塑料挤出造粒生产线.doc
- 格式:doc
- 大小:146.52 KB
- 文档页数:3

塑料造粒机造粒机也称塑料造粒机,塑料挤出成型设备的一种,它是将塑料原料加热,使之成黏流状态,在加压的作用下,通过挤出模头进行连续挤出,然后进行冷却为条状玻璃态,经切粒装置,获得圆柱状或椭圆状塑料颗粒的机械。
造粒机是塑料造粒机的简称,中国大部分地区的常用名,中国香港和台湾地区通常称抽粒机或塑料抽粒机,内陆中西部地区也称塑料颗粒机。
塑料造粒机由造粒主机、造粒辅机、塑料造粒机周边设备,控制系统(如下图)四大部分组成塑料造粒机系统及功能介绍1.造粒机主机(造粒母机)造粒主机也称造粒主机(母机),其特点是,不同塑料的造粒机其主要区别体现在主机上,通过其螺杆设计与变化,配置参数变化,以达到生产不同塑料颗粒的要求。
主要由以下部分组成:① 挤压系统。
主要由机筒、螺杆、模头与过滤网组成。
其作用是将膜状、颗粒状、粉状、块状或其他形状的塑料原料在温度和压力的作用下塑化成均匀的熔体,然后被螺杆定温、定压、定量、连续地从模头挤出。
② 传动系统。
主要由电机、齿轮减速机和皮带等组成。
其作用是驱动螺杆,并使螺杆在给定的工艺条件(如温度、压力和转速等)获得所必须的扭矩和转速并能均匀地旋转卷,完成挤塑过程。
③ 加热冷却系统。
主要由机筒外部所设置加热器、冷却装,螺杆内部的冷却装置等组成。
其作用是通过对机筒、螺杆等部件进行加热或冷却,保证挤出过程在工艺要求的温度范围内完成。
④ 加料系统。
主要由料斗和自动上料装置等组成。
其作用是向挤压系统稳定且连续不断地提供所需物料。
2.造粒辅机(造粒子机)塑料造粒辅机也称子机。
造粒辅机的主体结构与主机相似,作用是对物料进一步均化及均匀挤出。
不同点区别在以下部分:①模头。
抽粒辅机模头结构比较多样,按是否换网分换网模头与不换网模头;按网板形状分为圆筛网模头与方筛网模头;按换网方式分为手动换网模头、电动换网模头和液压换网模头;按网位数量分为单模头、双模头;按切粒和冷却方式不同分为水冷拉条切粒、风冷拉条切粒、风环模面热切、水环模面热切、水中造粒、水雾造粒等;塑料造粒机废旧塑料造粒机再生塑料造粒机塑料造粒机械塑料造粒子母机塑料机械塑料造粒机厂家塑料混色造粒机塑料造粒机图片废塑料造粒机3.塑料造粒机周边设备 ① 冷却装置:主要由冷却水槽、冷却水环、风道或风幕组成。
PP、PE、PP-R冷拉条造粒生产线预团粒挤出回收造粒机组高速混合造粒机与单螺杆挤出机的巧妙配合。
薄膜、纤维等物料经高速切碎粒后直接加入挤出机。
根据物料的不同可选择短螺杆或排气式挤出机。
低的溶融温度,有效降低了物料的再次降解。
双阶回收挤出造粒机组由一台锥形强制进料挤出机、一台单螺杆挤出机、真空排气装置、快速换网装置、切粒装置等组成。
螺杆加料段直径加大。
压缩机具有较大的体积压缩比。
两机联接处的抽真空装置,能有效排除物料的挥发气体。
用废料可直接挤出制品。
不仅可回收普通塑料,亦可回收发泡PS、PE、EVA等产品。
根据不同材料、产量、配备不同的螺杆直径。
塑料挤出造粒机组该机组由单螺杆挤出机或锥形双螺杆挤出机与相应造粒辅机组成的成套造粒设备。
主要用于生产PVC、PE等各种用途的塑料粒料,生产的塑料颗粒均匀、密实、美观。
