参数曲线的通用插补算法研究
- 格式:pdf
- 大小:187.77 KB
- 文档页数:4

基于单位弧长增量插补法的参数曲线电火花线切割插补方法研究陈昊;陈默;奚学程;赵万生【摘要】A parametric curve interpolation algorithm for WEDM which is based on unit arc length increment method is proposed. Each coordinate axes are treated as the functions of arc length. In each interpolation period,the interpolation reference point moves 1 unit arc length along the curve and the corresponding increments of each axis are accumulated. Once the accumulator of an axis exceeds ,it will move 1 basic length unit. The interpolations of involute,cycloid,Archimedes spiral,parabola are achieved by using this interpolation method which starts from parametric curve interpolation structure. The ruled surfaces which are described by two curves in the upper and lower planes of a workpiece can be directly interpolated by taking re-parameterization of the shorter curve to unify the arc length parameter.%对电火花线切割中基于单位弧长增量法的参数曲线插补方法进行了研究。

数据插补的方法一、引言数据插补是一种常见的数据处理方法,用于填补缺失值或补全不完整的数据序列。
在实际应用中,由于各种原因(如传感器故障、网络异常等),数据可能会出现缺失或不完整的情况,这时候就需要使用数据插补方法来处理这些问题。
本文将介绍几种常见的数据插补方法,并对其优缺点进行分析和比较。
二、常见的数据插补方法1. 线性插值法线性插值法是最简单、最基础的数据插补方法之一。
它假设缺失值在两个已知数据点之间,且在这两个点之间变化是线性的。
具体地,设已知两个点 $(x_1, y_1), (x_2, y_2)$,则对于 $x_1 \leq x \leqx_2$ 的任意 $x$,可以通过以下公式计算其对应的 $y$ 值:$$y = y_1 + \frac{y_2 - y_1}{x_2 - x_1} (x - x_1)$$线性插值法简单易懂,计算速度快,但它假设变化是线性的,在某些情况下可能会产生较大误差。
2. 拉格朗日插值法拉格朗日插值法是一种多项式插值方法,它通过已知数据点构造一个多项式函数,再用该函数计算缺失值。
具体地,设已知 $n+1$ 个点$(x_0, y_0), (x_1, y_1), \cdots, (x_n, y_n)$,则可以构造一个 $n$ 次多项式函数:$$L(x) = \sum_{i=0}^n y_i \prod_{j=0,j\neq i}^n \frac{x - x_j}{x_i - x_j}$$对于任意 $x$,都可以用 $L(x)$ 计算其对应的 $y$ 值。
