诺信热熔胶机常见故障及排除方法_2
- 格式:ppt
- 大小:6.98 MB
- 文档页数:22
分析热熔胶机主机不出胶的原因
热熔胶机运用到很多行业,带给很多厂家便捷,厂家收益很多。
国内上百个行业使用到了热熔胶喷胶机,在包装行业,对包装盒的组装、对产品的封口等都需要热熔胶机的帮助。
在卫生品行业,主要是用于纸尿裤、纸巾上。
热熔胶机的结构比较简单,维修和保养方面也是比较简单的。
如果热熔胶机主机不出胶了怎么办,今天就来说说。
1.检查热熔胶机主机的变频器是否换了,及时维修或更换;
2.测试胶机的泵是否有异常现象,特别是密封圈和泵,可送厂家维修,更换;
3.检查主机马达是否运转正常,送热熔胶机厂家维修或更换。
热熔胶机设备虽然源于国外,但是随着中国技术的不断发展,也研发属于中国的热熔胶机。


胶装机常见故障排除--(二)1. 显示灯不亮首先检查是否接通电源,电源连接并启动后查看胶锅部位是否有热度。
如都没有请检测电路部分。
2. 加热时间长或不加热检查电源是否接通,触摸胶锅部位是否有热度。
若出现左右温度不均匀或者没有热度可判定是加热机构出现问题,需更换加热棒等部件。
断电后先打开胶锅的安全保护外壳,松开加热棒的固定螺丝把加热棒抽出,然后按相反的顺序换上加热棒。
3. 胶锅无法推动检查是否达到工作温度,查看传动机构是否有脱链等问题。
胶锅靠内方向有一个滚轴体机构,检测是否可以正常转动。
上下共四颗滚轴是否可以正常滚动。
4. 装订书脊出现一头方一头圆检查精装/平装转换模板是否按照操作守则放置,检查挤压模板顶丝是否松动,如有松动请取出顶丝调整。
5. 上胶时书本向下滑动取下夹紧机构。
卸掉两边的橡胶垫,取出夹片并在双层铁片中增加一个垫片即可解决。
6. 刷胶偏当书背有一侧上不到胶时,需要调整夹本机构的水平,当面对着机器外侧刷不到胶时,当把夹本台翻过去之后,回看到夹本台正好压在一个带帽的螺丝上,松开被压螺丝的螺帽,将螺丝向里面拧紧,调整到能够完全能够刷到胶为止,当内侧刷不到胶时,按上面相反的方式调整。
此部件的调整每次只需调整一点点即可。
7. 刷胶位置高或者低断电状态下打开设备二侧的侧盖,连接设备底座和上置刷胶机构有四颗螺丝请向上或向下调试。
每次只需微调,然后刷胶检测是否符合8. 什么是正常刷胶位置胶辊与书脊受胶部位结合时纸张可正常舒展并且不会出现窝边的位置。
9. 压槽加热机构无法正常工作首先查看加热模板与加热机构是否可以正常结合。
使用专业测电设备检测加热机构是否正常通电,检测加热模板是否可以正常通电。
10. 翻动机构无法正常翻动检测胶锅是否回到原始启动位置,打开左侧外壳。
查看齿轮对位是否正确,检查控制翻动手柄的突出轴部位是否过大,如果有此情况使用锉刀等设备对其打磨即可。

熔接机维护保养知识 Document number【980KGB-6898YT-769T8CB-246UT-18GG08】熔接机维护修理常见的故障及排除方法(1)开启熔接机,屏幕无亮光,打开防风罩发现水平照明灯不亮(机器无任何反应)。
故障原因:①电源插座没插好或电源变换器坏;②电源开关接触不良;③电源保险丝断开;④机器内部发生短路或故障;⑤使用电池,电池电压不足或极性接反。
解决方法:检查电源保险丝是否断开,若断开要更换保险丝(熔接机为8A,电源变换器为3A),确认电源输出电压约12~13V。
检查电池极性是否接反,若有则处理之。
然后重新开机,仍然没有解决问题的,送维护部修理。
(2)开机后,只显示图标,机器无其它动作。
