全数
.
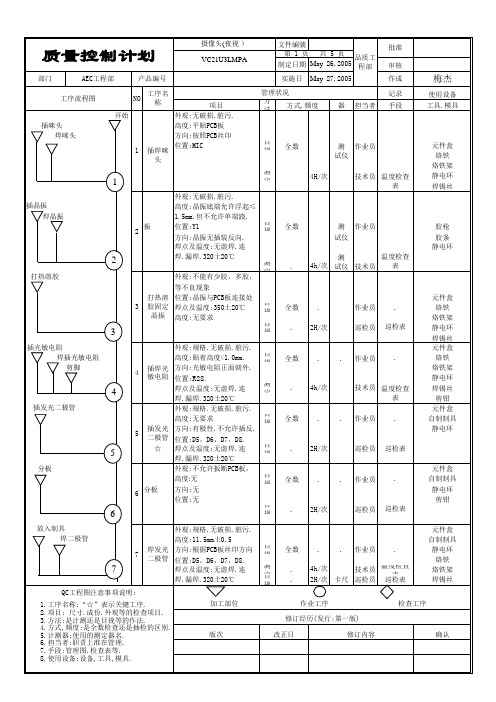
元件盒 烙铁 烙铁架 静电环 焊锡丝 元件盒 烙铁 烙铁架 静电环 焊锡丝 剪钳 元件盒 自制制具 静电环
5
分板
目视
.
2H/次
巡检员
巡检表 元件盒 自制制具 静电环 剪钳
目视
全数
.
.
作业员
.
6
放入制具 焊二极管 外观:规格.无破损.脏污. 高度:11.5mm土0.5 焊发光二 方向:根据PCB板丝印方向 7 极管 位置:D5,D6,D7,D8. 焊点及温度:无虚焊.连 焊.漏焊.320土20℃ 加工部位
4h/次 力矩测 技术员 试仪
作业工序 修订经历(发行:第一版)
检查工序
版次
改正日
修订内容
确认
摄像头(夜视 )
文件編號 品质工 May 26,2005 程部 制定日期 实施日 管理状况 May 27,2005 第 4 页 共 5 页
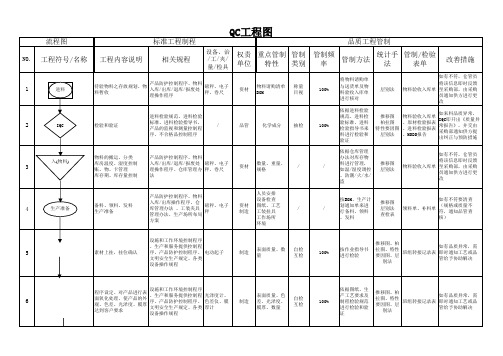
QC工程图 QC工程图
部门 AEC工程部 工序流程图 产品编号 NO 工序名称
全数
.
.
QC
QC日报表
.
2H/次
巡检员
巡检表
全数
.
.
作业员
静电环 黄胶瓶 巡检表 电脑 音频延长线 不良标贴 圆珠笔 周转箱
11
连接音频线 测试咪头 12 音频测试 12 设备驱动检查 画面检查 SENSOR坏点检查 电流检查 外观:破损,污脏油污, 无声音,音小,杂音不允许
目视
.
2H/次
巡检员
测定
目视
全数
.
.
作业员
.
元件盒 静电环
22
装入PCBA板 装上后盖 打螺丝固定 外观:后盖掉漆,偏色不允 装后盖 位置:扭划伤外壳.扭不紧 23 漏扭螺钉均为不良. 目视 取出组件 力矩:1.9土0.2Kgfcm. 测定 元件盒 电批 静电环