印刷及钢网作业标准..
- 格式:ppt
- 大小:111.50 KB
- 文档页数:16

生效日期版 本2024.07.02
A
名称
备注
钢网张力测试计玻璃片治具
左手
右手
序号
版本
修订原因
修订人
编制:贺红胜
核准:批准:
高温手套
2.测量钢网的四角及中心数据(如左图所示)。
棉手套
指套
5.钢网印刷时刮刀压力固定值为:8KG(不得私自更改)。
六、修订记录
4.钢网使用次数规定:印刷五万片板之后需重新评估钢网能否使用。
3.钢网张力过小易引起少锡,偏移等印刷不良,张力太大会拉尖会缩短使用寿命等,所以检测钢网张力显得尤为重要。
接地手环
5.不合格的钢网严禁上线。
6.将钢网张力测试最小值数据填写于首件记录上。
五、工艺要求
防静电手套
1.370MMX470MM钢网测试标准:厚度:0.1MM 张力下限=25N/CM,上限=50N/CM。
1.钢网上线前需仔细检查钢网有无变形,破裂等问题。
裸手
2.钢网上线前测试钢网张力。
3.钢网下线后测试钢网张力。
4.钢网张力测试不合格需通知品质跟领班确认。
三、治具
口罩
四、作业内容
佩戴物定义
防护眼镜
文件编号页 次SOP-工D-0021
第1页, 共1页
一、图示:
二、工具
适用产品的名称及编号贴灯类数码管及彩屏产品(通用)工序名称
钢网测试作业指导书
作 业 指 导 书
将钢网(PCB 接触面)朝上平放测量钢网的四角及中心区域
张力测试
表单编号:QER-工T-003 REV.A。
5.1.10、开口位置及方向:5.1.11、注意事项:要和钢网制作人确认钢网方向:①PCB 工艺边设定在短边处;②PCB 印刷面的 SMT 钢网开口位置居中,默认 PCB 的长边对应钢网的长边。
当出现以下情况之一时,需 5.1.9、倒角处理及开口最小距离(只针对印锡钢网):所有元件转角处如未要求,开口都需进行倒角处理,倒角直径为0.05mm。
工程师没 当钢网外拓量与以上要求冲突时,需相应减少外拓量以满足以上要求。
有特殊要求,钢网各开口之间、开口与板上通孔之间均需保持大于0.3mm的安全距离,10201元件1、X1=1:1 ;Y1=Y2、D1=0.275mm ,内倒角 半径 0.03mm 的圆弧 过度。
5.2 印锡钢网开口标准:序号元件类型原始尺寸开口形状开孔说明a、如PCB共板,但机种名、元件贴装位置(例如:螺柱通孔回流)、短接点及工艺要 求不一样的,必须按BOM及工艺制作单机种钢网,不可按PCB全部开出。
b、所有元件上锡量提前做好评估,不可有钢网回厂后再进行贴胶纸垫厚等现像。
c、如需正反面共刻在一张钢网上时,必须为没有0.5mmPITCH IC 或BGA之机种,否则只允 许正/反各刻一张钢网。
d、当客户有特殊要求时,与上述4.3有冲突须优先按客户要求制作。
元件丝印距离长边小于 3mm;③PCB 非印刷面的 SMT 元件丝印距离长边小于 5mm。
标示机种名: ROHS 板号TOP/BOT:钢网厚度:钢网编号:供应商名称:制作日期:71206元件(方形焊盘)1、X1=0.5X2、Y2=1/3Y3、S1=S+0.30mm4、W=外延0.25mm250805元件(方形焊盘)1、S1=S+0.2mm内倒圆角2、X1=0.4X3、Y2=1/3Y4、W=外延 0.2mm。
1、X2=0.3X2、Y2=1/3Y3、D1=D+0.1mm4、X1=X+外延0.1mm40603元件(圆形焊盘)1、X或Y ≥0.55mm2、Y1=90%Y3、倒角 R=0.22mm4、D1间距=0.45mm(小于0.45mm则内切,大于则内加)。

文件修订记录 Revision Record1.目的明确SMT钢网检验项目及标准,确保在生产过程中的品质稳定,延长钢网的使用寿命。
2.适用范围适用于本公司焊膏印刷钢网和和胶钢网的设计和制作。
3.职责3.1工艺工程中心:负责钢网的申购和制定检验标准。
3.2 研发一部、研发二部:负责提供产品PCB的GERBER文件。
3.3设备部:负责钢网的实际运用效果确认和钢网的登记保管。
3.4品控中心:负责钢网的尺寸验收并出具《钢网检测记录》。
