塑料造粒机模板
- 格式:ppt
- 大小:109.00 KB
- 文档页数:47

塑料造粒机造粒机也称塑料造粒机,塑料挤出成型设备的一种,它是将塑料原料加热,使之成黏流状态,在加压的作用下,通过挤出模头进行连续挤出,然后进行冷却为条状玻璃态,经切粒装置,获得圆柱状或椭圆状塑料颗粒的机械。
造粒机是塑料造粒机的简称,中国大部分地区的常用名,中国香港和台湾地区通常称抽粒机或塑料抽粒机,内陆中西部地区也称塑料颗粒机。
塑料造粒机由造粒主机、造粒辅机、塑料造粒机周边设备,控制系统(如下图)四大部分组成塑料造粒机系统及功能介绍1.造粒机主机(造粒母机)造粒主机也称造粒主机(母机),其特点是,不同塑料的造粒机其主要区别体现在主机上,通过其螺杆设计与变化,配置参数变化,以达到生产不同塑料颗粒的要求。
主要由以下部分组成:① 挤压系统。
主要由机筒、螺杆、模头与过滤网组成。
其作用是将膜状、颗粒状、粉状、块状或其他形状的塑料原料在温度和压力的作用下塑化成均匀的熔体,然后被螺杆定温、定压、定量、连续地从模头挤出。
② 传动系统。
主要由电机、齿轮减速机和皮带等组成。
其作用是驱动螺杆,并使螺杆在给定的工艺条件(如温度、压力和转速等)获得所必须的扭矩和转速并能均匀地旋转卷,完成挤塑过程。
③ 加热冷却系统。
主要由机筒外部所设置加热器、冷却装,螺杆内部的冷却装置等组成。
其作用是通过对机筒、螺杆等部件进行加热或冷却,保证挤出过程在工艺要求的温度范围内完成。
④ 加料系统。
主要由料斗和自动上料装置等组成。
其作用是向挤压系统稳定且连续不断地提供所需物料。
2.造粒辅机(造粒子机)塑料造粒辅机也称子机。
造粒辅机的主体结构与主机相似,作用是对物料进一步均化及均匀挤出。
不同点区别在以下部分:①模头。
抽粒辅机模头结构比较多样,按是否换网分换网模头与不换网模头;按网板形状分为圆筛网模头与方筛网模头;按换网方式分为手动换网模头、电动换网模头和液压换网模头;按网位数量分为单模头、双模头;按切粒和冷却方式不同分为水冷拉条切粒、风冷拉条切粒、风环模面热切、水环模面热切、水中造粒、水雾造粒等;塑料造粒机废旧塑料造粒机再生塑料造粒机塑料造粒机械塑料造粒子母机塑料机械塑料造粒机厂家塑料混色造粒机塑料造粒机图片废塑料造粒机3.塑料造粒机周边设备 ① 冷却装置:主要由冷却水槽、冷却水环、风道或风幕组成。
PE/PP木塑五层复合建筑模板项目可行性分析作为国民经济的支柱产业建筑业的发展带动了建筑材料和建筑技术的发展,新型建筑材料及施工技术不断涌现。
建筑模板也经历了一次次的更替。
传统的建筑模板采用木材、钢材。
由于木材资源的匮乏及人们对森林的保护使得木模板已逐渐退出。
钢模板可以满足建筑的需要,但由于钢材和水泥具有良好的亲和性,加之锈蚀,所以钢模板在施工后脱模困难,往往在使用前还要涂覆一层脱模剂,带来施工繁琐。
另外脱模剂往往也极易污染钢筋及建筑表面,或引起质量事故或给下一步建筑施工带来困难。