该机组中主机塑化混合均匀,结构紧凑、辅机采用风送集料,振动分离冷却,具有自动化程度高,生产效率高等优点。
该机组有风送集料系统采用不锈钢制作。
耐腐蚀、耐磨损、美观耐用。
系列PVC/PE/PS 造粒机组本机组是由挤出机与相应造粒辅机组成的成套造粒设备。
主要用于生产PVC等各种塑料粒料,生产的塑料颗粒均匀、密实、美观。
本机具有塑化效果好,生产效率高,整体机器结构紧凑,自动化程度高等优点。
公司:青岛益丰塑料机械有限公司公司网站:地址:山东省青岛胶州市中云工业园亳州路联系人:赵启玉电话:6传真:7Email网络实名:青岛益丰塑料机械。
挤出生产线挤出生产线是一种流程化的制造工艺,通常用于生产塑料产品。
挤出生产线的工艺流程简单,但却可以生产出高质量、精确尺寸的产品。
本篇文章将会介绍挤出生产线的工艺流程和一些常见的应用。
一、挤出生产线的工艺流程挤出生产线是通过将一个高温、高压的塑料熔体通过一个模具挤出,然后将其冷却成型。
以下是挤出生产线的主要工艺流程:1. 塑料颗粒熔化首先,塑料颗粒被放入挤出机中,并通过加热、混合和压缩将其熔化。
这一步通常需要使用高温和高压,以使塑料颗粒达到流动状态。
2. 熔体挤出熔化后的塑料通过挤出机中的螺杆和筒体经过挤压,然后被挤出到一个具有所需形状的模具中。
此时,模具通常被加热以保持熔体的流动性。
3. 冷却和固化一旦塑料从模具挤出,它会迅速冷却下来并固化成所需形状。
通常在挤出生产线中,会使用水或空气来冷却模具和塑料。
4. 活动切割或定长切割完成冷却和固化后的塑料是一条连续的膜或管状物,需要被切割成特定的长度或大小。
这一步通常由一台切割机器来完成。
5. 转运和包装最后,被切割成特定尺寸的产品被转移到包装区域,并用包装材料包装以便保护和运输。
二、挤出生产线的应用挤出生产线是非常流程化的制造工艺,可以适用于许多应用领域。
以下是挤出生产线的几个常见应用:1. 包装挤出生产线通常用于生产各种类型的包装材料,如塑料袋、保鲜膜、泡沫箱等。
这些材料通常需要具有一定的柔韧性和耐用性,以保护所包装的物品。
2. 建筑挤出生产线经常用于生产建筑材料,如PVC管道、墙壁板、屋顶板等。
由于其高强度、抗腐蚀性和耐用性,它们被广泛应用于住宅和商业建筑。
3. 汽车制造挤出生产线还可以用于生产汽车零部件。
例如,塑料车门板、汽车排气管和车顶都可以通过挤出生产线来制造。
4. 医疗器械挤出生产线的应用还可以扩展到医疗器械制造领域。
医疗管道、输液器和零部件等可以通过挤出生产线来生产。
结论挤出生产线是一种高效、流程化的生产工艺,可以用于生产各种类型的塑料制品。
塑料挤出机生产线操作手册本册适用于以下型号生产线63塑料挤出生产线160塑料挤出生产线250塑料挤出生产线315塑料挤出生产线450塑料挤出生产线630塑料挤出生产线800塑料挤出生产线1200塑料挤出生产线YF120塑料挤出生产线YF240塑料挤出生产线SBWX500塑料挤出生产线SBWX1000塑料挤出生产线宁波方力集团有限公司·中德合资宁波格兰威尔·方力挤出设备有限公司塑料挤出生产线使用手册非常感谢您选择本公司生产的塑料挤出生产线设备本使用手册包括有本生产线使用时的操作说明和注意事项不正确的使用可能会造成意外事故,使用本生产线前,请仔细阅读本手册,正确使用设备,以免发生意外事故。