4. 内容4.1 材料、制作方法、文件格式4.1.1网框材料钢网边框材料可选用空心铝框或实心铝框。
4.1.2钢片材料钢片材料优选不锈钢板。
4.1.3 张网用钢丝网钢丝网用材料为不锈钢钢丝,其目数应不低于100 目,其最小屈服张力应大于35N/cm²。
4.1.4 封胶在钢网的正面,在钢片与丝网结合部位及丝网与网框结合部位,必需用强度足够的胶水填充所用的胶水应不与清洗钢网用的清洗溶剂(工业酒精、二甲苯、丙酮等)起化学反应,并适合机器清洗要求。
4.1.5制作方法客户有要求的按客户要求执行,无要求按此指引进行。
4.1.6文件格式由研发一部、研发二部提供产品的GERBER文件,拼板方式为整板并标注尺寸范围。
4.1.7钢网Gerber确认钢网Gerber做好之后由工艺工程师确认过后,再发放和通知供应商制作。
4.2钢网外形及标识的要求4.2.1外形图4.2.2 PCB 位置要求一般情况下,PCB 中心、钢片中心、钢网外框中心需重合,三者中心距最大值不超过3.0mm;PCB、钢片、钢网外框的轴线在方向上应一致。
4.2.3 钢网标识内容及位置钢网标识应位于钢片T 面的右下角(如图一所示),其内容与格式(字体为标楷体,)如下: 第一行:前面为产品编号,中间为名称,后面为版本号第二行:钢网尺寸及厚度。
第三行:制造日期。
图一图二4.2.4钢网标签内容及位置钢网标签需贴于钢网网框边上中间位置,如图二所示,标签内容需有相应的PCB名称。

钢网制作技术规范总则:在本规范所提及之开口方式均视焊盘为规则,若出现焊盘不规则或与正常焊盘大小有较大出入时,应视具体情况而决定开口方式。
一.网框选择使用与印刷机对应的相应规格型材的银白色铝框,常用网框有以下几种:1.大小:736×736mm,边框:宽40×厚40mm2.大小:580×580mm3.大小:370×470mm二.绷网先用细砂纸将钢片表面粗化处理并打磨钢片边缘,再进行绷网。
绷网用材料为不锈钢钢丝,使钢网与网框处于电导通状态,便于生产时板上静电的释放;钢网丝目数应不低于100目,其最小屈服张力应不低于45N。
绷网完成后,在钢网的正面,钢片与丝网结合部位及丝网与网框结合部位,必需用强度足够的胶水填充。
所用的胶水不应与清洗钢网用的清洗溶剂(工业酒精、二甲苯、丙酮等)起化学反应。
三.钢片为保证钢网有足够的张力和良好的平整度,所做钢片距外框内侧应保留有25mm的距离。
建议根据不同的元件选择相应的钢片厚度,主要依据最小开孔和最小间距为考虑,详见下表或可根据公式进行计算得出:若焊盘尺寸L>5W时,则依据宽厚比确定钢片的厚度:W/T≥1.5若焊盘呈正方形或圆形,则依据面积比确定钢片的厚度:L×W/[2T(L+W)]≥0.66元件对应钢片厚度表四. 字符为方便公司与供应商沟通,应在钢片和网框上附上以下字符(特殊要求除外)(应该加上流扳方向以及上钢网方向)MODEL :(产品型号) P/C:(供应商制作型号) T:(钢片厚度) DATE :(生产日期) QA :检验员标识区:刻钢网厂家LOGO 、要求字符等标识区网框绷网区图形开孔区俯视图侧视图五. 钢网加工方式:激光切割、化学蚀刻、电铸加工 六. 开孔方式说明:以下开孔方式仅包含常见典型零件,若碰到以下规范中未提及之焊盘类型,可参考元件焊盘外形类似之开孔设计方案制作。
6.1锡膏制程中钢网开孔方式:此钢网开孔方式满足大部分产品达到最佳锡膏释放效果的要求,所有开孔方式试用于有铅制程,如有特殊要求应按要求制作。
XXfe子科技有限公司1.目的:1.1能清楚了解钢网使用的状况1.2能清楚了解钢网进出情形1.3能完全掌控钢网状态2. 范围:2.1厂内所有之印刷钢网2.2客户提供之印刷钢网3.权责:3.1M女员需遵守、并执行钢网的相关作业3.2程负责钢网厂商之联络及发包4.参考文件:(略)5.名词说明:略6.作业程序6.1操作步骤6.1.1新钢网进厂后须贴上『钢网机种标识』6.1.2钢网下线后,应擦拭干净(上下一起擦拭,再用干净不织布沾清洁液擦拭),并送回钢网架储位6.1.3钢网保管人必须检查缴回钢网的清洁度,若不合格,须由缴回者重新擦拭清洗。