钢模板在使用中易被碰撞变形,使得被灌注的水泥表面十分不平整,往往还要再次用水泥进行平整修饰。
近来还有一种用竹子为原料的新型建筑模板,它是先将竹子切成片编成帘状,然后再胶粘层压、表面处理而成。
但由于竹子本身的亲水特征,在多次使用后,防水层遭到破坏,仍然不能克服由于受潮后而引起的变形、损坏。
塑料已被用来大量代替传统材料,用量越来越大。
废旧塑料的处理、回收利用已成为人类不得不考虑的问题。
一方面,废旧塑料严重污染人类的居住环境。
另一方面,废旧塑料的回收利用又可以给人类带来巨大的再生资源。
据国家经贸委发布的《再生资源回收利用―十五‖发展规划》报道,我国的废塑料的年回收量为600万-800万吨。
同时,国家还将集中力量支持一批资源回收利用的示范工程。
国家发展计划委员会2003年12月31日发布的《当前国家重点鼓励发展的行业、产品和技术目录》文件及国家发展计划委员会、科学技术部2004年07月14日发布的《当前优先发展的高技术产业化重点领域之南》文件将―固体废弃物综合利用‖列入其中。
在这种形势下,塑料机械有限公司开发了一种以废旧塑料、木粉为主原料,采用先进的挤出方法制成的一种新型木塑复合模板。
与传统模板相比,它具有以下优点:1.抗水性好。
即使将其完全浸泡在水中多日,也不会因受潮而变形,更不会腐烂生锈。
2.与水泥不亲和、不粘连,施工后脱模容易,也不会因水泥的暗恋而变形。
实验五热塑性塑料挤出造粒实验一、实验目的1) 通过本实验使学生了解双螺杆挤出机的结构组成及工作原理,熟悉挤出成型的原理,了解挤出工艺参数对塑料制品性能的影响。
2) 掌握挤出成型的基本操作,熟悉塑料改性的方法。
二、实验用品1)仪器SHJ-20B双螺杆挤出机,切粒机挤出机技术参数如下:螺杆直径:20 mm。
长径比L/D:40。
螺杆转速:0~600 r/min;产量:0.7~6 kg/h;电机功率:3 KW;加热功率:3.3 KW2)原料聚乙烯(PE)或聚丙烯(PP)100份,碳酸钙20~30份或纳米二氧化硅1~5份,硅烷偶联剂0.5份三、实验原理1)挤出成型原理及应用。
热塑性塑料的挤出成型是主要的成型方法之一,塑料的挤出成型就是塑料在挤出机中,在一定的温度和一定压力下熔融塑化,并连续固定截面的模型,得到具有特定断面连续型材的加工方法。
不论挤出造粒还是挤出制品都分两个阶段,第一阶段,固体状树脂原料在机筒中,借助于料筒外部的加热螺杆转动的剪切挤压作用而熔融,同时熔体在压力的推动下被连续挤出口模;第二阶段是被挤出的试样冷却后失去塑性变为固体即制品,可为条状、板状、棒状、管状等。
2)塑料造粒。
合成出来的树脂大多数呈粉末状,粒径小成型加工不方便,而且合成树脂中又经常需要加入各种助剂才能满足制品的要求,为此就要将树脂与助剂混合,制成均匀颗粒,这步工序称作“造粒”。
树脂中加入功能性助剂可以造功能性母粒,造出的颗粒是塑料成型加工的原料。
使用颗粒成型加工的主要优点有:①颗粒料比粉料加料方便,无需加制加料器;②颗粒料比粉料密度大,制品质量好;③挥发物及空气含量较少,制品不容易产生气泡;④使用功能性母料比直接添加功能性助剂更容易分散。