危险警告注意安全注意事项1.防止触电危险2.挤压危险危险3.喷射危险危险4.切割刀飞爆危险危险5.防止火灾警告6.防止烫伤警告7.卷入危险警告8.防止其它危险注意9.其它注意事项9.1搬运与安装注意9.2布线注意9.3紧急停止注意9.4维护、检查和元件更换注意9.5废物处理注意9.6一般注意事项目录一、设备警告标志图二、塑料挤出生产线系列差异比较表三、塑料挤出生产线组成及用途四、螺杆挤出机五、真空定型机六、喷淋箱七、牵引机八、切割机九、存料台十、设备安装平面布置图十一、设备吊装图十二、设备外型尺寸图十三、电源接线图十四、设备操作位置图十五、电气原理图十六、电气元器件明细表一、备警告标志图二、塑料挤出生产线系列差异比较表三、系列塑料挤出生产线组成及用途塑料挤出生产线由上料机、干燥机(用户选配)螺杆挤出机、色标条挤出机(可根据标准要求由客户选用)、机模、真空定型机(双壁波纹管成型机)、喷淋箱、牵引机、切割机、存料台等主、辅设备组成。
通过本生产线可以制作不同材料,不同规格的塑料管材和塑料异型材或双壁波管。
生产线的生产工艺流程如下:将软或硬聚氯乙烯粉料或粒料用上及聚乙烯、聚丙烯、聚丁烯、ABS等聚烯烃类粒料机送入双螺杆挤出机或单螺杆挤出机的加料口,径螺杆挤出的加热搅拌加压成熔融状塑料流,再通过各种规格、形状的机模,从机头处挤出一定形状,各种规格的管胚(或型胚);(有色标线要求时,另在机头处增加色标共挤机,在机头处将色标线共挤于管胚上,再经真空定径定型)或双壁波纹管的模具定型,成一定规格的管材(异型材)或波纹管,再经喷淋冷却,牵引机牵引和切割机定长切割后,推入存料台,径存料、包装后成为成品管材(异型材)或双壁波纹管。

塑料挤出造粒生产线一、引言二、生产线组成1.送料系统:该系统负责将塑料原料送入挤出机的料斗中,通常采用自动送料机或手动送料机。
2.挤出机:挤出机是塑料挤出造粒生产线的核心设备,通过加热、熔化和塑化,将塑料原料转变为塑料熔融状态。
3.滤网系统:滤网系统位于挤出机出口处,用于过滤残留的杂质和固化的塑料颗粒,提高产品的质量。
4.造粒机:造粒机是将挤出机出来的塑料熔融物冷却并切割成颗粒状的设备,通常采用水冷方式进行冷却。
5.风机系统:风机系统用于将造粒机中产生的热气和水汽排出,同时也可以对塑料颗粒进行干燥处理。
6.储料仓:储料仓用于存放和调配已完成的塑料颗粒,便于生产和运输。
三、生产过程1.原料准备:将需要加工的塑料原料按照一定比例配比,并进行预处理,如除尘、除湿等。
2.原料进料:将经过预处理的塑料原料通过送料系统送入挤出机内。
3.热熔塑化:挤出机将塑料原料加热、熔化并塑化成熔融物。
4.挤出成型:熔融物从挤出机通过挤出模头挤出,形成较长的塑料带状物。
5.冷却切割:将挤出的塑料带状物通过造粒机进行冷却和切割,转变成均匀的塑料颗粒。
6.颗粒处理:处理塑料颗粒中的热气和水汽,使颗粒达到干燥状态。
7.包装和储存:将已完成的塑料颗粒进行包装,并存放在储料仓中。
四、设备选型要点在选择塑料挤出造粒生产线时,需要考虑以下几个要点:1.生产能力:根据实际需要确定生产线的产能,以满足生产需求。
2.原料适应性:根据需求选择适合的挤出机和造粒机,以保证能够处理不同类型的塑料原料。
