产品作业指导书XLS
- 格式:xls
- 大小:5.90 MB
- 文档页数:105
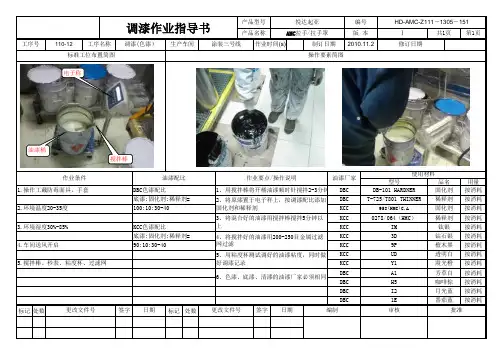
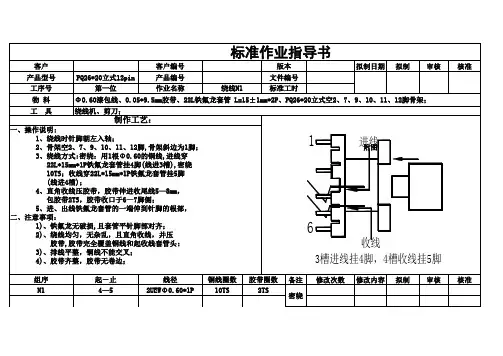
Ⅰ标记处数标记处数作业条件油漆配比作业要点/操作说明油漆厂家2、将原漆置于电子秤上,按调漆配比添加固化剂和稀释剂6、色漆、底漆、清漆的油漆厂家必须相同3、将混合好的油漆用搅拌棒搅拌5分钟以上5、用粘度杯测试调好的油漆粘度,同时做好调漆记录调漆作业指导书4、将搅拌好的油漆用200-250目金属过滤网过滤编制审核批准更改文件号签字日期更改文件号签字日期按消耗DBC1E 番茄蓝按消耗DBC I2月光蓝DBC H5咖啡棕按消耗DBC A1芳草白按消耗5.搅拌棒、秒表、粘度杯、过滤网KCC Y1霞光橙按消耗KCC UD 透明白按消耗4.车间送风开启90:10:30-40KCC 9P 檀木黑按消耗底漆:固化剂:稀释剂=KCC 3D 钻石银按消耗3.环境湿度30%-85%KCC色漆配比KCC IM 钛银按消耗KCC 0278/064(HMC)稀释剂按消耗2.环境温度20-35度100:10:30-40KCC 958(HMC)C.A固化剂按消耗按消耗底漆:固化剂:稀释剂=DBC T-725/T801 THINNER稀释剂按消耗使用材料型号品名用量1.操作工戴防毒面具,手套DBC色漆配比1、用搅拌棒将开桶油漆顺时针搅拌2-3分钟DBC DB-101 HARDNER 固化剂作业时间(s)制订日期2010.11.2修订日期标准工位布置简图操作要素简图工序号110-12工序名称调漆(色漆)生产车间涂装三号线产品型号悦达起亚编号HD-AMC-Z111-1305-151产品名称AMC 拉手/拉手罩版 本共1页第1页搅拌棒油漆桶电子称。

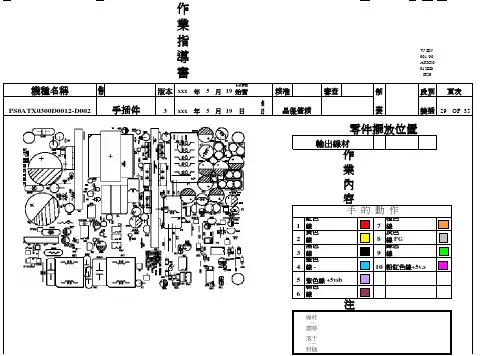
作 業 指 導 書W-EN-001-00-ATX30012ED-H29作 業 指 導 書W-EN-001-00-ATX30012ED-H30E NTECK ENTECKENTECK作業指導書W-EN-001-00-ATX30012ED-H31W-EN-001-00-ATX30012ED-H32W-EN-001-00-ATX30012ED-H33作業 內 容1.檢查元件面的所有元件. a.無漏插.反向.b.定點目視:C1,C15,C13,C10,C15,C26,C25,C26,C27,C50,C29, C30,C31,C32,C32A,C35,C33,C37,C39,C45,C60, 其極性及規格. .c.線材無脫落.損傷.d.所有零件不可歪斜(角度不可超過5~10度),特殊要求除外.e.散熱片不可歪斜.(角度不可超過5度)f.所有零件一律不得浮插.(除小電晶體規定浮插的元件外)g.零件面不可有污穢之臟物.h.PCB 板不得破損斷裂.I.從鏡子內檢查元件腳有無露出PCB,若未露出PCB, 作為不良品處理.(注:對輸出電容定點檢查其極性及規格.)5.對不良元件隔離.修理.6.針對補加的元件必須檢查所掉的元件是否掉在元件面上.3.檢驗后對良品用臘筆在PCB 右下角做" V "記號. 注意: 1.對不良品在檢驗記錄本上做記錄 2.掉落于地上的元件置於紅色料盒. 3.作業時須佩戴靜電環,且須接地良好.