塑料造粒可以使用辊压法混炼,塑炼出片后切粒,也可以使用挤出塑料,塑化挤出条后切粒。
本实验采用挤出水冷却后切粒造粒的工艺。
四、实验内容1)配料。
用电子称量所需原料,将各种原料经手工初步搅匀后,加入高速混合机中,关闭高速混合机顶门和侧管,开动混合机搅拌2 min,在搅拌下打开侧管用塑料袋接料,关闭混合机,清理混合机内腔。
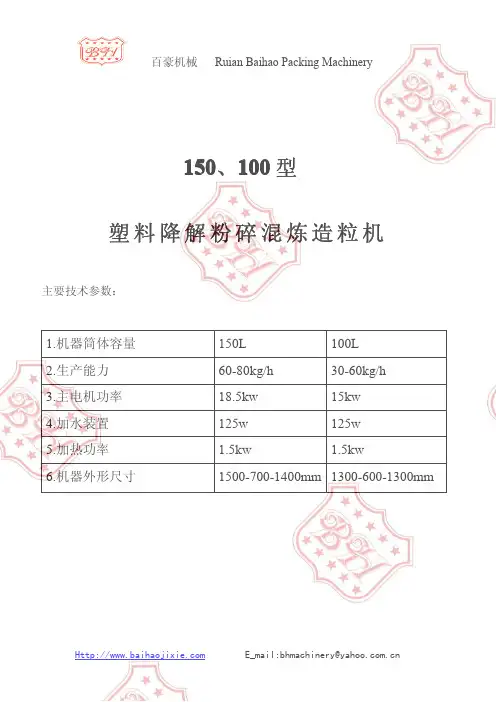
150、100型塑料降解粉碎混炼造粒机主要技术参数:1.机器筒体容量150L100L2.生产能力60-80kg/h30-60kg/h3.主电机功率18.5kw15kw4.加水装置125w125w5.加热功率 1.5kw 1.5kw6.机器外形尺寸1500-700-1400mm1300-600-1300mm目录1.概述2.技术规范3.空载实验4.操作说明5.故障及排除6.电器说明一、概述本机应用日本先进技术、利用多刀快速粉碎、连续搅拌、混炼摩擦发热、急速冷却收缩原理,将塑料薄膜、丝、带、片、软塑料管、发泡料、降解料等废料与角料造成颗粒投入再生产,是目前最新型的塑料回收再生的造粒理想设备。
(一)对聚氯乙烯、聚丙乙烯、低密度聚乙烯、高密度聚乙烯、线性低密度聚乙烯等各种软质塑料膜、袋、丝、带、片、管的废料与下脚料的回收,投入在生产。
以超薄膜回收生产为列。
由于以前的塑料回收是通过螺杆挤出的,而螺杆挤出的加工温度过高(180-200度)使塑料完全熔融,把塑料性能大部分破坏掉;如果在生产,极大的影响了该产品的质量。
经本机加工后,拉力强度、粘度等不损坏,色度不改变。
原因是本机加工温度只有80-100度,所以塑料分子结构基本无影响。
在生产过程中,本机耗能省,生产效率高且操作方便。
(二)对降解塑料薄膜袋角料粉碎、造粒的回收再生产。
由于降解塑料中有多种添加剂,所以降解塑料薄膜袋角料回收困难。
传统的螺杆挤出加工温度过高使添加剂中的淀粉碳化,又使塑料性能被破坏;单纯使用普通粉碎机粉碎后的粉末,只能利用很小的比列;所以一直来再生产不理想,也是造成成本过高的原因之一。
现在本机很好地解决了这一难题。
因为本机加工温度低,不破坏塑料及添加剂的分子结构;又因为本机边粉碎边搅拌,使添加剂仍能均匀分布,而且搅拌效果比普通搅拌机更好(旋转转速640转/分)。
(三)对化纤材料(涤纶、晴纶、丙纶等)进行粉碎、造粒,投入再生产的废丝处理。
(四)一机多用。
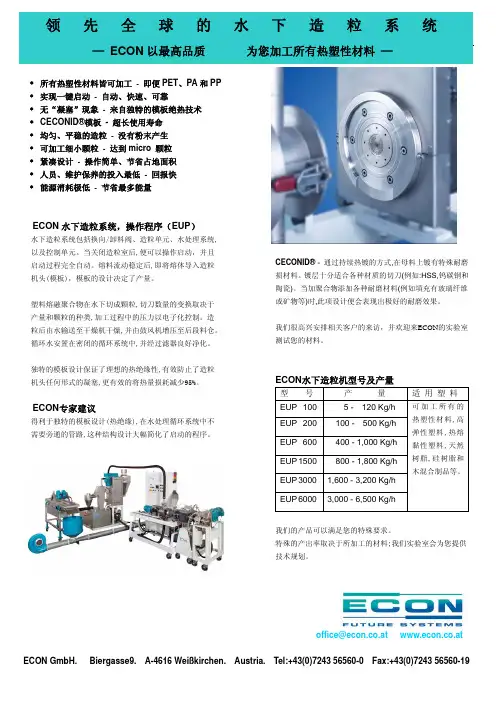
领先全球的水下造粒系统— ECON 以最高品质﹡ 所有热塑性材料皆可加工 - 即便 PET、PA 和 PP ﹡ 实现一键启动 - 自动、快速、可靠 ﹡ 无“凝塞”现象 - 来自独特的模板绝热技术 ﹡ CECONID®模板 - 超长使用寿命 ﹡ 均匀、平稳的造粒 - 没有粉末产生 ﹡ 可加工细小颗粒 - 达到 micro 颗粒 ﹡ 紧凑设计 - 操作简单、节省占地面积 ﹡ 人员、维护保养的投入最低 - 回报快 ﹡ 能源消耗极低 - 节省最多能量为您加工所有热塑性材料 —ECON 水下造粒系统,操作程序(EUP)水下造粒系统包括换向/卸料阀、造粒单元、水处理系统, 以及控制单元。