故障原因:①键盘复位键有问题,弹不起来;②内部电路故障。
解决方法:用力按压‘复位’键,然后再松开,反复几次,看能否解决问题,否则送维修部更换键盘。
(3)开机后,总是显示‘系统复位’复位不能停止。
故障原因:①较新的熔接机光电开关有问题或凸轮轴上感应柱掉了;②电机或电机驱动有问题。
解决方法:松开机头盖板上的两颗内六角螺栓,拿开机头盖板。
感应柱掉了的,重新插在凸轮轴侧边的孔里,用502胶粘牢。
如果是大压板带动光电开关挡片,用镊子夹住挡片,轻轻扳动再试验是否复位停止。
如果是用行程开关控制复位的,清除开关里的脏物。
仍不能解决问题的送维护部修理。
(4)安放光纤后,屏幕上半部无光纤图像且很暗。
其他机型按‘自动’键设置间隙时,画面转换后屏幕变暗且无光纤图像,最后显示‘重装光纤’。
故障原因:①防风罩没有压到位或弹簧片接触不良。
②防风罩上的灯不亮或下方导电柱连线脱落。
解决方法:用镊子夹住防风罩内部后端的两片接触弹簧片,然后稍微抬起。
将受按压电级座上端的两个接触铜柱使其能够弹起。
仍然不能解决问题送维护部修理。
(5)熔接机在熔接过程中显示‘找不到光纤或光纤端面不整洁’。
故障原因:光学系统表面受到污染引起。
解决方法:用无水酒精清洁保护玻璃片,同时清洁压纤盖上面的透镜,在等到酒精干了以后再进行试机,观察熔接机是否正常熔接。
造成热熔胶机出胶不均匀的原因
热熔胶机设备是一种高温的喷胶设备,专门用于对热熔胶的喷胶应用,可以用于很多行业的刮胶、点胶、喷胶、注胶、涂胶等,热熔胶机设备是一种实用性比较强的设备,能够单独使用也能够配套其他设备一起生产,应用比较广泛。
但是在使用和维修时也是比较容易解决遇到的问题,下面诺胜小编就来介绍下出现出胶不均匀的原因。
1、热熔胶喷胶机压力不稳定,在不使用时胶压相对较高,而以使用时的压力和开始出胶一下压力不一样,所以造成出胶开始大的问题;
2、热熔胶机中热熔胶枪的温度不稳定,温度低也会造成这样的现象,因为温度低了会造成前面的胶会积在阀咀前端;
3、热熔胶机设备中控制胶阀的气压不稳定,在打胶时可以正常打开胶阀,但过程中压力有变化,打开胶阀出胶量就不一致;
想了解更多关于热熔胶机使用和维护方法,请联系深圳诺胜!诺胜热熔胶机厂家通过解决这些问题,不断的提高了产品的品质,杜绝这些问题的出现。
Technique and Equipment 技术与设备79《生活用纸》2018·9期如何应对热熔胶施胶不稳定?刘余飞 诺信(中国)有限公司一次性卫生用品生产商在使用传统生产线时,长期受到热熔胶施胶不稳定的困扰,例如,生产线开机提速胶量不足、正式生产胶量不稳定、停机降速胶量过多、产品局部涂胶不均匀,以及热熔胶设备磨损老化无法监测等因素而产生的废品、次品、故障停机,严重阻碍了生产线的高效率运行。
诺信根据多年的行业经验总结了传统热熔胶设备存在的严重问题,通常表现为以下几点:◆ 生产线提速无胶或少胶(开机剔废);◆ 热熔胶输送无法做到实时监测;◆ 热熔胶消耗数据无实时记录(精益生产的需求);◆ 热熔胶输送发生异常时无报警提示;◆ 产品横向施胶不均匀(提高产品品质的需求);◆ 设备磨损如喷头阀针系统磨损无监测(稳定生产的需求)。
诺信一直以来致力于热熔胶精确施胶且消耗量可控的研究,但是无论是传统的胶机胶枪系统,还是精密计量的热熔胶系统,它们在热熔胶消耗量上都是开环的,也即对热熔胶的消耗并没有做实时反馈与补偿。
2011年,诺信成功推出了成套的TruFlow 流量控制系统,很多客户因此受益。
为了让更多的行业客户认识并进一步了解这套系统,本文对此进行比较全面的解析。
