CNC石墨电极加工操作步骤
- 格式:doc
- 大小:20.50 KB
- 文档页数:1
石墨电极工艺流程
(1)锻烧。
石油焦或沥青焦都需要进行锻烧,锻烧温度应 达到1350T,以充分脱除炭质原料所含的挥发分,提高焦炭的真密度、机械强度和导电性。
(2)破碎、筛分和配料。
将焙烧过的炭质原料破碎及筛分 成指定尺寸的骨料颗粒,部分焦炭磨成细粉,按照配方称量后集 聚组成各种颗粒的干混合料。
(3)混捏。
在加热状态下将定量的各种颗粒的干混合料与 定量的黏结剂搅拌混匀、捏合成可塑性糊料。
(4)成型。
在外部压力作用下(挤压成型)或高频振动作 用下(振动成型)将糊料压制成具有一定形状及较高密度的生 电极(生坯)。
(5)焙烧。
将生电极置于特制的焙烧炉中,采用冶金焦粉 对生电极进行填充和覆盖,在1250℃左右的高温下使黏结剂炭 化生成黏结焦,由此制得焙烧炭质电极。
(7)石墨化。
将焙烧炭质电极装入石墨化炉中,覆盖保温 料,采用直接通电产生高温的加热方式,在2200~3000℃的高 温下将炭电极转化成具有石墨晶质结构的石墨电极。
(8)机械加工。
按照使用要求,对石墨电极毛坯进行表面 车削、平端面及连接用的螺孔加工,并加工用于连接的接头。
。
石墨电极的工艺流程详解下面我为大家介绍一下各种工序原料:用于炭素生产的原料有哪些在炭素生产中,通常采用的原料可分为固体炭质原料和粘结剂及浸渍剂两类。
固体炭质原料包括石油焦、沥青焦、冶金焦、无烟煤、天然石墨和石墨碎等;粘结剂和浸渍剂包括煤沥青、煤焦油、蒽油和合成树脂等。
此外生产中还使用一些辅助物料,如石英砂、冶金焦粒和焦粉。
生产一些特种炭和石墨制品(如炭纤维、活性炭、热解炭和热解石墨、玻璃炭)则采用其他一些特殊原料。
煅烧:什么叫煅烧?哪些原料需要煅烧?碳质原料在隔绝空气的条件下进行高温(1200-1500°C)热处理的过程称为煅烧。
煅烧是炭素生产的第一道热处理工序,煅烧使各种炭质原料的结构和物理化学性质发生一系列变化。
无烟煤和石油焦都含有一定数量的挥发份,需要进行煅烧。
沥青焦和冶金焦的成焦温度比较高(1 000°C以上),相当于炭素厂内煅烧炉的温度,可以不再煅烧,只需烘干水分即可。
但如果沥青焦和石油焦在愀烧前混合使用,则应与石油焦一起送入煅烧炉煅烧。
天然石墨和炭黑则不需要进行愀烧。
压型:挤压成型原理是怎样的?挤压过程的本质是在压力下使糊料通过一定形状的横嘴后受到压实和塑性变形而成为具有一定形状和尺寸的毛胚。
挤压成型过程主要是糊料的塑性变形过程。
糊料挤压过程是在料室(或称糊缸)和圆弧式型嘴内进行的。
装入料室内的热糊料在后部主柱塞的推动下。
迫使糊料内的气体不断排除,糊料不断密实,同时糊料向前运动。
当糊料在料室的圆筒部分运动时,糊料可看作稳定流动,各颗粒料层基本上是平行移动的。
当糊料进入到具有圆弧变形的挤压嘴子部位时,紧贴嘴壁的糊料前进中受到较大的摩擦阻力,料层开始弯曲,糊料内部产生精心整理不相同的推进速度,内层糊料推进超前,导致制品沿径向密度不均匀,因此在挤压块内产生内外层流速不同而引起的内应力。
最后糊料进入直线变形部分而被挤出。
焙烧:什么是焙烧?焙烧的目的是什么?焙烧是压型后的生制品在加热炉内的保护介质中,在隔绝空气的条件下,按一定的升温速度进行加热的热处理过程。

电极石墨加工机安全操作及保养规程一、安全操作电极石墨加工机在加工过程中存在液压、气压、机械等多种危险因素,因此必须严格执行以下安全操作规程:1.操作前应认真阅读机械说明书,了解机械的性能和组成部分,熟悉加工工艺流程和作业操作,掌握操作方法和注意事项。
