5000m3蜡油储罐底板的漏磁检测与完整性评定
- 格式:pdf
- 大小:403.43 KB
- 文档页数:7
梁 斌·,业成·,闫 河z,张耀丰·,崔 强
(1.南京市锅炉压力容器检验研究院,江苏南京210002; 2.中国特种设备检测研究院,北京 100013)
摘要:利用漏磁方法对某石化公司一个5 000 m3蜡油储罐的底板进行了现场检测,给出了底板的
腐蚀状况。漏磁检测、超声波测厚和割板测量结果的对比分析证实了漏磁检测方法的可靠性·并综
合宏观检测结果。分析了该储罐罐底发生腐蚀失效的主要原因,最后依据API 653对维修后的储罐
底板进行了完整性评定。评定结果表明,该储罐底板能够安全运行到下一次内部检验时(5 a)。
关键词:常压储罐;漏磁检测;腐蚀;失效分析;完整性评定
中图分类号:TE 972.1
文献标志码:B
Magnetic Flux Leakage Testing of Corrosion in a 5 000 m3 Paraffin Oil Tank Bottom and Its Integrity Evaluation
仪器存储数据的门槛依据厂方要求设定,本次
4.2 漏磁检测及超声波测厚复验
检测设定的存储门槛为当量深度的40%。
漏磁检测发现,该储罐中幅板腐蚀当量超过
4检测结果
40%的有12处,其中2处的腐蚀当量超过了50%。 同时,对漏磁检测结果进行超声波测厚复验,并将腐
4.1 底板宏观检查 依据API 653对储罐底板和与之相连的壁板、
进行结果验证使用的超声波测厚仪型号为LA一 30,精度为土0.1 mm。
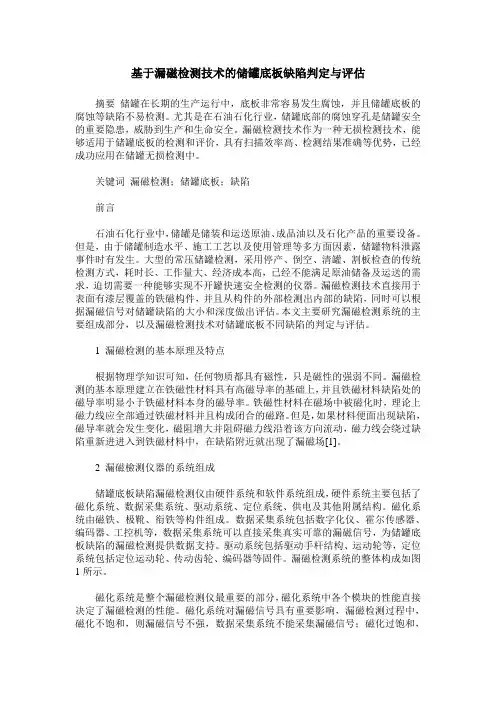
图1 FI,OORMAP 2000测试仪器原理框图
万方数据
石油化工设备
2009年第38卷
3检测过程
3.1 仪器标定 依据JB 10765--2007《无损检测——常压金属
储罐漏磁检测方法》推荐的标准试板进行仪器的标 定。校准试板应采用与被检测底板相同或铁磁性能 相近的材料制作,加工的缺陷深度分别为其板厚的
I
I
I
I
蒸 彪…厶
裂 一≯ r一絮
襄一
/
仞泰觫 V 夕嶙 \\飞
,八
图2标定用标准试板图
:口腐二蚀三当三量二不集小:于4;哦[/;::一一,一1 一i·—、\\
/
。2
\
/
,j3
\
/
4
\
} /61
口350
眈登●J犒。.铲 l·●—————————+\ 、
64
岱 }.Βιβλιοθήκη -7172啦60:缆咆时73
74
91 I
蚀最为严重的2处进行了割板验证,其腐蚀形貌图 见图4。其中5处的复查结果和相对误差见表1。
表l漏磁检测结果的复验
缺陷编号 底板原始厚度/mm 漏磁扫查的腐蚀当量/%
IO
8.0 45
8.0 48
8.0 54
超声波检测厚度/mm
5
超声波检测腐蚀当量/%
8
乱∞ 巧“
乱北 6巧
孔孔 9≈
乱化 0§
割板后卡尺测量厚度/ram
万方数据
第1期
梁斌,等:5 000 m3蜡油储罐底板的漏磁检测与完整性评定
中坐落于同一罐区、储存介质易燃易爆、有毒等特 点,其泄漏甚至燃烧或爆炸将会威胁人身安全并引 起财产的巨大损失,也会对环境造成严重污染。因 此,开展在用常压储罐的检测与评估,及时了解储罐 的结构完整性及运行状况,对保证其安全使用具有 重大的意义。
2检测对象及仪器
2.1 检测对象及维修历史 本次待检对象为某石化公司一个立式圆筒型储
罐,材料Q235-A,盛装介质为蜡油,操作温度80℃, 操作压力为常压,公称体积5 000 m3,单层底板直径 21.8 m,高11.8 ITI,有约200弘Fn的防腐层,无阴极 保护措施,服役年限15 a。
2008年1月进行开罐检测时,发现环形边缘板 腐蚀严重,某些地方已经出现蜡油渗出现象,逐个对 整个边缘板进行了更换,其余对中幅板部分进行一 定比例的超声波测厚,结果符合SY/T 5921—2000 《立式圆筒形钢制焊接原油罐修理规程》要求。公司 出于安全考虑,决定采用漏磁方法对其余的中幅板 腐蚀状况进行全面检测。 2.2检测仪器
.
