SPC培训资料
- 格式:pptx
- 大小:1.16 MB
- 文档页数:20
SPC培训教材资料教程一、SPC 概述SPC 即统计过程控制(Statistical Process Control),是一种借助数理统计方法的过程控制工具。
它通过对生产过程中的数据进行收集、分析和监控,来判断过程是否稳定,并及时发现潜在的问题,采取预防措施以避免不合格产品的产生。
SPC 的核心思想在于“预防为主”,而非传统的“事后检验”。
通过对过程数据的实时监控和分析,能够在问题发生之前就进行预警和干预,从而有效地提高产品质量、降低生产成本、增强企业的竞争力。
二、SPC 的基本原理SPC 的基本原理基于统计学中的正态分布。
在正常情况下,生产过程中的许多质量特性值都服从正态分布。
通过对样本数据的统计分析,可以计算出均值(μ)和标准差(σ)等参数。
控制图是 SPC 中最常用的工具之一。
常见的控制图有均值极差控制图(X R 控制图)、均值标准差控制图(X S 控制图)、中位数极差控制图(Me R 控制图)等。
控制图上通常有中心线(CL)、上控制限(UCL)和下控制限(LCL)。
当数据点落在控制限内,且呈现出随机分布的状态时,说明过程处于稳定状态;反之,如果数据点超出控制限,或者呈现出非随机的分布模式,如连续上升或下降、周期性变化等,则表明过程可能存在异常,需要进行调查和改进。
三、SPC 数据的收集数据收集是 SPC 实施的基础,其质量直接影响到后续的分析和决策。
在收集数据时,需要遵循以下原则:1、代表性:所收集的数据应能够代表生产过程的真实情况。
2、随机性:数据的采集应是随机的,避免人为的选择性采样。
3、样本大小:样本大小应根据过程的稳定性、控制图的类型以及对精度的要求来确定。
一般来说,样本数量越大,分析结果越准确,但同时也会增加成本和时间。
数据的收集可以通过人工测量、自动化检测设备或传感器等方式进行。
无论采用哪种方式,都要确保数据的准确性和可靠性。
四、控制图的绘制与分析1、选择合适的控制图类型根据所监控的质量特性的类型(计量型数据还是计数型数据)、数据的分布特征以及过程的特点,选择合适的控制图类型。
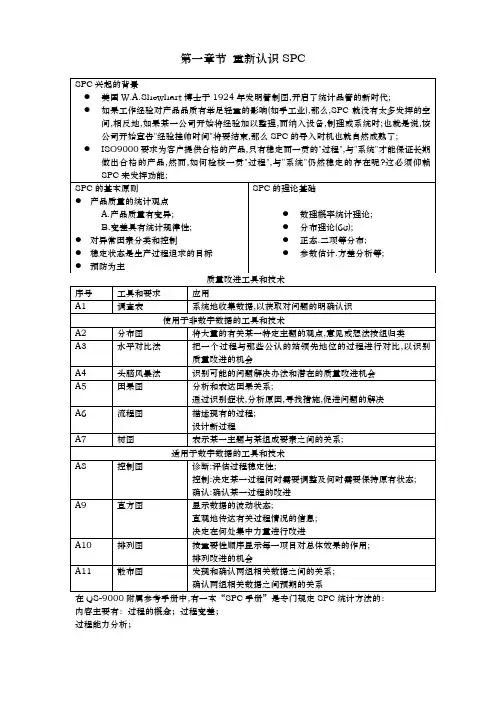
第一章节重新认识SPC内容主要有:过程的概念;过程变差;过程能力分析;计量型控制图(X—R图,X—S图等);计数型控制图(p图,np图,c图,u图等);第二章节SPC应用的基础2.1数据与质量特性值●质量数据1.数据的特点:①波动性;②规律性;2.质量特性:反映产品特定性质之内容;(如:尺寸、重量、硬度、力度、电阻值、丝印寿命、外观等)3.质量特性数据:测量质量特性所得的数据;(如:“力度150g”、“力度偏重20g”、“力度偏重5pcs”)4.数据分类:①计量值数据:(如单位为“mm、g、℃、Ω”的数据)②计数值数据:(如单位为“PCS、箱、桶、罐”的数据)●数据参数1.数据表达式:公式中一般用X1 X2……Xn表示一组数据中n个数据。
2.频数:同一记录中同一数据出现的数据。
公式中一般用n1 n2 n3…ni表示个数。
3.平均数:所有数据的和与总数和商。
4.百分率:单项数据与所有数据总和的商的百分值。
5.累计百分率:顺序排列中,第1项的累计百分率,等于前N-1项百分率的和。
标准方差:6.●数据的分层1.概念:将数据依照使用目的,按其性质,来源,影响等进行分类,把性质相同,在同一生产条件下收集到的质量特性数据归并在一起的方法;2.作用:分层的目的是为有利于查找生产质量问题的原因。