規格數量品名料 號規 格位置符號用量 備 注1靜電環112蠟筆123鑷子134料盒145鏡子156789作 業 指 導 書W-EN-001-00-ATX30012ED-H34機種名稱制程站別版本xxx 年5月19日開始實施核准審查制段別頁次PS0ATX0300D0012-D002卡散熱片治具3xxx 年5月19日修改表裝插34OF 35品保簽核治工具作 業 內 容1.將T1,T2扶正並壓平貼PCB.2.將治具卡于HS1與HS2間,使兩散熱片插正.3.插兩牙簽于F-M FAN 孔位.(見綠色圖示)注 意 事 項1.變壓器必須扶正. FAN2.散熱片必須用治具卡正.3.掉落在地上的元件置于紅色料盒.4.作業時須佩戴靜電環,且須接地良好.規格數量品名料 號規 格位置符號用量1靜電環11卡散熱片治具HS1&HS212料盒22牙簽234567W-EN-001-00-ATX30012ED-H35機種名稱制程站別版本xxx 年5月19日開始實施核准審查制段別頁次PS0ATX0300D0012-D002扶零件3xxx年5月19日修改節拍17'S/台表裝插35OF 35品保簽核在圖綠色所示為插牙簽處治工具 備 注作業內容1.將所有元件扶正並壓平貼PCB(特殊元件除外)重點檢查: D9,F1,C24,C29,R5,R5A,C87A,VR44,C85,L35,L77.不可歪斜超出PCB;2.將AC開關和輸出線材互繞.(拉速:14.4mm/s)注意事項1.所有元件必須扶正.2.散熱片必須用治具卡正.3.掉落在地上的元件放於紅色料盒.4.作業時須佩戴靜電環,且須接地良好.治工具備注規格數量品名料號規格位置符號用量1靜電環112料盒223紅色料盒134567。
产品检验作业指导书作业指导书:产品检验一、引言产品检验是确保产品质量的重要环节,通过对产品进行全面、系统的检验,可以有效地发现和解决产品质量问题,提高产品的合格率和客户满意度。
本作业指导书旨在提供产品检验的标准流程和操作方法,确保检验工作的准确性和一致性。
二、检验流程1. 检验准备a. 确定检验项目和标准:根据产品特性和客户要求,确定需要检验的项目和相应的标准。
b. 准备检验设备和工具:根据检验项目的要求,准备相应的检验设备和工具,并确保其正常运行和准确度。
c. 建立检验记录表:根据检验项目的要求,建立相应的检验记录表,用于记录检验结果和问题。
2. 检验操作a. 样品准备:根据检验项目的要求,从生产线上随机抽取样品,并进行编号和标识。
b. 外观检验:对样品进行外观检查,包括颜色、形状、表面缺陷等方面的检验。
c. 尺寸检验:使用合适的测量工具,对样品的尺寸进行精确测量,确保其符合规定的尺寸范围。
d. 功能检验:根据产品的功能要求,进行相应的功能测试,确保产品的性能符合标准要求。
e. 包装检验:对产品的包装进行检查,包括包装完整性、标签准确性等方面的检验。
3. 检验记录和问题处理a. 检验记录:根据检验结果,将检验数据记录在检验记录表中,包括样品编号、检验项目、检验结果等信息。
b. 异常处理:如果发现样品存在问题或者不合格,需要及时记录并通知相关部门进行处理,确保问题及时解决和改进。
4. 检验报告和统计分析a. 检验报告:根据检验记录,生成检验报告,包括样品的检验结果、问题描述、处理情况等信息,用于内部和外部的沟通和交流。
b. 统计分析:对检验结果进行统计和分析,发现产品质量问题的主要原因和改进方向,为产品质量的持续改进提供依据。
三、注意事项1. 检验人员应具备相应的专业知识和技能,熟悉检验项目和标准,确保检验结果的准确性和可靠性。
2. 检验设备和工具应定期校准和维护,确保其准确度和可靠性。
3. 检验过程中应注意安全和环境保护,遵守相关的操作规程和要求。