3.设备稳定性:对于长时间稳定工作的需求,需要选择品质可靠的设备。
4.操作和维护便捷性:选择易于操作和维护的设备,以提高生产效率和设备寿命。
5.环保和能耗:考虑能源消耗和环境保护需求,选择低能耗、低排放的设备。
五、结论塑料挤出造粒生产线是一种广泛应用于塑料制品生产的重要设备。
它通过挤出机和造粒机的配合工作,将塑料原料加工成颗粒状,满足不同类型的塑料制品生产需求。
挤出造粒实验指导书—、实验目的1•熟悉挤出成型的原理;2.了解挤出机的基本结构及各部分的作用,掌握挤出成型基本操作。
二、实验原理1 •塑料造粒合成出來的树脂大多呈粉末状,粒径小,成型加工不方便,而且合成树脂中又经常需要加入各种助剂才能满足制品的要求,为此就要将树脂与助剂混合,制成颗粒,这步工序称作“造粒”。
树脂中加入功能性助剂可以造功能性母粒。
造出的颗粒是塑料成型加工的原料。
使用颗粒料成型加工的主要优点有:①颗粒比粉料加料方便,无需强制加料器;②颗粒料比粉料密度大,制品质量好;③挥发物及空气含量较少,制品不容易产生气泡;④使用功能性母料比直接添加功能性助剂更容易分散。
塑料造粒可以使用辗压法混炼,塑料出片后切粒;也可以使用挤出塑炼,嫂化挤出条后切粒。
本实验采用后者的挤出冷却后切粒的造粒工艺。
2.挤出成型原理及应用热塑性塑料的挤出成型是主要的成型方法之一,塑料的挤出成型就是塑料在挤出机屮,在一定的温度和一定的压力下熔融塑化,并连续通过有固定截面的模型,得到具冇特定断面形状连续型材的加工方法。
不论挤出造粒还是挤出制品都分两个阶段,第一阶段,固体状树脂原料在机筒中,借助于料筒外部的加热和螺杆转动的剪切挤压作用而熔融,同时熔体在压力的推动下被连续挤出口模;第二阶段是被挤出的型材失去塑性变为固体即制品,可为条状、片状、棒状、管状。
因此,应用挤出的方法即可以造粒也能够生产型材或异型材。
三、实验仪器和材料1 •原材料聚丙烯(PP),高密度聚乙烯(HDPE),助剂。
2.仪器设备高速混合机1台双螺杆挤出机1台熔融流动速度仪1台剪刀1把手套1付切粒机1台风干机1台冷却水槽1个本实验使用SHJ-50型同向双螺杆挤出造粒机组,其主要技术性能为:螺杆直径4)50. 5mm,螺杆长径比32-52,螺杆最大转速500rpm,加热温度<350°Co挤出造粒机组主体结构如下图所示。
1—il量喂料机及料斗;2—双螺杆挤出机;3—排气口;4—换网室;5—口模;6—冷却水槽;7—吹干机;8 —切粒机挤出机组各部分的作用如下:传动装置:由电动机、减速机构和轴承等组成。
造粒生产线造粒生产线是一种用于将废料或原料加工成颗粒状物品的设备。
它可以将各种废料如木材、塑料、金属等进行处理,使其变成粒度均匀、易于储存和运输的颗粒。
在环保和资源利用方面,造粒生产线起着至关重要的作用。
本文将为您介绍造粒生产线的工作原理、主要组成部分以及应用领域。
造粒生产线的工作原理是通过一系列的工艺步骤将废料或原料加工成颗粒状物品。
首先,将原料送入颚式破碎机进行破碎。
破碎后的原料进入振动筛进行筛分,将粒径较小或不符合要求的颗粒分离出去。
然后,通过螺旋输送机将筛分后的原料送入制粒机。
在制粒机内,原料经过高速旋转的模具和刀具的作用,被挤压成颗粒状。