误差/ram 相对误差/%
M
¨舢五8m
一一
仉屯 踮4
一一
m
叽量 ¨5
2 t姗Ⅲ O■∞ :、¨
仉8 乱Ⅲ刚 0∞■
往:1)括号内为精_隧侧量结果与割板后亏尺侧量结果的误差或相对误差。
.
这些位置与发生隆起变形较大的72号、92号底板
毗邻,这可能是建造时地基表面没有清理干净,存在
文中采用漏磁方法对某石化公司一个5 000 rn3 蜡油储罐的底板进行了检测,并与超声波测厚与割 板的结果对比验证,探讨了该检测方法的可靠性。 同时,利用API 653对局部修补后的储罐底板的工 况适用性进行了完整性评定。
1漏磁检测方法的原理.
漏磁检测方法是一项新开展的自动化程度较高 的磁学检测技术,其原理为,铁磁材料被磁化后,表 面和近表面缺陷在材料表面形成漏磁场,通过检测
实际检测工作中,采用超声波定点测厚的方法 来检测和评估罐底板的腐蚀状况存在一定困难。这 是因为该方法不能完全有效发现底板下表面腐蚀这 一造成泄漏的主要因素,且对于广泛使用的大型储 罐而言,检测工作量大,检测周期长,费用高,检测结 果不完全准确和全面。近些年来,国际上发展的声 发射检测技术及漏磁检测技术能够克服以上超声波 定点测厚方法的不足,有着良好的应用前景[2 ̄6]。
罐底板漏磁检测使用英国Silver-wing公司最 新生产的FL()()RMAP 2000自动绘图储罐底板腐 蚀快速扫描系统,具有操作简单、检测速度快、检测 结果形象直观(完全的图像和数字化信息)、对被检 罐底和环境没有任何污染及对人无伤害的特点,其 测试仪器原理见图l。
该仪器有共36个霍尔传感器,扫描宽度为 250 mm,扫描速度0.5 m/s,最大扫描长度15 m,最 大扫描厚度20 mm,最大穿透防腐层厚度6 rnm,检测 灵敏度为厚度当量10%(防腐层厚度不大于6 mrn)。
底板腐蚀引起的泄漏是常压储罐的主要失效形 式[1]。国外罐底板的检测与评定主要依据API Std
653 4 Tank Inspection,Repair,AIteration,and Re—
construction))进行。该标准依据储罐底板受力状况 的不同,对采用常规无损方法进行焊缝检测的位置 和抽检的比例进行了明确规定,同时考虑储罐盛装 介质性质及防腐措施。通过计算最大腐蚀速率来规 定底板的最小剩余厚度对腐蚀状况进行评估,为地 上常压储罐提供了预防性维修和检测技术要求。但 该标准对罐底板并没有专门说明具体的检修程序和 范围。国内罐底板的检测主要依据GB 50128— 20054立式圆筒形钢制焊接储罐施工及验收规范》和 SY/T 5921--20004立式圆筒形钢制焊接原油罐修 理规程》进行,焊缝检测的方法及抽检的位置和比例 与API 653类似。采用一定比例的超声波测厚及真 空检漏对底板的腐蚀状况及泄漏进行检测,同时规 定了底板腐蚀的最大平均减薄量和点腐蚀的最大深 度,没有考虑腐蚀速率这一重要因素的影响,评定要 求较为保守。
\101
■!§!§型鼙H
、』
..2 2"20。S
“
·∞办。l。z30∥0 ㈤8I还姣5
690。e=1
1∞
舛
.
