应用程序映射。
沙发控制的自我介绍。
启动后,它会呈现出短期和易于遵循的教程。
所有你需要的是远程控制。
如果你想获得一个快速启动,你应该给本教程的一个尝试。
您可以打开在任何时候从沙发控制的帮助菜单的教程。
保持动作您的远程控制所有的6个按钮的区分单一短按按钮,并按住一个按钮。
当您按住一个按钮,可以触发不同的动作,这样做。
例如VLC播放器,按下按钮上的“前进/右”切换到播放列表中的下一部电影看电影时,同时按住触发快速您正在观看的影片。
持有触发的动作取决于你使用的应用程序。
持有“播放”按钮的情况下,我们尽量保留了各地不同的应用程序的共同行动。
因此,举行演讲(主题演讲,PowerPoint等)正在使用的应用程序的“播放”按钮,将激活演示鼠标。
对于提供全屏视图,如iTunes,Quicktime播放器,VLC等,的应用程序,持有“播放”按钮,切换全屏视图。
菜单按钮CustomMenus thumbThe按钮遥控器上的“菜单”,在沙发控制的特殊含义。
并非所有应用程序的有用的功能,可以在遥控器上的六个按钮映射。
对于这些情况,并提供更先进的功能,提供应用程序特定的菜单。
按下“菜单”按钮,弹出该应用程序特定的菜单。
你可以从菜单触发的行动,取决于当前活动的应用程序。
全局菜单想改变系统音量或通过使用Exposé应用程序切换的行为不属于应用程序。
这些行动是对所有应用程序有用。
这些系统的水平,全球行动。
因此,这些行动是在全局菜单访问。
您激活全局菜单,按住菜单按钮2秒。
您可以定义要在沙发控制的喜好全球菜单操作。
多点击对于某些应用,六个按钮的限制是麻烦。
应用程序特定的菜单提供了更多的行动,但这些都需要至少两个以上的点击访问。
多的点击动作映射到多的点击事件的行动。
就像你双击你的鼠标左按钮,你也可以双击按下遥控器上的按钮。
双按,然后触发一个应用程序的功能。
多的点击次数是一项高级功能。
习惯它,所有的多单击“操作”也能够在应用程序特定的菜单激活。
多点击映射右侧菜单中的条目的可视化,就像你知道它从标准菜单。
见样本视图右侧截图。
脚本切换当您控制沙发控制你的Mac,您可能需要应用程序之间切换。
从全局菜单,可以激活和使用暴露在应用程序之间切换。
但会使您不幸的是,无法启动应用程序。
ScriptSwitcher thumbWith的脚本切换,您可以通过浏览可用的应用程序来激活并启动它们。
脚本切换器的设计类似于Mac OS X的应用程序切换,您访问的命令Tab快捷键。
要打开的脚本切换,打开全局菜单,按“菜单”按钮两秒钟。
选择的项目“选择脚本”打开脚本切换。
长按遥控器上的向左或向右按钮来浏览应用程序列表。
按加号按钮移动到列表的第一项,而负选择列表中的最后一个项目。
文件选择FileChooser thumbSofa控制提供了一个文件选择打开文件,电影,在您最喜爱的的应用程序,通过使用遥控器。
文件选择器可以通过特定的应用程序菜单访问。
每次打开一个文件,使用文件选择,沙发控制会记住你的决定。
下一次,你要打开该应用程序的一个文件,沙发控制自动带你到最近的地方,你选择了一个文件的地方。
沙发控制每个应用程序,找出哪些文件类型支持交互。
文件选择过滤掉这些文件不是由应用程序使用。
如果应用程序能够处理文件夹,像开放在预览的文件夹中的所有图片,你可以选择目录。
虚拟鼠标带沙发的控制,您可以使用遥控器来控制鼠标指针。
按下“播放”按钮,您可以通过点击鼠标左键,通过使用加/减和左/右按钮移动并甚至像点击鼠标右键或拖放从虚拟鼠标特定的菜单。
虚拟鼠标可以很容易地在任何时间通过全局菜单访问。
通过虚拟鼠标特定的菜单,你也可以立即返回到您以前使用的应用程序。
与演示鼠标,我们提供了一个专门的变种,那些上演。
在每一个就是给演示文稿(PowerPoint中,主题演讲时,Adobe Acrobat,VoodooPad ,...)你可以通过按住“播放”按钮激活演示鼠标中使用的应用程序。
演示鼠标自动突出显示屏幕下方的鼠标指针的一部分。
要退出演示鼠标,只要按下遥控器上的“播放”按钮。
虚拟远程控制沙发控制提供了键盘快捷键来模拟远程控制。
这些键盘快捷键可用于控制和使用的沙发与可编程器件的控制。
虚拟远程控制是默认关闭。
您必须启用激活的选项高级设置窗格中的虚拟远程控制在沙发控制喜好。
沙发控制下开始后,以下键盘快捷键可用于控制沙发控制。
键盘快捷键模拟遥控器按钮控制命令Shift - F1键加号按钮控制命令SHIFT - F2减号按钮控制命令SHIFT - F3播放按钮控制命令SHIFT + F4左键控制命令SHIFT - F5右按钮控制命令Shift键F6菜单按钮控制命令SHIFT - F7播放按住首选项沙发通过控制选项对话框,您可以调整一下,觉得您的个人需要和沙发控制。
一般设置:如果你要隐藏的沙发从Dock控制,您可以启用,使用菜单额外的沙发控制。
承认双击的最大时间,也可以调整。
全局菜单设置沙发大量的全球行动控制船舶。
其中只有少数是默认激活。
您可以激活并重新排列它们,因为你喜欢在全局操作设置。
