MSA测量系统分析讲义kapa解读
- 格式:ppt
- 大小:645.00 KB
- 文档页数:52


6.136.13 计数型测量系统分析计数型测量系统分析——————假设试验分析法假设试验分析法假设试验分析法((Kappa Kappa))说明:参照张智勇所著《ISO/TS16949五大工具最新版一本通》(机械工业出版社)编写。
计数型测量系统的分析是为了确定不同班次,不同生产线的检查人员是否能正确地区分合格品和不合格品,分析出测量结果与标准值的符合程度,以及他们自身和相互之间重复检查的一致程度。
假设试验分析—交叉表法是一种常用的计数型测量系统分析方法。
交叉表法可以在基准值(分析用样品称为基准,用计量型测量系统对样品进行测量,测量值称为基准值)已知的情况下进行,也可以在基准值未知的情况下进行。
在基准值未知的情况下进行,可以评价测量人之间的一致性,但不能评价测量系统区分好与不好的能力。
在基准值已知的情况下,即可评价测量人之间的一致性,又能评价测量人员与基准值的一致性,以及测量的有效性、漏判率和误判率,从而判断出测量人区分合格和不合格零件的能力。
6.136.13.1 .1 .1 未知基准值的一致性分析未知基准值的一致性分析1)随机选取g=50(一般选取g=30~50个样本)个能够覆盖过程范围的零件,对这些零件进行编号。
零件的编号不要让测量人知道,但分析人应该知道。
2)由3名评价人以随机盲测的方式测量所有零件各m=3次,每人测量次数为n=g×m=50×3=150次。
“接受”记为“1”,“拒绝”记为“0”,将三人所测150×3=450个数据记录于表6-21中。
测量时应按这样的规则进行:先让A 测量人以随机顺序对50个零件进行第1轮测量,然后让B 测量人、C 测量人以随机顺序进行第1轮测量,再让A 测量人进行第2轮测量,以此类推,完成测量工作。
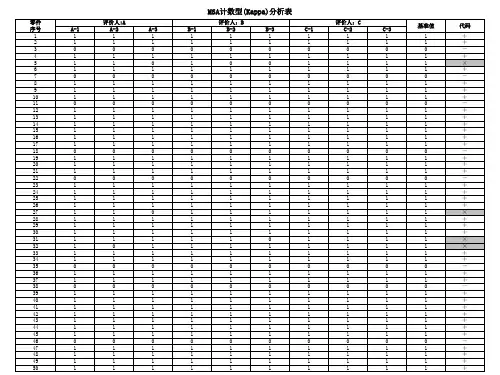
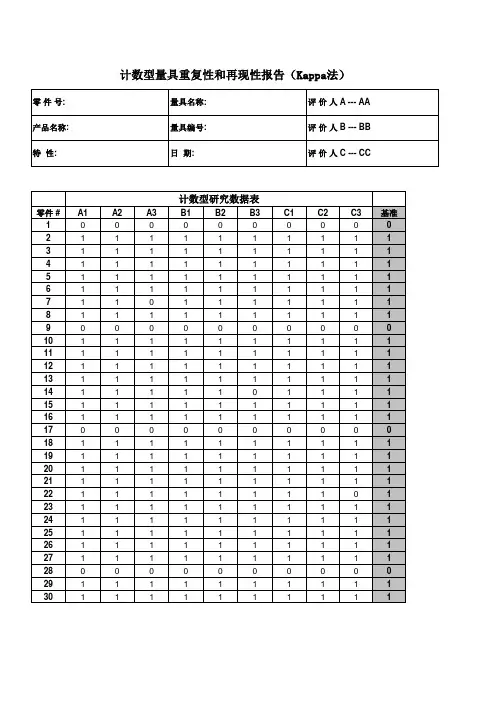
表6-21 计数型测量系统分析数据表零件测量人A 测量人B 测量人C基准基准值代码A-1 A-2 A-3 B-1 B-2 B-3 C-1 C-2 C-31 1 1 1 1 1 1 1 1 1 1 0.476 901 +2 1 1 1 1 1 1 1 1 1 1 0.509015 +3 0 0 0 0 0 0 0 0 0 0 0.576459 -4 0 0 0 0 0 0 0 0 0 0 0.566152 -5 0 0 0 0 0 0 0 0 0 0 0.57036 -6 1 1 0 1 1 0 1 0 0 1 0.544 951 ×7 1 1 1 1 1 1 1 0 1 1 0.465454 ×8 1 1 1 1 1 1 1 1 1 1 0.502295 +9 0 0 0 0 0 0 0 0 0 0 0.437817 -10 1 1 1 1 1 1 1 1 1 1 0.515573 +11 1 1 1 1 1 1 1 1 1 1 0.488905 +12 0 0 0 0 0 0 0 10 0 0.559918 ×13 1 1 1 1 1 1 1 1 1 1 0.542704 +14 1 1 0 1 1 1 1 0 0 1 0.454518 ×15 1 1 1 1 1 1 1 1 1 1 0.517377 +16 1 1 1 