3.分层方法:①操作人员:按个人分,按现场分,按班次分,按经验分;②机床设备:按机器分,按工夹刀具分;③材料:按供应单位分,按品种分,按进厂批分④加工方法:按不同的加工、装配、测量、检验等方法分,按工作条件分;⑤时间:按上、下午分,按年、月、日分,按季节分;⑥环境:按气象情况分,按室内环境分,按电场、磁场影响分;⑦其他:按发生情况分,按发生位置分等。
4.两点原则:作频数分布表时要确定组距、组数和组的边界值。
例:某零件的一个长度尺寸的测量值(mm )共100个,测量单位为0.01mm①从数据中选出最大值和最小值,这时应去掉相差悬殊的异常数据.最大值为42.44,最小值为42.27②用测量单位的1、2、5倍除以最大值与最小值之差(极差),并将所有得值取整数.极差=42.44-42.27=0.17mm已知测量单位为0.01mm,为了求出组距,可用0.01mm 的1、2、5的倍数除以极差0.17mm.0.17÷0.01=17 0.17÷0.02=8.5(取整数为9) 0.17÷0.05=3.4(取整数为3)数据为④确定分组组界时,可把数据中的最小值分在第一组的中部,并把分组组界定在最小测量单位的1/2处,以避免测量值恰好落在边界上。


SPC培训资料汇编一、SPC 概述SPC 即统计过程控制(Statistical Process Control),是一种借助数理统计方法的过程控制工具。
它对生产过程进行分析评价,根据反馈信息及时发现系统性因素出现的征兆,并采取措施消除其影响,使过程维持在仅受随机性因素影响的受控状态,以达到控制质量的目的。
SPC 强调预防为主,通过对过程数据的收集、分析和监控,提前预测可能出现的质量问题,从而避免不合格产品的产生,降低生产成本,提高生产效率和产品质量。
二、SPC 的基本原理1、过程的波动性任何生产过程中,产品的质量特性值总是存在着一定的波动。
这种波动可分为正常波动和异常波动。
正常波动是由随机原因引起的,对产品质量影响较小,在生产过程中是允许存在的。
异常波动则是由系统原因引起的,对产品质量影响较大,在生产过程中是不允许存在的。
2、控制图原理控制图是 SPC 中最重要的工具之一。
它是对过程质量特性值进行测定、记录、评估,从而监察过程是否处于控制状态的一种用统计方法设计的图。
控制图上有中心线(CL)、上控制限(UCL)和下控制限(LCL)。
通过观察点子在控制图中的分布情况,可以判断过程是否稳定。
当点子随机分布在控制限内,且没有明显的规律性时,说明过程处于稳定状态;当点子超出控制限,或者呈现出明显的规律性(如连续上升或下降、周期性变化等)时,说明过程出现了异常,需要采取措施进行调整。
三、SPC 常用的控制图1、均值极差控制图(XR 图)适用于计量值数据,是最常用的一种控制图。
均值控制图用于观察分布的均值变化,极差控制图用于观察分布的离散程度。
2、均值标准差控制图(XS 图)与 XR 图类似,但用标准差代替极差来反映数据的离散程度。
当样本量较大(n>10)时,使用 XS 图更为精确。
3、中位数极差控制图(XRm 图)适用于现场需要把测定数据直接记入控制图进行控制的场合,简便直观。
4、单值移动极差控制图(XMR 图)适用于单件小批生产过程,以及测量费用较高的场合。



SPC实用培训资料一、SPC 简介SPC,即统计过程控制(Statistical Process Control),是一种借助统计方法来监控和控制生产过程的工具。
它通过收集和分析过程中的数据,帮助我们识别过程中的变异,并采取相应的措施来减少变异,从而提高产品或服务的质量,降低成本,增强企业的竞争力。
SPC 并非是一种全新的概念,其发展已有相当长的历史。
