高强螺栓连接检查记录
- 格式:doc
- 大小:48.50 KB
- 文档页数:3
高强螺栓试验报告1. 引言高强螺栓是一种重要的连接元件,广泛应用于工程建设领域。
为了确保其质量和性能,本试验报告对高强螺栓进行了相关试验和分析。
2. 试验目的本次试验的主要目的如下:1.评估高强螺栓的承载能力和抗拉强度;2.确定高强螺栓的破坏模式和破坏载荷;3.分析高强螺栓在不同工作条件下的力学性能。
3. 试验方法3.1 试验设备本次试验使用的设备主要包括:•万能试验机:用于对高强螺栓进行拉伸试验;•超声波检测仪:用于检测螺纹连接的质量;•外观检测设备:用于观察高强螺栓的表面质量。
3.2 试验步骤本次试验按照以下步骤进行:1.对高强螺栓进行外观检测,包括表面质量和螺纹连接情况的检查;2.将高强螺栓安装在万能试验机上,并进行拉伸试验;3.根据试验数据分析高强螺栓的承载能力和抗拉强度;4.使用超声波检测仪对螺纹连接进行质量检测。
4. 试验结果与分析4.1 外观检测结果通过外观检测设备的观察和测量,得到如下结果:•高强螺栓表面平整,无明显涂层剥落现象;•螺纹连接紧密,无明显气泡、裂纹等质量问题。
4.2 拉伸试验结果在万能试验机上对高强螺栓进行拉伸试验,并记录下试验数据:载荷(N)位移(mm)0 0500 11000 21500 32000 42500 53000 6根据上述数据,绘制载荷-位移曲线,如下图所示:载荷-位移曲线载荷-位移曲线从载荷-位移曲线中可以得到以下结论:•高强螺栓在拉伸试验中呈现线性弹性阶段;•在达到一定载荷后,螺栓开始进入塑性变形阶段;•最终螺栓达到破坏载荷时发生破坏。
4.3 超声波检测结果使用超声波检测仪对螺纹连接进行检测,无异常情况。
5. 结论通过本次试验,得到以下结论:1.高强螺栓外观质量良好,螺纹连接紧密,无明显质量问题;2.高强螺栓在拉伸试验中呈现线性弹性阶段和塑性变形阶段;3.螺栓的破坏载荷为3000N;4.超声波检测结果表明螺纹连接质量良好。
6. 建议根据本次试验结果,提出以下建议:1.在工程实践中,应根据高强螺栓的破坏载荷进行设计和安装;2.定期使用超声波检测仪对螺纹连接进行质量检测,以确保连接的安全可靠性。
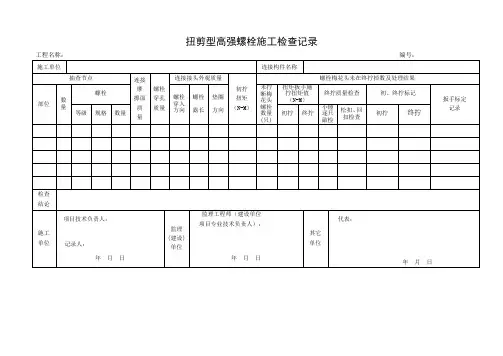
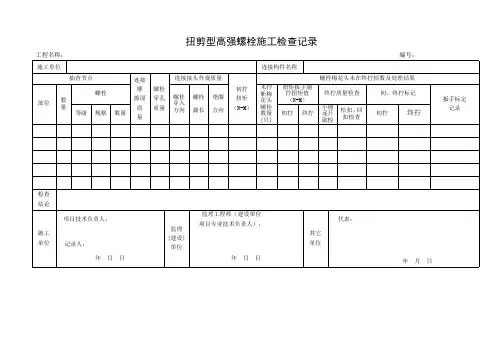
扭剪型高强螺栓施工检查记录
工程名称:编号:施工单位连接构件名称
抽查节点连接
摩擦面质量螺栓
穿孔
质量
连接接头外观质量
初拧
扭矩
(N-M)
螺栓梅花头未在终拧掉数及处理结果
部位数
量
螺栓
螺栓
穿入
方向
螺栓
露长
垫圈
方向
未拧