2.穿戴好工作服、工装及工作鞋,发型整齐,不得戴帽子,长发应整齐束起。
3.要在操作前检查机械结构、传动部件是否完好,必要时进行维修保养,确保机械处于良好的工作状态。
4.加工件的装载和卸载应按照说明书的规定进行,不得超载或者过高的操作。
5.在加工过程中,不得伸手或者肢体进入机械设备的作业区域,以免发生意外伤害。
6.不得私自擅自修改机械设备的设置参数和工作状态,必要时应当经过专业人员的修改与操作。
7.在加工过程中,如遇到异常情况应立刻停机,拨打紧急救援电话处理问题。
8.加工完成后,应当将机械设备复位,清理加工区域,封闭机械设备,切断电源,并进行设备的定期检查和维护。
二、保养规程电极石墨加工机是一种高性能的机械设备,其正常的使用寿命和工作效率与保养的好坏息息相关,因此,必须严格执行以下保养规程:1.机械保养要定时、定期、定流程,制定好具体的保养计划,按照要求进行保养。
2.保养周期视具体情况而定,一般以每年保养一次为宜,从机器的一般情况到机器转子,轴承到润滑油都要进行全面检查。
3.保持机械设备清洁干燥,减少灰尘和杂物的侵入。
4.保持加工区域的良好通风,确保加工环境的干净卫生。
5.定期清洗和更换润滑油,确保机械设备运转良好,并延长机械设备的使用寿命。
6.保养时要注意安全,必要时穿戴好防护用品。
以上就是电极石墨加工机安全操作及保养规程,希望通过这些规程能够确保机械的正常使用和正常维护,确保工作的高效性和工作人员的安全。
石墨电极编程作业标准目的:为了完善公司的编程管理制度,电脑文档管理,编程方法,加工参数,程序单制做,各种类型的工件的刀路编写能有固定.统一的制度及方法。
以达到公司各类型产品制做周期准时,确保生产编排运作正常,产品质量稳定,赢得客户信任。
和提高编程技术人员编程技能之目的。
目录:1.电脑管理制度。
2.图档管理及NC程序管理规范。
3.程序单编写归定。
4.一般类型电极编程技巧及实例。
5.超行程电极的编程方法。
6.喇叭网孔电极编程方法。
7.EROW A制具使用方法。
8.长条(小电极用)夹具组使用方法。
电脑管理制度1.1 每台电脑责任人必须管理好所用电脑及其各组件之保护及保养,以确保无遗失,无损坏,能够长期正常运作。
1.2 电脑外表面必须每天清理.主机箱每周清理一次。
1.3 电脑不得私自更改.添加及删除用户名和密码。
1.4 未经主管批准.不得安装工作必须使用的软件之外的任何电脑程序及软件.如:游戏.音乐.非本公司常用编程软件等。
1.5不得私自拷贝.删除公司电脑内的任何资料。
1.6电脑如有硬件方面故障要及时填写“电脑维修申请单”交由电脑部处理。
图档管理及NC程序管理规范电极编程技巧及实例特别说明:骨位电极侧面光刀一般选用平底刀或平底R角刀,其加工步距一定要跟据骨位斜度设定加工下切步距.我公司归定为:从0到0.5度每刀下切0.22MM, 从0.5到1度每刀下切0.2MM, 从1到2度每刀下切0.17MM, 从2到5度每刀下切0.12---0.15MM,如斜度大于5度可跟据电极型壮选合理的刀具及步距(一般用球头刀)。
扫顶程序:(目的:铲掉高度方向多余材料)每个电极必须要有扫顶程序,编程用“偏置粗加工策略”分2层加工,每层下2MM,高度方向留0.3MM余量以防顶部出现崩缺现像无法正常光刀。
试料程序:(目的:检查材料是否适合加工要求尺寸)试刀程序在扫顶之后以工件最大外型走一刀,高度要比最高点高出0.1MM,径向留0.2MM余量。
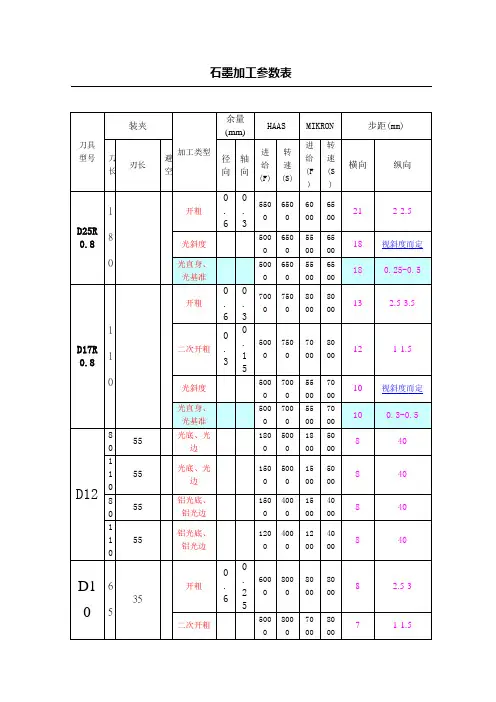