拉格朗日插值法可以精确地拟合已知数据点,但当数据量较大时计算复杂度较高,并且容易产生龙格现象(即在插值区间两端出现震荡的现象)。
3. 样条插值法样条插值法是一种分段多项式插值方法,它将整个插值区间划分为若干小区间,在每个小区间内构造一个低次数的多项式函数。
具体地,在每个小区间内,设已知两个点 $(x_i, y_i), (x_{i+1}, y_{i+1})$,则可以构造一个三次样条函数:$$S_i(x) = a_i + b_i(x - x_i) + c_i(x - x_i)^2 + d_i(x - x_i)^3$$要求 $S_i(x)$ 在 $[x_i, x_{i+1}]$ 上满足以下条件:- 在插值点处,$S_i(x_i) = y_i$,$S_{i}(x_{i+1})=y_{i+1}$;- 在插值点处,$S'_i(x_{i})=S'_{i-1}(x_{i})$,即两个相邻区间的导数相等;- 在插值点处,$S''_i(x_{i})=S''_{i-1}(x_{i})$,即两个相邻区间的二阶导数相等。

NURBS曲线插补技术NURBS 曲线插补技术1. 前⾔数控系统的NURBS曲线插补技术是基于PC开放式数控系统的发展关键技术之⼀。
数控加⼯时经常遇到诸如飞机的机翼、汽车流线型覆盖件、成型模具型腔、汽轮机叶⽚等许多具有复杂外形型⾯的零件,CAD/CAM 通常⽤列表曲线来描述它们。
列表曲线的拟合⽅法很多,如三次样条、B样条、圆弧样条及⽜顿插值⽅法等。
由于NURBS曲线具有良好的直观性,且在“局部性”及收敛、逼近性⽅⾯占有优势,已经成为当前最为通⽤的列表曲线拟合⽅法,利⽤NURBS在CAD/CAM系统中可以使所有的曲线具有统⼀的数学表达式,国际标准化组织(ISO)在其正式颁布的⼯业产品⼏何定义STEP标准中,亦将NURBS作为产品交换的国际标准。
于是,对CNC添加NURBS曲线曲⾯插补功能,成为现代开放式数控系统的关键技术之⼀。
基于PC 开放式数控系统可以充分利⽤PC的强⼤计算能⼒,实现NURBS曲线曲⾯⾼速度⾼精度的实时插补。
2.数控插补原理在CNC系统中,插补器的硬件功能全部或部分地由计算机的系统程序来实现。
CNC根据来⾃数据处理结果缓冲区中存储的零件程序数据段的信息,以数字⽅式进⾏计算,不断向系统提供坐标轴的位置命令,这种计算叫做插补计算,简称插补。
插补软件的任务是完成在轮廓起点到终点的中间点的坐标计算。
尤其对于轮廓控制系统⽽⾔,插补是最重要的计算任务。
插补必须是实时的,即必须在有限的时间内完成计算任务,对各坐标轴分配速度或位置信息。
插补程序的运⾏时间和计算精度影响着整个CNC系统的性能指标。
总结⽬前普遍应⽤的插补算法可分为两类:(1)脉冲增量插补。
脉冲增量插补也称为⾏程标量插补,就是⽤软件模拟NC系统常⽤的逐点⽐较法、DDA积分法以及这两种算法的改型算法。
插补的结果是产⽣单个的⾏程增量,以⼀个个脉冲的⽅式输出给步进电机。
脉冲增量插补输出的频率主要受插补程序所⽤的时间限制,适⽤于中等精度和中等速度,以步进电机为驱动元件。
第16卷 第4期1997年 7月机械科学与技术M ECHA N CAL SCIEN CE A ND T ECHN O L OG Y V o l.16No.4Jul 1997赵 毅曲线的通用参数插补算法赵 毅 卢秉恒(西安交通大学 西安 710049)摘 要 一般的CNC 系统往往只提供直线和圆弧插补功能。
尽管一些较新的系统也提供了二次曲线或某些样条曲线的插补程序,但仍然不能满足CA D 系统的曲线和曲面造型能力对CA M 系统的要求。