埘义
\
3国0
j11
/A
\
j-留
\131啡到 垅;尬
\封
1114
\\~i坫
/.
1∞
/
// ,
图3罐底幅板腐蚀缺陷分布图(图中为扫描起始点)
万方数据
第1期
梁 斌。等:5 000 m3蜡油储罐底板的漏磁检测与完整性评定
20%、40%、60%、80%,相关尺寸见图2,缺陷的具 体分布见图3。
由于待检底板的防腐涂层很薄,因此标定时无 需使用软垫片。标定时,调节探头距试件表面的高 度d,使检测仪器通过标准试板所得的标定值与预 制缺陷程度和位置相吻合,则认为标定完成,可以进 行测试。
I 上 土 .毒...-’茸引
: ●
:旧 ∞ 呻 甘o
漏磁场来发现缺附5|。从某种意义上讲,压力容器
检测中常用的磁粉检测技术也是一种漏磁检测,但 习惯上人们把用传感器测鼍漏磁通的方法称为漏磁 检测,而把用磁粉检测漏磁通的方法称为磁粉检测。
与磁粉检测相比,漏磁检测不仅能够发现构件 表面及近表面的裂纹缺陷,还可以探知背面腐蚀坑 等缺陷的深度和长度,具有较强的穿透能力,而且不 需要对表面进行打磨处理,也可带防腐层检测,极大 降低L检测成本,提高了检测效率,同时减轻了检测 人员的劳动强度。
time(5 years). Key words:atmosphere tank;magnetic flux leakage testing;corrosion;failure analysis;in—
tegrity evaluation
世界各国从石油的战略储备出发,自上世纪70 年代起就开始了大型储罐及罐区的建造。如日本已 建造了10个国家级石油储备基地,法国建成了储备 2 226X104 t石油和1 325×104 t成品油的基地,国
Abstract:Application of magnetic flux leakage(MFL)method to the testing of corrosion in a 5 000 m3 paraffin oil tank bottom was studied.The level and position of corrosion in tank bottom were obtained.It was proved by comparative the result of MFL testing,ultrasonic thickness tes— ting and cutting plate testing that MFL inspection was reliable.According to the above thickness resuIts and visual testing,the main reasons for the corrosion failure of tank bottom were ana— lyzed.This paraffin oil tank bottom was integrity evaluated after repairing based on API 653 code.It was found that the paraffin oil tank bottom could be safe operation in the next periodic
(1.南京市锅炉压力容器检验研究院,江苏南京210002; 2.中国特种设备检测研究院,北京 100013)
摘要:利用漏磁方法对某石化公司一个5 000 m3蜡油储罐的底板进行了现场检测,给出了底板的
腐蚀状况。漏磁检测、超声波测厚和割板测量结果的对比分析证实了漏磁检测方法的可靠性·并综
合宏观检测结果。分析了该储罐罐底发生腐蚀失效的主要原因,最后依据API 653对维修后的储罐
底板进行了完整性评定。评定结果表明,该储罐底板能够安全运行到下一次内部检验时(5 a)。
