Q—XDJ001型旋锻机及其主机部分设计
- 格式:doc
- 大小:23.00 KB
- 文档页数:3

中华人民共和国行」卫标准SH 3098-2000石油化工塔器设计规范Specification for the design of petrochemical column2000-06-30发布2000-10-01实施国家石油和化学口巨业局发布中华人民共和国行业标准石油化工塔器设计规范Specification for the design of petrochemical columnSH 3098-2000主编单位: 中国石化集团兰州设计院主编部门: 中国石油化工集团公司批准部门: 国家石油和化学工业局国家石油和化学工业局文件国石化政发(2000) 239号关于批准《石油化工企业污水处理设计规范》等 10 项石油化工行业标准的通知中国石油化工集团公司:你公司报批的《石油化工企业污水处理设计规范》等10项石油化工行业标准草案,业经我局批准,现予发布。
标准名称、编号为:强制性标准:序号标准编号标准名称1. SH 3 095-2000 石油化工企业污水处理设计规范2. SH 3 097-2000 石油化工静电接地设计规范3. SH 3 098-2000 石油化工塔器设计规范(代替SYJ1 049-83)4. SH 3 099-2000 石油化工给排水水质标准(代替SHJ1 080-91)5. SH 3 100-2000 石油化工工程测量规范6. SH 3 010-2000 石油化工设备和管道隔热技术规范(代替SHJ1 0-90和SYJ1 022-83)7. SH 3 502-2000 钦管道施工及验收规范(代替SHJ5 02-82)8. SH 3 513-2000 石油化工铝制料仓施工及验收规范(代替SHJ5 13-90)9. SH 3 518-2000 阀门检验与管理规程(代替SHJ5 18-91)推荐性标准:序号标准编号标准名称1. S H/ T3 511-2000 乙烯装里裂解炉施工技术规程(代替SHJ5 11-89)以上标准自2000年10月1日起实施.被代替的标准同时废止.国家石油和化学工业局= 000年六月三十日前言本规范是根据中石化(1998) 建标字159号文的通知,由中国石化集团兰州设计院对《炼油厂塔器设计技术规定》SYJ1049-83进行修订而成。
一种适用于生产短轴锻件的锻造方法张成霞;张进军;刘垒;田志权;张广森;黄冬凤;鲁桥;吴兴斌【摘要】By manufacturing the minor axis forgings with obverse and reverse upsetting methods, the production issue for minor axis forgings with short length and large diameter flange has been resolved, so as to reduce the production cost.%通过正、反面镦粗法生产短轴锻件,解决了短轴锻件长度短,法兰直径大的生产问题,降低了生产成本。
【期刊名称】《大型铸锻件》【年(卷),期】2016(000)005【总页数】2页(P42-43)【关键词】短轴锻件;正;反面镦粗法;锻造方法【作者】张成霞;张进军;刘垒;田志权;张广森;黄冬凤;鲁桥;吴兴斌【作者单位】武汉重工铸锻有限责任公司,湖北430084;武汉重工铸锻有限责任公司,湖北430084;武汉重工铸锻有限责任公司,湖北430084;武汉重工铸锻有限责任公司,湖北430084;武汉重工铸锻有限责任公司,湖北430084;武汉重工铸锻有限责任公司,湖北430084;武汉重工铸锻有限责任公司,湖北430084;武汉重工铸锻有限责任公司,湖北430084【正文语种】中文【中图分类】TG316.1+1我公司生产的短轴锻件为总长1 120 mm、大法兰直径达到1 830 mm的中间轴。