断梅
花头
螺栓
数量
(只)
扭矩扳手施
拧扭矩值
(N-M)
终拧质量检查初、终拧标记
扳手标定
记录等级规格数量初拧终拧
小锤
逐只
敲检
松扣、回
扣检查
初拧终拧
检查结论
施工单位项目技术负责人:
监理
(建设)
单位
监理工程师(建设单位
项目专业技术负责人):
其它
单位
代表:
年月日记录人:
年月日年月日。
序号扭矩法偏差(%)转角法
偏差
(度)梅花头拧断否螺栓方向15//一致23//一致35//一致44//一致55
/
/
一致
67891011121314
年
9
月监理(建设)单位
专业监理工程师
(建设单位项目技术负责人):
施工单位
专业工长
专业质检员
施工班组长
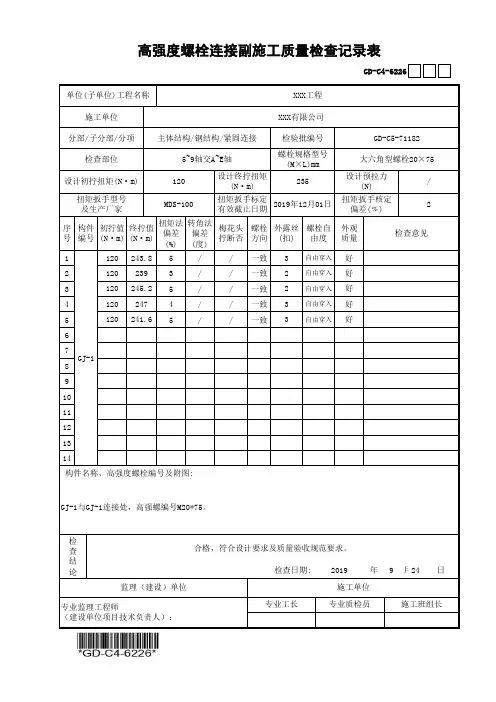
检验批编号GD-C5-71182施工单位XXX有限公司高强度螺栓连接副施工质量检查记录表
GD-C4-6226检查部位5~9轴交A~E轴螺栓规格型号(M×L)mm
大六角型螺栓20×75单位(子单位)工程名称
XXX工程分部/子分部/分项
主体结构/钢结构/紧固连接
/扭矩扳手型号及生产厂家MDS-100
扭矩扳手标定
有效截止日期
2019年12月01日
扭矩扳手核定偏差(﹪)2
设计初拧扭矩(N·m)
120设计终拧扭矩(N·m)
243.8外露丝(扣)
构件编号初拧值(N·m)终拧值(N·m)设计预拉力
(N)235
3自由穿入好螺栓自
由度外观质量检查意见
好120245.22自由穿入2自由穿入120239好1202473自由穿入好120
241.6
3
自由穿入
好
构件名称、高强度螺栓编号及附图:
GJ-1
120
GJ-1与GJ-1连接处,高强螺编号M20*75。
检
查结论
合格,符合设计要求及质量验收规范要求。
检查日期:
2019
24
日。
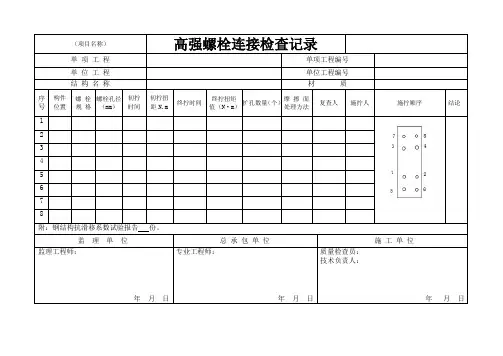
(项目名称)高强螺栓连接检查记录单项工程单项工程编号单位工程单位工程编号结构名称材质序号构件位置螺栓规格螺栓孔径(mm)初拧时间初拧扭距N.m终拧时间终拧扭矩值(N·m)扩孔数量(个)摩擦面处理方法复查人施拧人施拧顺序结论12345678附:钢结构抗滑移系数试验报告份。
监理单位总承包单位施工单位监理工程师:年月日专业工程师:年月日质量检查员:技术负责人:年月日(项目名称)高强螺栓连接检查记录单项工程单项工程编号单位工程单位工程编号结构名称材质序号构件位置螺栓规格螺栓孔径(mm)初拧时间初拧扭距N.m终拧时间终拧扭距N.m扩孔数量(个)摩擦面处理方法终拧扭矩值(N·m)施拧人施拧顺序结论12345678附:钢结构抗滑移系数试验报告份。