关键词:常压储罐;漏磁检测;腐蚀;失效分析;完整性评定
中图分类号:TE 972.1
文献标志码:B
Magnetic Flux Leakage Testing of Corrosion in a 5 000 m3 Paraffin Oil Tank Bottom and Its Integrity Evaluation
仪器存储数据的门槛依据厂方要求设定,本次
4.2 漏磁检测及超声波测厚复验
检测设定的存储门槛为当量深度的40%。
漏磁检测发现,该储罐中幅板腐蚀当量超过
4检测结果
40%的有12处,其中2处的腐蚀当量超过了50%。 同时,对漏磁检测结果进行超声波测厚复验,并将腐
4.1 底板宏观检查 依据API 653对储罐底板和与之相连的壁板、
进行结果验证使用的超声波测厚仪型号为LA一 30,精度为土0.1 mm。
图1 FI,OORMAP 2000测试仪器原理框图
万方数据
石油化工设备
2009年第38卷
3检测过程
3.1 仪器标定 依据JB 10765--2007《无损检测——常压金属
储罐漏磁检测方法》推荐的标准试板进行仪器的标 定。校准试板应采用与被检测底板相同或铁磁性能 相近的材料制作,加工的缺陷深度分别为其板厚的
I
I
I
I
蒸 彪…厶
裂 一≯ r一絮
襄一
/
仞泰觫 V 夕嶙 \\飞
,八
图2标定用标准试板图
:口腐二蚀三当三量二不集小:于4;哦[/;::一一,一1 一i·—、\\
/
。2
\
/
,j3
\
/
4
\
} /61
口350
眈登●J犒。.铲 l·●—————————+\ 、
64
岱 }.Βιβλιοθήκη -7172啦60:缆咆时73
74
91 I
蚀最为严重的2处进行了割板验证,其腐蚀形貌图 见图4。其中5处的复查结果和相对误差见表1。
表l漏磁检测结果的复验
缺陷编号 底板原始厚度/mm 漏磁扫查的腐蚀当量/%
IO
8.0 45
8.0 48
8.0 54
超声波检测厚度/mm
5
超声波检测腐蚀当量/%
8
乱∞ 巧“
乱北 6巧
孔孔 9≈
乱化 0§
割板后卡尺测量厚度/ram
万方数据
第1期
梁斌,等:5 000 m3蜡油储罐底板的漏磁检测与完整性评定
中坐落于同一罐区、储存介质易燃易爆、有毒等特 点,其泄漏甚至燃烧或爆炸将会威胁人身安全并引 起财产的巨大损失,也会对环境造成严重污染。因 此,开展在用常压储罐的检测与评估,及时了解储罐 的结构完整性及运行状况,对保证其安全使用具有 重大的意义。
2检测对象及仪器
2.1 检测对象及维修历史 本次待检对象为某石化公司一个立式圆筒型储
罐,材料Q235-A,盛装介质为蜡油,操作温度80℃, 操作压力为常压,公称体积5 000 m3,单层底板直径 21.8 m,高11.8 ITI,有约200弘Fn的防腐层,无阴极 保护措施,服役年限15 a。
2008年1月进行开罐检测时,发现环形边缘板 腐蚀严重,某些地方已经出现蜡油渗出现象,逐个对 整个边缘板进行了更换,其余对中幅板部分进行一 定比例的超声波测厚,结果符合SY/T 5921—2000 《立式圆筒形钢制焊接原油罐修理规程》要求。公司 出于安全考虑,决定采用漏磁方法对其余的中幅板 腐蚀状况进行全面检测。 2.2检测仪器
.
误差/ram 相对误差/%
M
¨舢五8m
一一
仉屯 踮4
一一
m
叽量 ¨5
2 t姗Ⅲ O■∞ :、¨
仉8 乱Ⅲ刚 0∞■
往:1)括号内为精_隧侧量结果与割板后亏尺侧量结果的误差或相对误差。
.
这些位置与发生隆起变形较大的72号、92号底板
毗邻,这可能是建造时地基表面没有清理干净,存在
文中采用漏磁方法对某石化公司一个5 000 rn3 蜡油储罐的底板进行了检测,并与超声波测厚与割 板的结果对比验证,探讨了该检测方法的可靠性。 同时,利用API 653对局部修补后的储罐底板的工 况适用性进行了完整性评定。
1漏磁检测方法的原理.