在现代制造业中,SPC 得到了广泛的应用,无论是大规模的生产企业,还是小型的加工车间,都能从中受益。
二、SPC 的基本原理SPC 的核心原理基于这样一个观点:任何生产过程中都存在变异。
这些变异可以分为两种类型:普通原因变异和特殊原因变异。
普通原因变异是由过程固有的因素引起的,如机器的正常磨损、原材料的微小差异等。
这种变异是不可避免的,但是可以通过改进过程来减少。
特殊原因变异则是由非固有因素引起的,如机器故障、操作失误、原材料的重大缺陷等。
这种变异是可以被识别和消除的。
SPC 就是通过对过程数据的监测和分析,来区分这两种变异。
当数据显示存在特殊原因变异时,我们就需要采取措施来解决问题,使过程恢复到正常状态。
三、SPC 常用的控制图1、均值极差控制图(X R 控制图)均值极差控制图是最常用的控制图之一。
它由均值控制图(X 控制图)和极差控制图(R 控制图)组成。
X 控制图用于监控过程的均值变化,R 控制图用于监控过程的离散程度。
2、均值标准差控制图(X S 控制图)与均值极差控制图类似,但用标准差替代极差来衡量过程的离散程度。
在样本量较大(n > 10)时,均值标准差控制图更为精确。
3、中位数极差控制图(Xmed R 控制图)当测量数据不是正态分布时,中位数极差控制图可能更适用。
4、单值移动极差控制图(X MR 控制图)适用于对单个测量值进行监控,如对化工过程中的某些参数的监控。
四、SPC 数据收集数据收集是 SPC 实施的基础。
在收集数据时,需要遵循以下原则:1、样本的代表性所收集的数据应能够代表整个生产过程,避免只选取特定时间段或特定批次的数据。
SPC培训教材引言SPC(StatisticalProcessControl,统计过程控制)是一种以统计方法为基础的过程控制技术。
它通过对生产过程中收集的数据进行分析,实现对过程稳定性和产品质量的有效监控和控制。
本教材旨在为读者提供SPC的基本概念、原理、方法和应用技巧,帮助读者掌握SPC的实施步骤和技巧,提高生产过程的质量管理水平。
第一章:SPC基本概念1.1质量管理的发展1.2SPC的定义和作用1.3SPC的基本原理1.4SPC与全面质量管理的关系第二章:SPC的基本工具2.1控制图2.1.1控制图的类型和用途2.1.2控制图的绘制方法2.1.3控制图的判读规则2.2直方图2.2.1直方图的绘制方法2.2.2直方图的分析和应用2.3过程能力指数2.3.1过程能力指数的定义和计算方法2.3.2过程能力指数的应用和分析第三章:SPC的实施步骤3.1数据收集和整理3.1.1数据的类型和来源3.1.2数据的收集方法3.1.3数据的整理和表示3.2控制图的绘制和应用3.2.1控制图的绘制步骤3.2.2控制图的判读和应用3.3过程分析和改进3.3.1过程分析的方法和工具3.3.2过程改进的策略和实施第四章:SPC的应用案例4.1制造业中的应用案例4.2服务行业中的应用案例4.3公共事业中的应用案例第五章:SPC的推广和持续改进5.1SPC的推广策略5.2SPC的培训和效果评估5.3SPC的持续改进和优化结论通过对本教材的学习,读者应该能够掌握SPC的基本概念、原理、方法和应用技巧。
然而,SPC的实施需要结合实际情况进行具体的分析和应用,因此读者需要在实践中不断探索和总结,不断提高自己的质量管理水平。
希望本教材能够为读者提供有用的指导和帮助,促进SPC在各个领域的应用和发展。
重点关注的细节:控制图的绘制和应用控制图是SPC(统计过程控制)中最重要的工具之一。
它通过图形化的方式,直观地展示了生产过程中的数据变化,帮助工作人员及时发现问题,采取相应的措施,从而实现对生产过程的有效控制。