本文研究了曲线的参数插补技术,提出了曲线的通用参数插补算法。
关键词 CN C 曲线 参数插补中图号 T H12引 言实时插补程序要求在设定的采样周期内实时计算出各坐标轴的进给量。
由于一般的NC 和CNC 的运算速度较慢,且往往只提供直线和圆弧插补程序,虽然较新的CNC 也提供某些二次曲线或样条曲线的插补功能,但这与现行CAD 系统丰富的曲线和曲面功能是很不相适应的,而且对于较复杂的曲线采用直线或圆弧段拟合,还会引起诸如数据量大,精度较差,进给速度不均,通用性差,编程复杂等一些问题。
事实上,随着计算机技术的发展,PC 机的性能大大增强,使得编写插补程序的主要顾虑——运算速度问题已退居其次,这就为摆脱传统的插补方法提供了硬件基础。
参数插补技术是最近几年出现的一种插补技术[1][2],其基本思想是,对由参数方程表示的曲线,通过计算参变量的增量直接由参数方程计算各坐标轴位置。
计算参变量增量的准则是,在每一个相同的采样周期中,进给微段的长度要一样,从而保证均匀的进给速度。
很显然,在每一采样周期中,参变量的增量是不一定相等的。
对于参变量为u 的平面参数曲线:x =x (u )y =y (u ) u 0 u u 1(1) 文献[1]中提出了运用x 和y 对u 的一阶(或二阶)导数的方法来计算u 的增量,即u k +1=u k +VT /(x ′2k +y ′2k )1/2(2)式中V 为插补速度,T 为采样周期,显然这需要求出曲线切矢分量d x /d u 和d y /d u 的解析形式,因而不便于编写通用的插补程序。
数控系统插补算法和优化设计1、引言数控系统所加工的零件要求的加工轨迹各种各样:有圆弧、直线、椭圆、抛物线等等。
然而设备的加工点的移动方向是有限的,一般设备工作台只有X、Y两个方向。
也就是要在加工曲线精度的范围内用折线来拟合出误允许的曲线。
这一过程称为插补(Interpolation)。
在数控加工中首先要给出加工的误差范围。
为满足这一要求,在加工中二维或三维的特征点应该由插补算法算出。
插补算法一般由插入器和升降速算法组成。
插补算法的最终结果是以良好的内插值替换的,然后译成指令对位置进行循环控制,控制机床轴心的运动,对未加工材料进行加工。
在常规的插补算法中,每个单位时间内的移动距离是沿着X,Y,Z轴计算,通过升降速实现进给运动的。
在这种情况下,路径误差由插补生成的理想曲线轮廓和实际沿X,Y,Z轴升降速的步进间距。
最终这种路径误差会在实际的数控加工中体现出来。
另外,路径误差呈现出的不同误差情况取决于不同的升降速方法。
数控系统通常有直线和圆弧的插补,其他的曲线可以用这两种来逼近。
多年来,人们研究了很多软件和硬件的插补方法,去解决插补过程中的高精度、高速度以及适用范围等计算问题,对于硬件插补器,它的电路比较复杂,需要的元件较多,造价高,可靠性差,因而企业一般不采用硬件插补。
对于软件插补器,它完全借助于计算机的通用硬件,通过编程指令来完成插补运算,它与硬件插补器相比,特点如下:A、不必改动硬件,只要根据插补公式采用不同的插补程序就能获得不同的轨迹曲线;B、每次插补计算坐标增量可以大于一个进给单位,因此获得不受限制的进给速度;C、可以插补比较复杂的曲线。
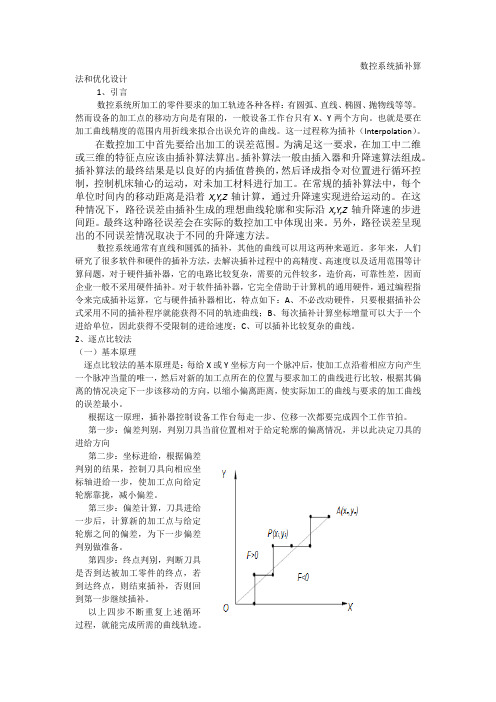
2、逐点比较法(一)基本原理逐点比较法的基本原理是:每给X或Y坐标方向一个脉冲后,使加工点沿着相应方向产生一个脉冲当量的唯一,然后对新的加工点所在的位置与要求加工的曲线进行比较,根据其偏离的情况决定下一步该移动的方向,以缩小偏离距离,使实际加工的曲线与要求的加工曲线的误差最小。