短轴锻件尺寸见图1。
此短轴锻件的大法兰直径与杆部直径比为2.3,是我公司目前生产的法兰直径与杆部直径比最大的锻件。
该短轴锻件重量为11 t,钢锭最大镦粗截面尺寸不能满足大法兰直径尺寸。
考虑采用两件连锻来增大钢锭重量以增大钢锭镦粗后的直径。
但是通过计算后发现,采用两件连锻一次镦粗工艺的法兰锻造比达不到工艺要求,而需要两镦两拔。
Q—XDJ001型旋锻机及其主机部分设计
[摘要]旋锻机是高效率、高质量的锻压加工设备,主机部分是整机的核心,如何保证模具的平稳的往复运动,关键在于各个组件的相对运动状态。
模具的使用工况涉及到人员和设备的安全,根据其极限强度设定各异的单位锻压量值。
【关键字】旋锻机;主机;压头
旋转锻造是一种降低成本,节省材料,减轻重量的冷成形工艺,旋锻机适用于棒料、管料的锻压成型,即通过旋转压头高频径向敲击工件,使工件达到预期尺寸和形状,只要更换压头,同时匹配相应的工件送达状态,就可得到普通机加工无法成型的结构,如:不规则的多道变径结构,汽车转向轴的轻量化设计需要的管类转向轴的成型等等。
一、总体结构
机械部分由三个主要单元:主机单元、夹头单元、送料单元等
动力来源:电源:三相380V,50Hz;控制系统:24V直流
电机总功率:27KW
液压系统:中压,排油能够满足两台用量
输出最大的旋锻力:310KN
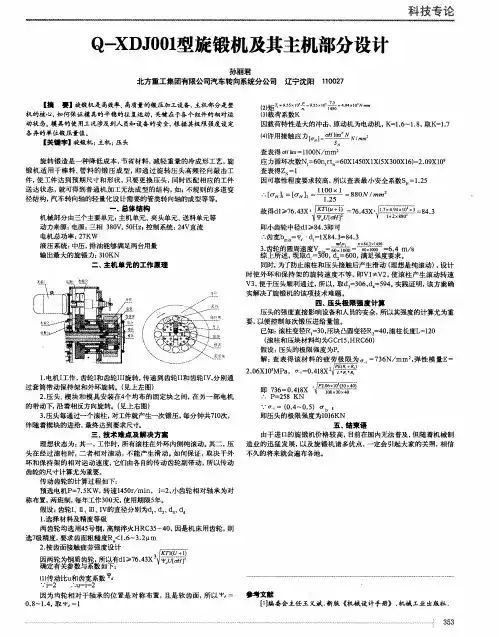
二、主机单元的工作原理
1.电机I工作,齿轮I和齿轮III旋转,传递到齿轮II和齿轮IV,分别通过套筒带动保持架和外环旋转。
(见上左图)
2.压头、楔块和模具安装在4个均布的固定块之间,在另一部电机的带动下,沿着相反方向旋转。
(见上右图)
3.压头每通过一个滚柱,对工件就产生一次锻压,每分钟共710次,伴随着楔块的进给,最终达到要求尺寸。
三、技术难点及解决方案
理想状态为:其一,工作时,所有滚柱在外环内侧纯滚动。
其二,压头在经过滚柱时,二者相对滚动,不能产生滑动。
如何保证,取决于外环和保持架的相对运动速度,它们由各自的传动齿轮副带动,所以传动齿轮的尺寸计算尤为重要。
传动齿轮的计算过程如下:
预选电机P=7.5KW,转速1450r/min,i=2,小齿轮相对轴承为对称布置,两班制,每年工作300天,使用期限5年。
假设:齿轮I、Ⅱ、Ⅲ、IV的直径分别为d1、d2、d3、d4
1.选择材料及精度等级
两齿轮均选用45号钢,高频淬火HRC35-40,因是机床用齿轮,则选7级精度,要求齿面粗糙度Ra<1.6~3.2?m
2.按齿面接触疲劳强度设计
因两轮为钢质齿轮,所以有d1≥76.43X
确定有关参数与系数如下:
⑴传动比u和齿宽系数
综上所述,现取d1=300,d2=600,满足强度要求。
同时,为了防止滚柱和压头接触后产生滑动(理想是纯滚动),设计时使外环和保持架的旋转速度不等,即V1≠V2,使滚柱产生滚动转速V3,便于压头顺利通过,所以,取d3=306,d4=594。
实践证明,该方案确实解决了旋锻机的该项技术难题。
四、压头极限强度计算
压头的强度直接影响设备和人员的安全,所以其强度的计算尤为重要,以便控制每次锻压进给量值。
已知:滚柱变径R1=30,压块凸圆变径R2=40,滚柱长度L=120
(滚柱和压块材料均为GCr15,HRC60)
假设:压头的极限强度为P,
解:查表得该材料的疲劳极限为=736N/mm2,弹性模量E=2.06X105MPa,=0.418X
即压头的极限强度为1016KN
五、结束语
由于进口的旋锻机价格较高,目前在国内无法普及,但随着机械制造业的迅猛发展,以及旋锻机诸多优点,一定会引起大家的关照,相信不久的将来就会遍布各地。