热熔胶系统闭环控制包括两大类,一类是对输送胶量的精确闭环控制,一类是对设备本身工况的闭环控制,例如实时监测与调整胶枪高速运行的机构磨损。
通俗而言,TruFlow 流量控制系统就像家里安装的水表,可以随时查看实时的水消耗量,以及统计一段时间的消耗总量。
但是,仅知道实时的水消耗量,意义并不大,我们要通过这套实时计量系统来做精确的数据反馈与补偿,胶量多了需要即刻降下来,少了则需要马上补充,这就是行业里通称的“闭环控制”技术。
图1所示为闭环控制系统的工作原理。
整套流量闭环系统由流量计、信号反馈系统、数据处理与运算系统构成。
流量计用来测量实时的热熔胶流量,它的功能和“水表”差不多,信号反馈系统是由计数编码器与信号转换器及信号电缆构成,数据处理与运算系统完全集成在热熔胶机系统内。
热熔机工作中的常见故障及解决方法(2)热熔机工作中的常见故障及解决方法(2)、急停按钮没拔起按下启动按钮后,热熔机没有启动。
同时控制器的显示屏中任何一行程的时间都没有变化,此时的情况说明急停按钮没有拔起。
解决方法是:拔起急停按钮。
6、相对应的壳体外观表面凸起通过观察可以看到,突起的位置恰好和热熔柱的位置相对应。
同时也可以看到,热熔柱的柱头非常的薄,被热熔柱固定的组件也有少许的凹陷。
这说明受到了硬的物体的撞击,此时与之接触过的也只有热熔头。
解决方法是:旋转调节手柄,升高热熔头的高度。
美斯特热熔机工作中出现的问题及相应处理方法2017-03-22 17:36 | #2楼1,热熔后柱头过小(1),温度过低比较明显的现象是一切都按要求去做了,可在热熔结束之后,通过观察可以看到柱头较小,组件之间比较松垮,甚至能把它们之间分开。
如果此时去观察温控器,可以从温控器显示屏上端看到实际温度并未达到设置的温度。
解决方法是:先看热电偶开关是否处于开启状态,如果没有,先把热电偶开关打开。
接着要做的是耐心等待实际温度达到设置的温度,然后才能进行热熔。
(2),热熔头和热熔柱不成直线关系热熔结束之后,拿起结构组件可以看到,热熔柱仅有部分被热熔,从外观形态上看,似乎热熔柱有被强迫压弯的嫌疑。
与温度过低不同的是结构组件间非常的牢固。
解决方法是:再重新放置一个装配OK的结构组件,如果热熔后是正常的,说明先前放置的不到位。
如果仍是原样,则需进行调试或对夹具重新进行定位。
(3),热熔时间过短当按下启动按钮后,发现结构组件出现错位,偏斜等现象,按下急停按钮,由于夹具基座与限位柱的撞击使得结构组件又恢复到正常的状态,此时拔起急停按钮,热熔机继续进行热熔。
待热熔结束之后观察,可以看到热熔柱柱头较小。
原因是下压及热熔时间分为了两部分:急停和下压及热熔,由此可知热熔时间不足。
解决方法是:放在热熔夹具内,进行再次的热熔。
2,热熔后结构组件分离(1),由于夹具基座与限位柱的撞击,使得结构组件分离在清醒的状态下,把装配OK的结构组件放入夹具内,待热熔结束后可以看到结构组件是分离的。
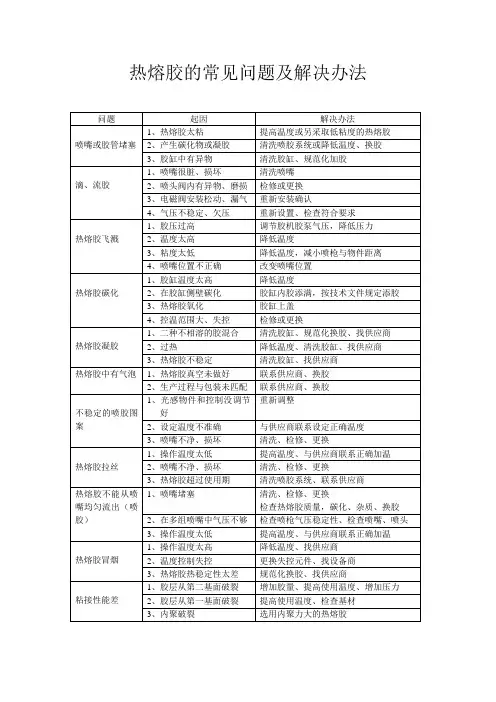