监理单位总承包单位施工单位监理工程师:年月日专业工程师:年月日质量检查员:技术负责人:年月日(项目名称)高强螺栓连接检查记录单项工程单项工程编号单位工程单位工程编号结构名称材质序号构件位置螺栓规格螺栓孔径(mm)初拧时间初拧扭距N.m终拧时间终拧扭距N.m扩孔数量(个)摩擦面处理方法终拧扭矩值(N·m)施拧人施拧顺序结论9101112附:钢结构抗滑移系数试验报告份。
监理单位总承包单位施工单位监理工程师:年月日专业工程师:年月日质量检查员:技术负责人:年月日。
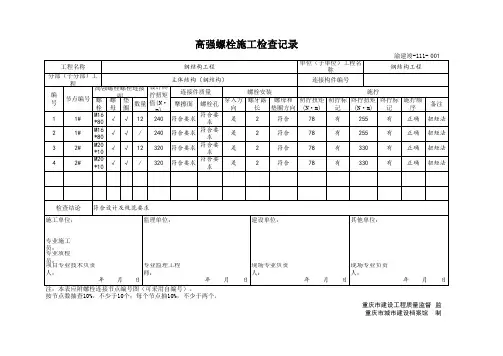
高强螺栓施工检查记录高强螺栓施工技术交底技术交底编号工程名称京广铁路保定站改造工程交底部位 8~15/T~U 交底提要钢结构存重支架与操作平台搭设安全技术交底交底内容:1、质量标准:1.1、“高强度螺栓”系指“高强度螺栓连接副”,以下均简称“高强度螺栓”。
每套高强度螺栓由一个10.9s高强度大六角头螺栓、一个10H高强度大六角螺母和两个HRC35~45高强度垫圈组成。
1.2、制造厂所生产高强螺栓的规格、尺寸、外观和技术条,应符合国标GB/T1228~1231-20xx的要求。
1.3、高强度螺栓验收分为出厂检验和工地复验1)高强度螺栓出厂验收具体检测项目如下:a、外型尺寸检验:(依据GB/T1228~1230-20xx中的有关规定)b、螺纹参数检验:(依据GB/T1228~1229-20xx中的有关规定)c、硬度试验:(依据GB/T1231-20xx中的有关规定)d、表面缺陷检验:(依据GB/T1231-20xx中的有关规定)e、螺栓的拉伸试验:(依据GB/T1231-20xx中的有关规定)f、螺栓的冲击试验:(依据GB/T1231-20xx中的有关规定)g、连接副扭矩系数试验:(依据GB/T1231-20xx中的有关规定)h、螺栓实物楔负载试验:(依据GB/T1231-20xx中的有关规定)i、螺母的保证荷载试验:(依据GB/T1231-20xx中的有关规定)检验均依据国标GB/T1228~1231-20xx的有关规定,对于不合格的产品,制造厂可立即重新进行表面处理,经验收合格后才能发往工地。
制造厂验收为逐批抽样检验,其组批原则按国标要求组批,同批高强度螺栓最大数量为3000套。
验收合格后制造厂才能以批为单位供货,并提供每批次高强螺栓的产品质量检验报告书及出厂合格证。