数控编程中的曲线插补算法分析数控编程是现代制造业中不可或缺的一环,它将设计师的创意转化为机器能够理解和执行的指令。
在数控编程中,曲线插补算法是一个重要的技术,它能够将离散的点连接起来,形成平滑的曲线轨迹。
本文将对数控编程中的曲线插补算法进行分析。
首先,我们需要了解曲线插补算法的基本原理。
在数控编程中,曲线通常用一系列的离散点来表示,这些点被称为插补点。
曲线插补算法的目标是通过这些插补点,计算出机床在每个离散时间点上的位置和速度,从而实现平滑的运动。
常见的曲线插补算法有直线插补算法、圆弧插补算法和样条插补算法等。
直线插补算法是最简单的一种插补算法,它通过计算两个相邻插补点之间的直线方程,来确定机床的位置和速度。
圆弧插补算法则是通过计算圆弧的参数方程,来实现机床的曲线运动。
样条插补算法则是通过一系列的插值点和控制点,来生成平滑的曲线轨迹。
在实际应用中,曲线插补算法需要考虑多个因素,例如加速度限制、速度限制和精度要求等。
加速度限制是指机床在运动过程中的加速度不能超过一定的限制,以避免机床的震动和损坏。
速度限制则是指机床在运动过程中的速度不能超过一定的限制,以确保运动的平稳和安全。
精度要求则是指机床在运动过程中的位置误差不能超过一定的限制,以保证产品的质量。
除了基本的曲线插补算法,还有一些高级的曲线插补算法被广泛应用于数控编程中。
例如,B样条曲线插补算法是一种常用的曲线插补算法,它通过一系列的控制点和节点向量,来生成平滑的曲线轨迹。
贝塞尔曲线插补算法则是一种基于贝塞尔曲线的插补算法,它通过控制点和权重系数,来生成平滑的曲线轨迹。
曲线插补算法的选择和应用,需要根据具体的制造需求和机床性能来确定。
在选择曲线插补算法时,需要考虑产品的设计要求、机床的性能和加工的复杂程度等因素。
同时,还需要进行算法的优化和调整,以提高加工效率和产品质量。
总之,曲线插补算法是数控编程中的重要技术之一,它能够将离散的点连接起来,形成平滑的曲线轨迹。
样条曲线插补方法综述
在计算机辅助设计和制造领域中,曲线插补是一项重要的工作,它涉及到许多科学和工程领域中的应用,如航空航天、汽车制造和医疗业等。
在曲线插补中,样条曲线是一个常用的技术,它能够以较高的精度为工程师提供曲线信息。
样条曲线是由一些点组成的平滑曲线,它是通过数学逼近进行计算的。
它的优势在于它对点的位置关系非常敏感,所以可以在尽可能少的点数量的情况下实现高精度曲线插值。
与其他机器学习方法不同,样条曲线是一个经典方法,已经广泛应用于各种领域中。
首先,样条曲线的方法适用于一系列问题。
无论是进行机器学习还是简单的几何图形设计,样条曲线都可以发挥重要的作用。
此外,样条曲线也可以被用来建模和分析数据,在计算机绘图、机器视觉和医学成像等领域中发挥重要作用。
其次,样条曲线是一种基于插值的方法,它可以自动处理曲线的多个节点,从而提高曲线的精度。
这使得样条曲线成为工程师最喜欢使用的曲线插值方法之一。
此外,样条曲线有很好的实时性能。
在计算机控制的回路中,样条曲线可以被快速运算,从而更好地满足对快速计算的要求。
它还能够自适应地调整曲线权重,以得到更优的答案。
最后,样条曲线也有一些局限性,这些缺点可能会影响到样条曲线的精度和可靠性。
它需要有高度精确的节点,如果节点误
差太大,它会影响到曲线的精度。
另外,样条曲线不能处理很弯曲的曲线,因为它们需要更精确的节点来获得正确的结果。
总的来说,样条曲线是一种强大的工具,适用于众多领域。
当我们需要从数据中获取复杂的信息或者需要个性化的几何制图时,样条曲线是一种强大的辅助工具。