如果检测热熔胶机出现的故障与排除方法A.热熔胶机不出胶的检测故障排除:1. 熔缸不加热◆加热器损坏(更换加热器)◆加热器衰退(更换加热器)◆温度控制器损坏(更换温度控制器)◆保险丝断路检测灯亮起(更换保险丝)◆温度感温线损坏(更换感温线)◆熔缸不加温,PID显示FFF,即SSR损坏(更换SSR)◆熔缸一直加热不控温,PID显示FFF,即SSR损坏(更换SSR) 2. 热熔胶管不加热◆温度控制器损坏(更换温度控制器)◆保险丝断路检测灯亮起(更换保险丝)◆主机联结插座线路脱落(将插头线路接妥)◆胶管插头线路脱落(将插头对正锁紧)◆胶管加热线断裂(将胶管送回本公司更新线路)3. 枪体加热器不加热◆加热器损坏(更换加热器)◆加热器衰退(更换加热器)◆温度控制器损坏(更换温度控制器)◆保险丝断路检测灯亮起(更换保险丝)◆温度感温线损坏(更换感温线)◆胶管插头线路脱落(将脱落电线焊妥)◆枪体插头线路脱落(将脱落电线焊妥)◆枪体加热器线路脱落(将线路接妥)4. 喷嘴被碳化物阻塞◆请将喷嘴自枪体上拆下,用钢针清除喷嘴出胶孔之碳化物或其它杂质,若仍无法完全清除则先换上新的喷嘴;并将旧喷嘴浸泡于香蕉水或二甲笨液中约四小时后用风枪打通。
5. 熔缸本体滤网阻塞◆拆下胶管接头后使马达运转,若无出胶或出胶量显著减少则可判定为熔缸滤网遭碳化物或其它杂质阻塞。
◆关闭机器电源。
◆拆下机器侧面下方的滤网组,将其浸泡于胶机清洁液中以刷子详细清洁滤网,若滤网已不堪使用则换用新品,再将滤网组重新装回并注意旋紧。
◆请注意拆下这“O”型圈与聚四氟圈勿接触胶机清洁液以外的其它溶剂,以免损坏造成泄压或漏胶情况。
◆关闭机器电源。
6. 出胶不稳定原因 (1)大小不均匀滤网堵住;马达运转不正常;回流阀调整不当。
(2)出胶压力降低胶桶被滤网杂质堵满;枪体故障;胶机加热系统发生故障或热熔胶未达操作温度。
7. 齿轮泵马达运转不出胶◆先检查熔缸内之安全回流阀有无胶液回流入熔缸,若有则表示齿轮泵与回流阀无损坏,应将其慢慢旋紧设定至适当压力位置。
熔接机异常现象以及问题的确认和处理方法一)开启熔接机,屏幕无亮光,打开防风罩发现水平照明灯不亮(机器无任何反应)1.异常现象(1)电源插座没插好或电源变换器坏(2)电源开关接触不良(3)电源保险丝断开(4)机器内部发生短路或故障(5)使用电池,电池电压不足或极性接反。
2.解决方法:检查电源保险丝是否断开,若断开换保险丝(熔接机为8A,电源变换器为3A),确认电源输出电压约12~13V。
检查电池极性是否接反,若有则处理之。
然后重新开机,仍然没有解决问题的,返回维护部修理。
二)开机后,只显示图标,机器无其他动作。
1.异常现象(1)键盘复位键有问题,弹不起来。
(2)内部电路故障。
2.解决方法:用力按压"复位"键,然后再松开,反复几次,看能否解决问题,否则返回维护部换键盘。
三)开机后,总是显示"系统复位"复位不能停止。
1.异常现象(1)较新的熔接机光电开关有问题或凸轮轴上感应柱掉了。
(2)较老的机器光电开关挡片变形或大压板与机头盖板之间间隙太小,阻碍大压板向后运动。
(3)电机或电机驱动有问题2.解决方法:松开机头盖板上的两颗内六角螺栓,拿开机头盖板。
感应柱掉了的,重新插在凸轮轴侧边的孔里,用502胶粘牢。
如果是大压板带动光电开关挡片,用镊子夹住挡片,轻轻扳动再试验是否复位停止。
如果是用行程开关控制复位的,清除开关里的脏物。
仍不能解决问题的返回修理。
四)安放光纤后,kl-200屏幕上半部无光纤图象且很暗。
其他机型按"自动"键设置间隙时,画面转换后屏幕变暗且无光纤图象,最后显示"重装光纤"。
1.异常现象(1)防风罩没有压倒位或弹簧片没有良好接触。
(2)防风罩上的灯不亮或下方导电柱连线脱落。
(3)相对应的CCD坏了或脱落(摄像头本身快门有问题)。
2.解决方法:用镊子夹住防风罩内部后端的两片接触弹簧片,然后稍微抬起。
较新式的熔接机,用受按压电极座上端的两个接触铜柱使其能够弹起。