最后,通过冷却器和颗粒筛进行冷却和筛分,得到成品颗粒。
造粒生产线主要包括颚式破碎机、振动筛、螺旋输送机、制粒机、冷却器和颗粒筛等组成部分。
颚式破碎机主要用于将原料破碎成适合制粒的颗粒大小。
振动筛的作用是通过振动筛分出适宜的颗粒大小,避免粒径过大或过小的颗粒进入下一步工艺。
螺旋输送机则将筛分后的原料输送到制粒机中进行制粒。
制粒机是整个生产线的核心设备,通过模具和刀具的作用,将原料挤压成颗粒状。
冷却器和颗粒筛则用于对制粒后的颗粒进行冷却和筛分,确保成品质量。
造粒生产线在多个领域具有广泛的应用。
在木材加工行业中,造粒生产线可以将木屑、木片等废料加工成木质颗粒燃料,用于取暖、发电等。
在塑料回收领域,造粒生产线可以将废弃塑料瓶、塑料袋等加工成再生颗粒,用于再生塑料制品的生产。
在冶金行业中,造粒生产线可以将金属废料如废钢铁、废铝等加工成颗粒状,方便储存和运输。
此外,造粒生产线还广泛应用于农业废弃物、有机肥料、牧草颗粒等领域。
总的来说,造粒生产线是一种高效、环保的废料处理设备。
它通过一系列的工艺步骤将废料或原料加工成颗粒状物品,可广泛应用于木材加工、塑料回收、冶金等多个领域。
随着环保意识的提高和资源利用的重要性日益凸显,造粒生产线在各行各业中的应用前景将更加广阔。
PVC造粒生产线使用说明一、产品概述PVC造粒生产线是一种用于将聚氯乙烯(PVC)原料加工成颗粒状的设备。
该生产线由多个步骤组成,包括原料处理、混合、挤出、冷却、切割等。
通过这些步骤,我们可以生产出高质量的PVC颗粒,用于制造各种PVC制品,如管道、板材、电线等。
二、设备组成PVC造粒生产线主要由以下几个主要部分组成:1. 原料处理系统原料处理系统用于对PVC原料进行预处理,主要包括下列设备: - 输送带:用来将原料从储料仓中输送到混合机。
- 破碎机:将较大块状的原料破碎成适合处理的小颗粒。
- 称重机:对原料进行精确的称重,确保每个批次的原料比例准确无误。
2. 混合系统混合系统用于将原料和一些添加剂进行混合,以调整PVC产品的性能。
常见的添加剂包括增塑剂、稳定剂、填料等。
混合系统主要包括下列设备: - 混合机:用于将原料和添加剂充分混合,确保各组分均匀分布,以提高产品质量。
- 加热系统:用于加热混合机中的原料,以促进混合反应。
3. 挤出系统挤出系统将混合好的原料通过挤出机挤压成所需形状的颗粒。
挤出系统主要包括下列设备: - 挤出机:将混合好的原料加热到熔融状态,然后通过模具挤压出颗粒状。
- 模具:根据产品的形状需求设计,将熔融的原料挤压成相应的颗粒。
4. 冷却系统冷却系统用于快速冷却挤出的热颗粒,使其固化成颗粒状。
冷却系统主要包括下列设备: - 冷却水槽:将挤出的热颗粒浸泡在冷却水中,吸收热量,使其迅速冷却。
- 刮刀机:将冷却后的颗粒从水槽中除去,并通过传送带输送到下一道工序。
5. 切割系统切割系统用于将冷却后的颗粒切割成所需长度的颗粒。
切割系统主要包括下列设备:- 切割机:根据产品的长度需求,将颗粒进行切割。
- 输送带:将切割好的颗粒输送到最后的包装环节。
三、操作步骤使用PVC造粒生产线进行生产时,需要按照以下步骤进行操作:1.准备工作:–将原料储存在指定的仓库中,确保原料质量符合要求。