当关闭造粒室后,便可以操作启动,并且 启动过程完全自动。
熔料流动稳定后,即将熔体导入造粒 机头(模板),模板的设计决定了产量。
塑料熔融聚合物在水下切成颗粒,切刀数量的变换取决于 产量和颗粒的种类,加工过程中的压力以电子化控制。
造 粒后由水输送至干燥机干燥,并由鼓风机增压至后段料仓。
循环水安置在密闭的循环系统中,并经过滤器良好净化。
独特的模板设计保证了理想的热绝缘性,有效防止了造粒 机头任何形式的凝塞,更有效的将热量损耗减少95%。
我们很高兴安排相关客户的来访,并欢迎来ECON的实验室 测试您的材料。
CECONID® - 通过持续热镀的方式,在母料上镀有特殊耐磨 损材料。
镀层十分适合各种材质的切刀(例如:HSS,钨碳钢和 陶瓷)。
当加聚合物添加各种耐磨材料(例如填充有玻璃纤维 或矿物等)时,此项设计便会表现出极好的耐磨效果。
ECON水下造粒机型号及产量型 号 产 量 适 用 塑 料可加工所有的 热塑性材料,高 弹性塑料,热熔 黏性塑料,天然 树脂,硅树脂和 木混合制品等。
ECON专家建议得利于独特的模板设计(热绝缘),在水处理循环系统中不 需要旁通的管路,这种结构设计大幅简化了启动的程序。
EUP 100 EUP 200 EUP 600 EUP 1500 EUP 3000 EUP 60005 - 120 Kg/h 100 - 500 Kg/h 400 - 1,000 Kg/h 800 - 1,800 Kg/h 1,600 - 3,200 Kg/h 3,000 - 6,500 Kg/h我们的产品可以满足您的特殊要求。
聚乙烯装置挤压造粒机常见问题及解决办法摘要:聚乙烯装置熔融产品转化过程的关键是挤压造粒机的运行。
挤压造粒机将熔融状态的物料,通过压缩、计量均化后送入造粒机进行水下造粒。
随着工业生产技术的不断发展,相关行业不断提高挤压造粒机的自动化水平。
此外,它还是聚乙烯行业的关键机组。
因此,挤压造粒机的安全运行需要相关负责人的重视。
关键词:聚乙烯装置;挤压造粒机;问题解决;引言:挤压造粒机组是化工生产过程中不可或缺的重要设备,广泛应用于聚丙烯、聚乙烯作业中,挤压造粒机是将熔融态树脂经进料、压缩、计量均化后,挤压切割成颗粒状的重要设备,在聚乙烯生产中有着至关重要的作用。
本文将生产中机组易出现的故障详细描述、并对故障的原因进行分析,并提出解决办法,作为今后从事维护挤压机组人员参考。
一挤压造粒机工作原理聚乙烯挤压造粒机是将上游生产的LDPE/EVA树脂挤压熔融造粒,整套设备包括挤压机,筛包,润滑油泵、液压油泵,水下切粒单元。