视觉效果设置如果你有一个以上的显示器连接到Mac,你可以定义应用于显示脚本切换,菜单和文件选择。
以及颜色的视觉效果和视觉效果的大小可调。
Virutal鼠标沙发控制虚拟鼠标来突出显示鼠标光标下的的东西用鼠标轻。
滑鼠的灯的颜色和半径可配置。
如果你有一个从Boinx Mouseposé许可,您可以配置沙发控制使用。
脚本ScriptsWindow thumbSofa控制使用AppleScript来控制其他应用程序。
AppleScript 是苹果提供的语言,做自动化的工作流程和控制应用程序在Mac上。
对于每个沙发控制支持的应用程序,一个专门的脚本已经研制成功。
这些脚本定义映射到应用程序的一个特定功能的遥控器上的行动。
这些脚本非常简单,只需发送到目标应用程序的键盘快捷键,以控制它。
其他的要复杂得多,因为他们使用的目标应用的特定功能,以更好地控制他们。
要查看系统上安装脚本,打开脚本窗口。
要打开“脚本”窗口,选择菜单项“安装的脚本”从沙发上控制菜单“脚本”。
脚本“窗口为您提供了安装脚本,他们是活跃的概述。
您可以禁用脚本称为列的复选框取消选择“使用”。
禁用的脚本不再使用的沙发控制,但仍然是您的系统上安装的脚本。
如果你想从系统中删除脚本,只需按较低的窗口左上角的减号按钮。
本地更改与明星在其名称中标明的脚本有局部变化。
这意味着您已更改脚本,但脚本的版本号并未改变。
有了这个标记,沙发控制能够找出局部的变化,如果你有。
当您下载一个沙发控制更新,将最有可能取代你的变化,这一点很重要。
变了一个脚本被替换时,备份的脚本存储在您的桌面上。
一些脚本可能会禁用系统上没有安装所需的应用程序。
要看到这些脚本以及从脚本“窗口右下角列表中,选择”禁用脚本“。
脚本共享左下方的操作按钮下方的“减”按钮提供了一些选项,导入和导出脚本。
这使您能够共享脚本,或从我们的网站导入的新的和更新的脚本。
创建自己的沙发控制脚本编辑器,可以很容易编写自己的脚本。
我们在下面的教程一步一步如何编写自己的脚本。
我们要控制一个新的脚本的应用程序是通讯簿,船舶与Mac OS X我们想要达到的目标:▪通过您的联系方式,按遥控器上的左/右的开关▪按遥控器上的加/减的名单和联系单视图之间切换▪显示的姓名和电话号码,按下“播放”按钮时,步骤1:创建一个新的空脚本在第一步,我们要创建一个新的脚本。
1。
选择从沙发上控制“文件”菜单的菜单项“新建脚本”。
一个新的脚本窗口将打开。
NewScript的第一步thumbThe脚本编辑器的主要部分是脚本本身。
该脚本的第一部分(作为注释标记(*和*))是只对文件的目的。
您应该使用的那部分文件的映射。
这些信息,我们可以提取和格式的脚本文件。
沙发控制脚本包含多项功能。
在AppleScript函数以关键字“”的函数的名称。
该功能“rcActivate”已经被添加到脚本。
脚本被激活时,这个函数将被调用。
通常情况下,要激活在激活过程中的目标应用。
占位符代码已经添加要做到这一点。
我们唯一需要做的是插入我们想控制的应用程序的名称。
在我们的例子中,这是“通讯录”2。
“应用程序名”文本替换“通讯录”。
确保您不要删除引号。
3。
按下按钮“验证”,让沙发控制验证脚本。
NewScript的第一步完成thumbIn验证失败的错误代码的情况下,正在凸显。
如果验证成功的代码片断将被格式化,脚本的个别部分突出。
在下一步中,我们配置的脚本,所以它是用于控制地址簿应用程序。
下面的脚本编辑器的工具栏,你找到喜欢的名称和版本的脚本信息。
在第二行有一个复选框,说:“自动控制没有应用程序”。
我们必须改变,“自动控制通讯录”,以告诉沙发控制应用程序的地址簿,应当使用这个脚本。
4。
按一下的话:“没有应用程序”,选择“通讯录”。
同时检查“复选框。
沙发控制会自动设置脚本的名称为“通讯录”,并设置图标。
当然你也可以改变为任何你喜欢的名称。
然后再继续下一步,确保你的脚本窗口右侧的截图看起来类似。
第2步:地图按钮,键盘快捷键在第二个步骤,我们遥控器上的加/减和左/右按钮映射到地址簿的功能。
使自己熟悉与正在通过其菜单翻转通讯簿支持键盘快捷键。
我们要创建以下映射:遥控器按钮键盘快捷键左=>命令[右声道=>命令]另外=>命令2减=>命令1创建一个映射是一个简单的过程。
首先,你添加脚本函数将被调用时被按下遥控器上的按钮。
比你添加的代码发送的键盘快捷方式的目标应用。
1。
选择从工具栏操作“菜单上的”左“的行动。
被称为左边的按钮时,按下遥控器上的功能的代码被添加。
rcLeft(上)(*左按钮被按下时执行的代码。
*)年底rcLeft2。
设置光标后评论“*)”,然后按Enter添加一个新行。
现在我们要添加的代码来模拟键盘快捷键命令。
3。
按“记录键”。
切换到地址簿。
按命令并返回到沙发控制。
4。
按“插入代码”添加代码来模拟键盘快捷键的脚本。
在工具栏按确认完成。
重复这些步骤,为其他三个快捷。
您可以下载第2步生成的脚本。
在任何时候,你可以测试你的脚本,按工具栏按钮“运行脚本”。
步骤3:使用沙发控制可视化的显示名称在这一步,我们将得到当前选中的人的姓名和电话号码。