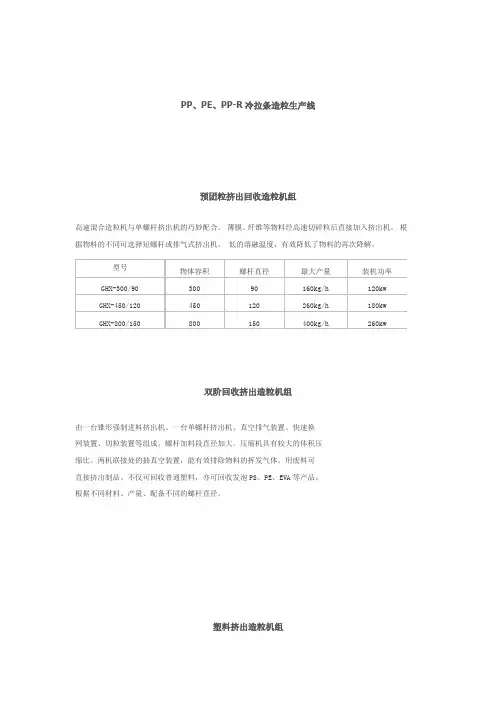
PP、 PE、 PP-R 冷拉条造粒生产线
预团粒挤出回收造粒机组
高速混合造粒机与单螺杆挤出机的巧妙配合。
薄膜、纤维等物料经高速切碎粒后直接加入挤出机。
根据物料的不同可选择短螺杆或排气式挤出机。
低的溶融温度,有效降低了物料的再次降解。
型号
物体容积螺杆直径最大产量装机功率GHX-300/90 300 90 160kg/h 120kw
GHX-450/120 450 120 260kg/h 180kw
GHX-800/150 800 150 400kg/h 260kw
双阶回收挤出造粒机组
由一台锥形强制进料挤出机、一台单螺杆挤出机、真空排气装置、快速换
网装置、切粒装置等组成。
螺杆加料段直径加大。
压缩机具有较大的体积压
缩比。
两机联接处的抽真空装置,能有效排除物料的挥发气体。
用废料可
直接挤出制品。
不仅可回收普通塑料,亦可回收发泡PS、 PE、 EVA等产品。
根据不同材料、产量、配备不同的螺杆直径。
塑料挤出造粒机组
该机组由单螺杆挤出机或锥形双螺杆挤出机与相应造粒辅机组成的成套造粒设备。
主要用于生产PVC、PE等各种用途的塑料粒料,生产的塑料颗粒均匀、密实、美观。
该机组中主机塑化混合均匀,结构紧
该机组有风送集料凑、辅机采用风送集料,振动分离冷却,具有自动化程度高,生产效率高等优点。
系统采用不锈钢制作。
耐腐蚀、耐磨损、美观耐用。
项目型号SJLZ-65*22-250 SJLZ-65-60 SJLZ-90-100 SJLZ-120-190
主机型号SJSZ-65*22 SJ-65 SJ90 SJ-120
主机名称锥形双螺杆挤出机单螺杆挤出机单螺杆挤出机单螺杆挤出机
切粒规格?3x3 ?3x3 ?3x3 ?3x3
切粒速度 rpm 40-200 40-200 40-200 40-200
最大产量 kg/h 250 120 150 200
送料冷却方式风送风冷风送风冷风送风冷风送风冷
总功率 kw 70 106
机组重量 kg 4400 3800 4000 4400
尺寸 LXWXH mm 11000x2500x3000 10000x2500x3000 10000x2500x3000 12000x2500x3000
系列 PVC/PE/PS 造粒机组
本机组是由挤出机与相应造粒辅机组成的成套造粒设备。
主要用于生产 PVC等各种塑料粒料,生产的塑料颗
粒均匀、密实、美观。
本机具有塑化效果好,生产效率高,整体机器结构紧凑,自动化程度高等优点。
主要技术参数
型号SJ-ZL65 SJ-ZL75 SJ-ZL90
螺杆直径mm Φ65 Φ75 Φ90
长径比L/D 18:1 18:1 18:1
电机功率kw 11 15
螺杆转速r/min 20-90 20-90 20-80
加热功率kw 9 11
切粒规格mm Φ3×Φ3×Φ3×
送料方式风送风送风送外形尺寸(约)( 长 x 宽 x 高 ) m 7×2×8×2×9×2×总重量 ( 约) t
公司:青岛益丰塑料机械有限公司
公司网站:
地址:山东省青岛胶州市中云工业园亳州路
联系人:赵启玉
电话: 6
传真: 7
Email
网络实名:青岛益丰塑料机械。