1.1挤压造粒机最基本的介绍和原理挤压造粒机的应用本质是一个干造粒过程,主要通过工作压力促进固体材料团聚,其驱动设备通常是两个反向旋转工作辊挤压成型、液压传动系统或工作辊停止环,挤压造粒机将首先让原材料气体进行挤压成型,去除间隙。
1.2挤压造粒机应注意的事项挤压造粒机在出发前和驾驶过程中停车时,相关负责人应高度重视,做好驾驶前的准备工作,在运行过程中注意速度。
二挤压造粒机工艺过程机组生产工作过程是,树脂粉料从料仓下来与添加剂混合的物料通过一个料斗加入至挤压机,氮气通入料斗以确保无氧气进入挤压机,树脂粉料和添加剂在挤压机筒体中被加热、融化。
熔融状态的树脂被推压至模板,一旦树脂以束状从模板孔中挤出,就由切粒机旋转的刀切割成颗粒;颗粒在切粒机水室里被水流带出,切粒水温度和流量随生产树脂牌号而改变;颗粒和水混合送至干燥器,先通过重力作用,再通过离心力的作用,颗粒与水分离,颗粒通过重力输送至振动筛,分离出颗粒中的细粉和粗粒,合格的颗粒通过输送风机,送入六个掺混料仓,进行掺混,达到均化的目的,之后再通过输送风机送至成品料仓,进行包装,从而完成整个生产过程。
塑料造粒(5篇范例)第一篇:塑料造粒塑料造粒技术介绍基本原理:回收的废塑料首先进行分类,分类后的塑料分别进行粉碎和清洗,除去塑料中标签、泥土、杂质等,然后烘干清洗后的粉碎塑料;经过预处理后的塑料进入塑料造粒机中进行高温熔融、塑化和挤出等一系列过程,改变塑料的物理性能,达到对塑料的塑化和成型,最后是冷却、切粒、装袋外运。
工艺路线:废塑料分类粉碎、清洗熔融、塑化、挤出造粒外运工程实例:塑料造粒机(产量:300~600kg/h)塑料粒塑料造粒之前需对废旧所料进行预处理,根据塑料的种类不同,预处理系统主要分为以下两种:(1)塑料薄膜1)使用范围主要针对大量回收的PP/PE薄膜、农膜、地膜、包装膜、手提袋、购物袋,水泥袋、编织袋、化肥袋等。
2)产量为300~2000kg/h。
废旧塑料膜清洗全自动生产线设备粉碎机清洗机(2)塑料瓶1)使用范围主要针对大量回收的PET塑料瓶、PET瓶片、矿泉水瓶、可乐瓶等。
2)产量为500~3000kg/h。
废旧塑料瓶清洗全自动生产线设备粉碎机滚筒筛脱标机清洗机第二篇:再生塑料造粒市场前景再生塑料造粒市场前景1、再生塑料颗粒的市场前景再生塑料造粒生产线废旧塑料再生塑料颗粒销路极广,塑料企业需求量大。
要完全了解为什么再生颗粒受到塑料厂商的特别青睐,首先我们一起来算一笔成本帐:一家中型的农膜厂,每年需要高压聚乙烯原料(LDPE)1000吨以上。
目前,全国各地塑料市场LDPE的平均价格为7000元/吨,LDPE再生颗粒平均价格为3800元/吨,每吨相差3200元。
也就是说,如果一个中等规模的农膜厂半数采购再生塑料颗粒,仅原料成本一项一年就可节省160万元。
这无疑是一笔巨大的财富!(咨询htttp://)据官方公布的统计数据显示:1999年,我国聚乙烯产量434.6万吨,只能满足国内市场需求的46.4%。
目前,中国乙烯当量需求将以8.5%的速度增长,到2005年,乙烯当量需求为1500万吨。