1 1 1 1 1 1 1 0.531939 +17 1 1 1 1 1 1 1 1 1 1 0.519694 +18 1 1 1 1 1 1 1 1 1 1 0.484167 +19 1 1 1 1 1 1 1 1 1 1 0.520496 +20 1 1 1 1 1 1 1 1 1 1 0.477236 +21 1 1 0 1 0 1 0 1 0 1 0.452310 ×22 0 0 1 0 1 0 1 10 0 0.545604 ×23 1 1 1 1 1 1 1 1 1 1 0.529065 +24 1 1 1 1 1 1 1 1 1 1 0.514192 +25 0 0 0 0 0 0 0 0 0 0 0.599581 -26 0 1 0 0 0 0 0 0 1 0 0.547204 ×27 1 1 1 1 1 1 1 1 1 1 0.502436 +28 1 1 1 1 1 1 1 1 1 1 0.521642 +29 1 1 1 1 1 1 1 1 1 1 0.523754 +30 0 0 0 0 0 1 0 0 0 0 0.561457 ×31 1 1 1 1 1 1 1 1 1 1 0.503091 +32 1 1 1 1 1 1 1 1 1 1 0.505850 +33 1 1 1 1 1 1 1 1 1 1 0.487613 +34 0 0 1 0 0 1 0 1 1 0 0.449696 ×35 1 1 1 1 1 1 1 1 1 1 0.498698 +36 1 1 0 1 1 1 1 0 1 1 0.543077 ×37 0 0 0 0 0 0 0 0 0 0 0.409238 -38 1 1 1 1 1 1 1 1 1 1 0.488184 +39 0 0 0 0 0 0 0 0 0 0 0.427687 -40 1 1 1 1 1 1 1 1 1 1 0.501132 +41 1 1 1 1 1 1 1 1 1 1 0.513779 +42 0 0 0 0 0 0 0 0 0 0 0.566575 -43 1 0 1 1 1 1 1 1 0 1 0.462410 ×44 1 1 1 1 1 1 1 1 1 1 0.470832 +45 0 0 0 0 0 0 0 0 0 0 0.412453 -46 1 1 1 1 1 1 1 1 1 1 0.493441 +47 1 1 1 1 1 1 1 1 1 1 0.486379 +48 0 0 0 0 0 0 0 0 0 0 0.587893 -49 1 1 1 1 1 1 1 1 1 1 0.483803 +50 0 0 0 0 0 0 0 0 0 0 0.446697 -3)根据表6-21中的0和l 数据的结果将评价人A 和B、B 和C、A 和C 利用交叉表方法进行统计(见表6-22),A*B 栏中“0*0”代表A、B 两人均判拒绝的次数,统计有44个;“0*1”代表A 判拒绝而B 判接受的次数,统计有6个;“1*0”代表A 判接受而B 判拒绝的次数,统计有3个;“1*1”代表AB 两人同时判为接受的次数,统计有97个,将统计结果依次填入表6-22中。
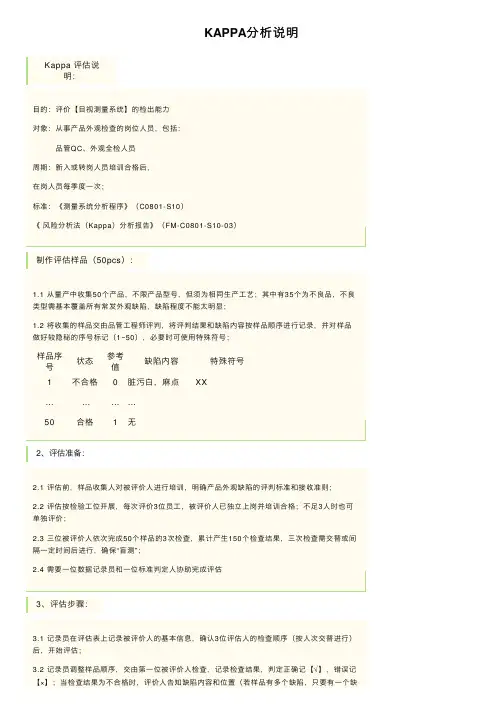