6.1.4清洁度辨识及判定:6.1.4.1印刷孔内,不可残留锡膏、锡粉、胶、杂物。
6.1.4.2点胶钢网的印刷孔内,不可残留红胶,且必须能完全透光。
6.1.4.3钢网板面不可残留清洁剂痕迹、锡膏、红胶。
6.1.5. 点胶钢网的胶孔,不可用针挖除杂质或孔塞,应以气枪喷除6.1.6. 于生产线时,使用12小时必须卸下清洗干净再上线生产使用6.2钢板报废条件:6.2.1印刷孔位置撞伤(凹痕)大于0.5mm,长度大于1mm,且位于BGA QFP CHIP、TT导等地方或附近,影响印刷品质时,可予报废。
6.2.2钢网张力小于1.5 kg/c m2,下陷超过3nlm或明显感觉松弛。
6.2.3印刷次数大于100,000PCS6.2.4QFP、TTL、BGAR刷时,锡膏无法印出、短路、印刷锡量不均匀、线条模糊扩散时,可予以报废XXfe子科技有限公司6.2.5工程变更后,钢网无法与PC8铜箔位置相吻合时6.2.6钢网若有上述之问题,应由使用部门填写报废单,依报废程序报废6.3注意事项6.3.1取用钢网时应小心使用请勿碰撞或用坚硬物体敲打6.3.2须采人工挖孔或须把孔加大必须报请主管处理6.3.3不得堆置物品6.4钢网擦拭清洗6.4.1结线时钢网上之锡膏/红胶应立即收于瓶子内,并将刮刀之锡膏一并收入6.4.2将钢网及刮刀由机器上拆下,立即做清洁处理6.4.3拆下之钢网及刮刀,利用搅拌刮刀将不要之锡膏/红胶刮除,再用清洁剂将其擦拭干6.4.4钢网表面擦拭完成,应用气枪对准钢板之孔吹气(上下面各吹二次),以便将附着于钢板孔壁之锡膏/红胶吹落,并用放大镜检视孔壁是否干净(5倍以上放大镜),若未干净应重复以上之动作,直到清洁为止6.4.5将钢网表面再次擦拭干净,立即归于定位6.4.6搅拌刮刀应置于机台固定处,若加入锡膏完毕,应立即将搅拌刮刀上之锡膏用橡胶刀刮除干净,再用布擦拭干净置于定位。
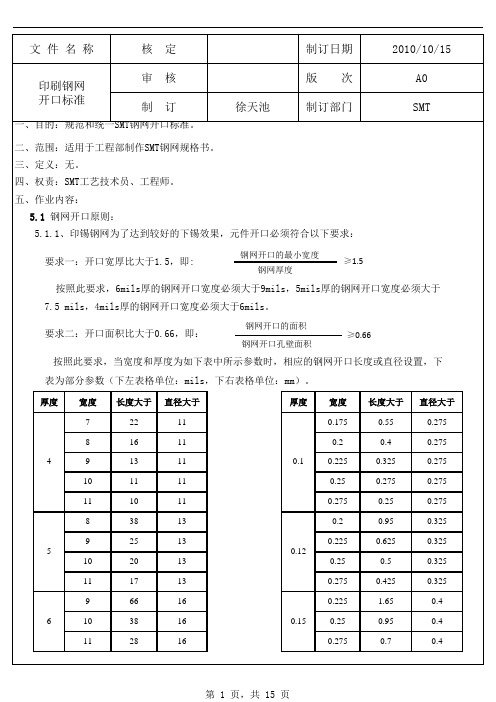
修订记录文件会签记录一、目的:规范和统一SMT 钢网开口标准。
二、范围:适用于工程部制作SMT 钢网。
三、定义:无。
四、权责:工艺技术员、工艺工程师。
五、作业内容: 5.1 钢网开口原则:5.1.1、印锡钢网为了达到较好的下锡效果,元件开口必须符合以下要求:要求一:开口宽厚比大于1.5,即:按照此要求,6mils 厚的钢网开口宽度必须大于9mils ,5mils 厚的钢网开口宽度必须大于 7.5 mils ,4mils 厚的钢网开口宽度必须大于6mils 。
要求二:开口面积比大于0.66,即:按照此要求,当宽度和厚度为如下表中所示参数时,相应的钢网开口长度或直径设置,下 表为部分参数(下左表格单位:mils ,下右表格单位:mm )。
5.1.3、印锡钢网为了达到较好的上锡效果,有足够的锡量,元件开口必须符合以下要求:锡量体积比大于2,即:5.1.4、常用网框大小及张力标准:网框大小:650*550mm (25.5*21.5英寸) 736*736mm (29*29英寸)张力标准:≥30N5.1.5、各种钢网制作方式的比较:对于需做蚀刻、电铸或其它钢网由工艺工程师根据具体的产品综合评估决定其制作方式。
5.1.7、MARK 点:钢网B 面上需制作至少三个MARK 点,钢网与印制板上的MARK 点位置应一致。
如PCB 为拼板,钢网上需制作至少四个MARK 点。
一对对应PCB 辅助边上的MARK 点,另一对对应PCB 上的距离最远的一对(非辅助边上)MARK 点。
对于激光制作的钢网,其MARK 点采用表面烧结的方式制作,大小如下图:5.1.8、钢网刻字要求,如下图所示,如钢网为无铅制程则需在机种名后加“_ROHS ”字样。
5.1.9、倒角处理及开口最小距离(只针对印锡钢网):所有元件转角处如未要求,开口都需进行倒角处理,倒角直径为0.05mm。
工程师没有特殊要求,钢网各开口之间、开口与板上通孔之间均需保持大于0.3mm的安全距离,当钢网外拓量与以上要求冲突时,需相应减少外拓量以满足以上要求。