漏磁检测方法是一项新开展的自动化程度较高 的磁学检测技术,其原理为,铁磁材料被磁化后,表 面和近表面缺陷在材料表面形成漏磁场,通过检测
实际检测工作中,采用超声波定点测厚的方法 来检测和评估罐底板的腐蚀状况存在一定困难。这 是因为该方法不能完全有效发现底板下表面腐蚀这 一造成泄漏的主要因素,且对于广泛使用的大型储 罐而言,检测工作量大,检测周期长,费用高,检测结 果不完全准确和全面。近些年来,国际上发展的声 发射检测技术及漏磁检测技术能够克服以上超声波 定点测厚方法的不足,有着良好的应用前景[2 ̄6]。
罐底板漏磁检测使用英国Silver-wing公司最 新生产的FL()()RMAP 2000自动绘图储罐底板腐 蚀快速扫描系统,具有操作简单、检测速度快、检测 结果形象直观(完全的图像和数字化信息)、对被检 罐底和环境没有任何污染及对人无伤害的特点,其 测试仪器原理见图l。
该仪器有共36个霍尔传感器,扫描宽度为 250 mm,扫描速度0.5 m/s,最大扫描长度15 m,最 大扫描厚度20 mm,最大穿透防腐层厚度6 rnm,检测 灵敏度为厚度当量10%(防腐层厚度不大于6 mrn)。
底板腐蚀引起的泄漏是常压储罐的主要失效形 式[1]。国外罐底板的检测与评定主要依据API Std
653 4 Tank Inspection,Repair,AIteration,and Re—
construction))进行。该标准依据储罐底板受力状况 的不同,对采用常规无损方法进行焊缝检测的位置 和抽检的比例进行了明确规定,同时考虑储罐盛装 介质性质及防腐措施。通过计算最大腐蚀速率来规 定底板的最小剩余厚度对腐蚀状况进行评估,为地 上常压储罐提供了预防性维修和检测技术要求。但 该标准对罐底板并没有专门说明具体的检修程序和 范围。国内罐底板的检测主要依据GB 50128— 20054立式圆筒形钢制焊接储罐施工及验收规范》和 SY/T 5921--20004立式圆筒形钢制焊接原油罐修 理规程》进行,焊缝检测的方法及抽检的位置和比例 与API 653类似。采用一定比例的超声波测厚及真 空检漏对底板的腐蚀状况及泄漏进行检测,同时规 定了底板腐蚀的最大平均减薄量和点腐蚀的最大深 度,没有考虑腐蚀速率这一重要因素的影响,评定要 求较为保守。
\101
■!§!§型鼙H
、』
..2 2"20。S
“
·∞办。l。z30∥0 ㈤8I还姣5
690。e=1
1∞
舛
.
埘义
\
3国0
j11
/A
\
j-留
\131啡到 垅;尬
\封
1114
\\~i坫
/.
1∞
/
// ,
图3罐底幅板腐蚀缺陷分布图(图中为扫描起始点)
万方数据
第1期
梁 斌。等:5 000 m3蜡油储罐底板的漏磁检测与完整性评定
20%、40%、60%、80%,相关尺寸见图2,缺陷的具 体分布见图3。
由于待检底板的防腐涂层很薄,因此标定时无 需使用软垫片。标定时,调节探头距试件表面的高 度d,使检测仪器通过标准试板所得的标定值与预 制缺陷程度和位置相吻合,则认为标定完成,可以进 行测试。
I 上 土 .毒...-’茸引
: ●
:旧 ∞ 呻 甘o
漏磁场来发现缺附5|。从某种意义上讲,压力容器
检测中常用的磁粉检测技术也是一种漏磁检测,但 习惯上人们把用传感器测鼍漏磁通的方法称为漏磁 检测,而把用磁粉检测漏磁通的方法称为磁粉检测。
与磁粉检测相比,漏磁检测不仅能够发现构件 表面及近表面的裂纹缺陷,还可以探知背面腐蚀坑 等缺陷的深度和长度,具有较强的穿透能力,而且不 需要对表面进行打磨处理,也可带防腐层检测,极大 降低L检测成本,提高了检测效率,同时减轻了检测 人员的劳动强度。
time(5 years). Key words:atmosphere tank;magnetic flux leakage testing;corrosion;failure analysis;in—
tegrity evaluation
世界各国从石油的战略储备出发,自上世纪70 年代起就开始了大型储罐及罐区的建造。如日本已 建造了10个国家级石油储备基地,法国建成了储备 2 226X104 t石油和1 325×104 t成品油的基地,国
Abstract:Application of magnetic flux leakage(MFL)method to the testing of corrosion in a 5 000 m3 paraffin oil tank bottom was studied.The level and position of corrosion in tank bottom were obtained.It was proved by comparative the result of MFL testing,ultrasonic thickness tes— ting and cutting plate testing that MFL inspection was reliable.According to the above thickness resuIts and visual testing,the main reasons for the corrosion failure of tank bottom were ana— lyzed.This paraffin oil tank bottom was integrity evaluated after repairing based on API 653 code.It was found that the paraffin oil tank bottom could be safe operation in the next periodic