KAPPA分析说明Kappa 评估说明:⽬的:评价【⽬视测量系统】的检出能⼒对象:从事产品外观检查的岗位⼈员,包括:品管QC、外观全检⼈员周期:新⼊或转岗⼈员培训合格后,在岗⼈员每季度⼀次;标准:《测量系统分析程序》(C0801-S10)《风险分析法(Kappa)分析报告》(FM-C0801-S10-03)制作评估样品(50pcs):1.1 从量产中收集50个产品,不限产品型号,但须为相同⽣产⼯艺;其中有35个为不良品,不良类型需基本覆盖所有常发外观缺陷,缺陷程度不能太明显;1.2 将收集的样品交由品管⼯程师评判,将评判结果和缺陷内容按样品顺序进⾏记录,并对样品做好较隐秘的序号标记(1~50),必要时可使⽤特殊符号;样品序号状态参考值缺陷内容特殊符号1不合格0脏污⽩,⿇点XX… ………50合格1⽆2、评估准备:2.1 评估前,样品收集⼈对被评价⼈进⾏培训,明确产品外观缺陷的评判标准和接收准则;2.2 评估按检验⼯位开展,每次评价3位员⼯,被评价⼈已独⽴上岗并培训合格;不⾜3⼈时也可单独评价;2.3 三位被评价⼈依次完成50个样品的3次检查,累计产⽣150个检查结果,三次检查需交替或间隔⼀定时间后进⾏,确保“盲测”;2.4 需要⼀位数据记录员和⼀位标准判定⼈协助完成评估3、评估步骤:3.1 记录员在评估表上记录被评价⼈的基本信息,确认3位评估⼈的检查顺序(按⼈次交替进⾏)后,开始评估;3.2 记录员调整样品顺序,交由第⼀位被评价⼈检查,记录检查结果,判定正确记【√】,错误记【×】;当检查结果为不合格时,评价⼈告知缺陷内容和位置(若样品有多个缺陷,只要有⼀个缺陷描述正确,即判为正确);3.3 重复步骤1.2,完成余下的8轮样品检查,记录检查结果;再将⼿⼯数据录⼊【kappa分析报告】,形成评估结果报告(合格由1表⽰,不合格由0表⽰)。
3.4 检查中如对样品缺陷有异议,由标准判定⼈评判4、评估结果(判定准则):条件⼀:⼀致性(Kappa值)0.75<Kappa≤1表⽰有很好的⼀致可接受0.4<Kappa≤0.75表⽰⼀致性⼀般条件接受0<Kappa≤0.4表⽰⼀致性不好不可接受条件⼆:有效性&漏判率&误判率结果有效性漏判率误判率备注可接受≥90%≤2%≤5%同时满⾜条件接受≥80%≤5%≤10%同时满⾜不可接受<80%>5%>10%满⾜⼀个测量系统判定条件⼀和条件⼆同时为【可接受】,测量系统判为【可接受】条件⼀和条件⼆同时为【不可接受】,测量系统判为【不可接受】其他情形,测量系统判为【条件接受】,需明确限定条件5、结果应⽤:5.1 部门主管基于测量系统评估结果,更新员⼯的技能等级⽬视表;每季度定期评估后,再次更新技能等级⽬视表;5.2 评价结果为【不可接受】时,关联部门应暂停该测量系统的使⽤,并对已检测的产品进⾏追溯处理;并基于分析报告改进测量系统,如⼈员培训、检查⽅法调整、检查环境改善,必要时考虑调整被测⼈员的岗位安排;5.3评价结果为【条件接受】时,关联部门需采取措施持续改进。
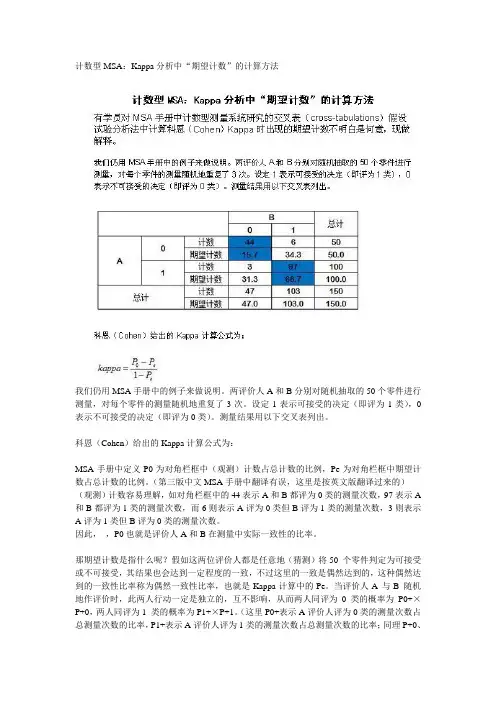
计数型MSA:Kappa分析中“期望计数”的计算方法我们仍用MSA手册中的例子来做说明。
两评价人A和B分别对随机抽取的50个零件进行测量,对每个零件的测量随机地重复了3次。
设定1表示可接受的决定(即评为1类),0表示不可接受的决定(即评为0类)。
测量结果用以下交叉表列出。
科恩(Cohen)给出的Kappa计算公式为:MSA手册中定义P0为对角栏框中(观测)计数占总计数的比例,Pe为对角栏框中期望计数占总计数的比例。