2)高强度螺栓工地复验具体检测项目如下:a、外型尺寸检验:(依据GB/T1228~1230-20xx中的有关规定)b、螺纹参数检验:(依据GB/T1228~1229-20xx中的有关规定)c、硬度试验:(依据GB/T1231-20xx中的有关规定)d、表面缺陷检验:(依据GB/T1231-20xx中的有关规定)e、连接副扭矩系数试验:(依据GB/T1231-20xx中的有关规定)f、螺栓实物楔负载试验:(依据GB/T1231-20xx中的有关规定)g、螺母的保证荷载试验:(依据GB/T1231-20xx中的有关规定)1.3、高强度螺栓工地复验工作由现场施工单位的试验室进行,对于现场施工单位的试验室无法完成的检测项目,必须委托有检测资质的检测机构进行检验,不合格螺栓不得使用并及时由物资部以书面形式通知制造厂,清理退场。
2008年10月150施管表5交底内容:3.2螺栓长度的选择:扭剪型高强螺栓的长度为螺栓头根部至螺栓梅花卡头切口处的长度.选用螺栓的长度应为紧固连接板厚度加上一个螺母和一个垫圈的厚度,并且紧固后要露出不少于两扣螺纹的余长,一般按连接板厚加表5-2中的增加长度,并取5mm的整倍数.3.3接头组装:3.3.1连接处的钢板或型钢应平整,板边、孔边无毛刺;接头处有翘曲、变形必须进行校正,并防止损伤摩擦面,保证摩擦面紧贴.3.3.2装配前检查摩擦面,试件的摩擦系数是否达到设计要求,浮锈用钢丝刷除掉,油污、油漆清除干净.3.3.3板叠接触面间应平整,当接触有间隙时,应按规定处理,见表5-3.技术交底记录2008年10月15∈施管表5交底内容:下来的卡头应放入工具袋内收集在一起,防止从高空坠落造成安全事故.3.7检查验收:3.7.1扭剪型高强螺拴应全部拧掉尾部梅花卡头为终拧结束,不准遗漏.3.7.2个别不能用专用扳手操作时,扭剪型高强螺栓应按大六角头高强螺栓用扭矩法施工.终拧结束后,检查漏拧、欠拧宜用0.3~0.5kg重的小锤逐个敲检,如发现有欠拧、漏拧应补拧;超拧应更换.检查时应将螺母回退30°~50°,再拧至原位,测定终拧扭矩值,其偏差不得大于±10%,已终拧合格的做出标记.4、质量标准技术交底记录5、成品保护5.1结构防腐区段(如酸洗车间)应在连接板缝、螺头、螺母、垫圈周边涂抹防腐腻子(如过氯乙烯腻子)封闭,面层防腐处理与该区钢结构相同.5.2结构防锈区段,应在连接板缝、螺头、螺母、垫圈周边涂快干红丹漆封闭,面层防锈处理与该区钢结构相同.技术交底记录6、应注意的质量问题6.1装配面不符合要求:表面有浮锈、油污,螺栓孔有毛刺、焊瘤等,均应清理干净.6.2连接板拼装不严:连接板变形,间隙大,应校正处理后再使用.6.3螺栓丝扣损伤:螺栓应自由穿入螺孔,不准许强行打入.6.4扭矩不准:应定期标定扳手的扭矩值,其偏差不大于5%,严格按紧固顺序操作.7、质量记录7.1高强螺栓、螺母、垫圈组成的连续副的出厂质量证明、出厂检验报告.7.2高强螺栓预拉力复验报告.7.3摩擦面抗滑移系数(摩擦系数)试验及复验报告.7.4扭矩扳手标定记录.7.5设计变更、洽商记录.7.6工程检查记录.。