(第三版中文MSA手册中翻译有误,这里是按英文版翻译过来的)(观测)计数容易理解,如对角栏框中的44表示A和B都评为0类的测量次数,97表示A 和B都评为1类的测量次数,而6则表示A评为0类但B评为1类的测量次数,3则表示A评为1类但B评为0类的测量次数。
因此,,P0也就是评价人A和B在测量中实际一致性的比率。
那期望计数是指什么呢?假如这两位评价人都是任意地(猜测)将50 个零件判定为可接受或不可接受,其结果也会达到一定程度的一致,不过这里的一致是偶然达到的,这种偶然达到的一致性比率称为偶然一致性比率,也就是Kappa计算中的Pe。
当评价人A 与B 随机地作评价时,此两人行动一定是独立的,互不影响,从而两人同评为0 类的概率为P0+×P+0,两人同评为1 类的概率为P1+×P+1。
(这里P0+表示A评价人评为0类的测量次数占总测量次数的比率,P1+表示A评价人评为1类的测量次数占总测量次数的比率;同理P+0、P+1分别表示B评价人评为0类的测量次数占总测量次数的比率,和B评价人评为1类的测量次数占总测量次数的比率。
这时偶然一致性比率Pe = P0+×P+0+ P1+×P+1。
因此,这里15.7和68.7分别就是两评价人同时评为0类和1类的期望计数,分别为对应单元格行总计数乘以列总计数除以总计数(即总测量次数)所得。
同样31.3和34.3这两个期望计数也是按同样方式得出的。
超详细MSA测量系统分析讲解MSA(Measurement System Analysis)是一种用于评估测量系统准确性和可重复性的方法。
它被广泛应用于各种工业领域,特别是质量管理和过程改进领域。
下面将详细介绍MSA的一些关键概念和测量过程。
首先,MSA的主要目标是确保测量系统能够准确地衡量一个过程或产品的特性。
测量系统可以是任何用于测量的工具、设备或方法,如卡尺、天平、人工测量等。
为了评估测量系统的准确性和可重复性,主要使用以下几个指标:1. 精确度(Accuracy): 指测量结果与真实值之间的接近程度。
通常通过与已知的标准进行比较来评估。
2. 可重复性(Repeatability): 指在重复测量同一样本时,测量系统的结果之间的一致性。
这可通过多次测量同一样本并比较结果来评估。
3. 重现性(Reproducibility): 指在不同的条件下,不同操作员使用相同的测量系统测量同一样本时,测量结果之间的一致性。
现在,我们将介绍MSA的几个主要步骤:1.选择适当的测量系统:首先需要确定要使用的测量系统,这取决于所需测量的特性以及资源和时间的限制。
为了选择合适的测量系统,需要考虑其测量范围、精度和可靠性等因素。
2.收集数据:在进行MSA时,需要收集足够的数据量以便对测量系统进行分析。
数据收集可以通过抽样、重复测量或使用模拟数据等方式进行。
3.分析数据:收集到数据后,需要对其进行统计分析。
常用的分析方法包括直方图、均值-方差图和相关性分析等。
通过这些分析,可以计算出测量系统的准确性和可重复性指标。
5.评估测量系统:通过上述步骤,可以评估测量系统的准确性和可重复性,并确定它是否符合要求。
如果发现测量系统存在问题,可以采取改进措施,如校准、调整或更换测量设备等。
需要注意的是,MSA不仅适用于新的测量系统,也适用于已经在使用的测量系统。
对于已经在使用的测量系统,MSA可以帮助识别潜在的问题并提出相应的改进建议。