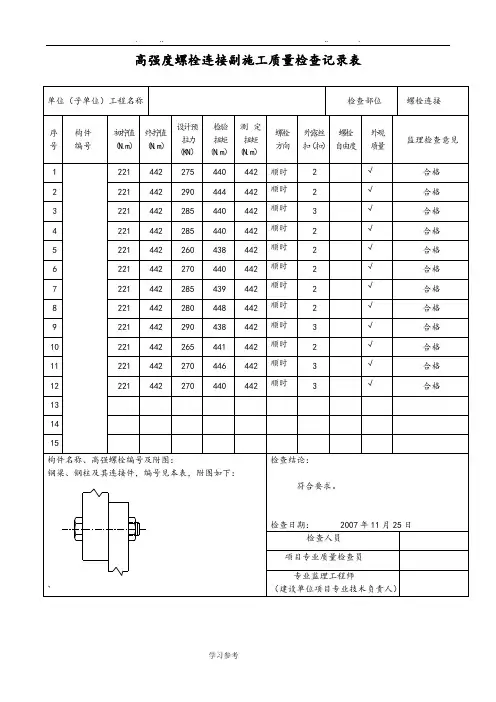
表142高强度螺栓连接检验批质量验收记录
填表说明
1、检验批容量填写:同一检验批内,填写构件的总数
2、最小/实际检查数量栏中,实际检查数量:按实填写且不少于最小数量。
D成品进场:质量证明文件全数检查,抽样数量按进场批次和产品的抽样检验方案确定。
2)扭矩系数或轴力复验:见《钢结构工程施工质量验收规范》GB50205表瓦
3)抗滑移系数试验:见《钢结构工程施工质量验收规范》GB50205表B。
4)终拧扭矩:高强度螺栓连接副按节点数抽查IOK且不少于10个,每个被抽查到的节点,按螺栓数抽查10%,且不少于2个。
扭剪型高强度螺栓连接副按节点数抽查IOK且不少于10个,被抽查节点中梅花头未拧掉的扭剪型高强度螺栓连接副全数进行终拧扭矩检查。
5)成品包装:按包装箱数抽查5%,且不应少于3箱。
6)表面硬度试验:按规格抽查8只。
7)镀层厚度:按规格抽查8只。
8)初拧、终拧扭矩:全数检查。
9)连接外观质量:按节点数抽查5%,且不应小于10个。
10)摩擦面外观:全数检查。
11)扩孔:被扩螺栓孔全数检查。
3、表头中“施工依据”栏目应依照实际的施工操作依据填写,如施工企业的操作规程、工法、施工工艺标准。
·p·高强度螺栓施工中终拧扭矩高强度螺栓的扭矩法施工的终拧扭矩应符合现行国家标准《钢结构工程施工及验收规范》的规定。
该工程的终拧值为:480KN 实测50点(单位KN)分别
为:
480、479、480、478、479
479、478、479、480、478
478、479、479、480、480 479、480、478、479、480 480、479、480、478、479 479、478、479、480、478 478、479、479、480、480 479、480、478、479、480
477、480、479、478、477
476、478、479、480、480
符合规范规定
年 月 日年 月 日年 月 日年 月 日
5-3.37 陕西省建设工程质量安全监督总站编印施 工 企 业
监理(建设)单位检查结论
班 组 长工段长(施工员):质量负责人监理工程师(建设单位
项目专业技术负责人)
总承包企业
施工企业西安中瑞数码科技有限公司隐蔽工程部位标准、规范、规程、设计的规定施工单位自查记录监理(建设)验收意见
陕ZTY-1023
工程名称
LED屏建设单位(替代B1023)
施工质量验收技术资料通用表
LED屏安装结构工程隐蔽验收记录
陕西省建筑工程施工质量验收技术资料统一用表。