石墨加工参数表若加工过程中需要的“刀长”值还大一些,则各项速度值均应相应调低!反之,可适当调高一些.2.由于所列F.S.基本上全部为高速切削,对于3D图中有很多拐角和利角的情况,编程时要将刀路作修圆及平顺处理,否则很可能会发生弹刀或过切,这样对刀刃损耗很大同时会伤及工件!3."视斜度而定"的具体多少度走多少丝的步距,请参考"切削参数计算公式".单击"视斜度而定",可用于跟踪"参数计算公式".热锁刀头表米克朗小机哈斯机D3刀柄D1=6D2=11D3=20L1=50D3刀柄D1=8D2=12L1=55L2=42D4刀柄D1=7D2=12D3=20L1=50D4刀柄D1=7D2=12L1=55L2=42D6刀柄D1=9D2=14D3=20L1=50D6刀柄D1=9D2=14L1=55L2=42D10刀柄D1=13D2=18D3=26L1=60D10刀柄D1=13D2=18L1=55L2=45米克朗大机D3刀柄加长D1=6 D2=13 L1=80 L2=88 D4刀柄D1=7 D2=12 L1=55 L2=42 D6刀柄加长D1=9 D2=19 L1=110 L2=98 D10刀柄D1=13 D2=18 L1=52 L2=42最新机加工刀库表制定: 宋志确认:常用刀具较常用刀具但是由于三台小HAAS刀库不够,加工时需更改刀号,其它机床可固定这六把刀.T17-T22为较常用刀具,同样除了小HAAS外,其它机床可固定这六把刀.不常用刀具和非标刀具均定义在T23号刀之后,另外,D10光刀分为两种装刀长度,请合理使用.球刀或平底刀插削步距计算公式: 球刀或圆鼻刀等高加工步距计算公式:刀具切削速度计算公式:刀具直径( Φ) 10模型斜度(a)8刀具直径(D)10残留痕(W)0.01刀具圆角半径(R)5线速度(V)600插削步距(S )0.6325残留痕(W)0.008刃口数(N)2计算公式: S=2√Φw下刀量(S)0.2805每刃切削量(W)0.07计算公式(a>8°):S=2cosa√2Rw计算公式S=W/tga+√0.01R切削速2675平底刀等高加工步距计算公式:光边的要暂停,不分层光边的,则只需将此程式提高刀锋的相应差值的一个高度即可.3,一般情况下,编程员都必须以底为零来编程,如果下料尺寸有高,则相应的将基准抬高进行编程, 铝板作基准的编程统一以铝板面为零位来编程.铝板作加强的编程,请也尽量以石墨底为零位.4,操作员在程式单未注明的情况下,单石墨加工都以四边分中,石墨底为零位. 铝板作基准用的,全部以铝板分中,铝板面降0.3为零位.铝板作加强用时,请按编程员要求进行取数. 如果石墨下料尺寸比实际尺寸有较大的偏差,请通知编程员.5,程式上所显示的图形,均为完成后的效果图.方向表示则全部以右下角为工件的正前方,以后遇到返修和降面则以此方向进行摆放. 需注意,此摆放仅仅适用POWERMILL自动出的程式单,否则,必须注意方向摆放.6,程式单上的"装刀长"前面没有出现**号的,表示内定的装刀长度,操作员可通过工件实际尺寸的高度和底座高度进行相应的调整刀长, 前面有带有**号的,为碰撞检查后的标准长度,所以操机员在遇到此种装刀长度时,要相应的装长1-2MM.CNC编程基本的步骤2. 从公共盘里取需要加工的图档,要注意日期,最新图档等.3. 将图形转入编程软件后,要先检查是否存在着着多曲面,少曲面,曲面变形,残缺等现象.,将显示公差给到适当的数值,看图形是否会有掉刀路的可能.4. 分析直身面,平面与最小的R角为多少,需要哪些刀具来加工,加工方案应先有个大致的轮廓.5. 调用适应的刀具进行由粗到精至清角加工,不可因麻烦而偷懒少写程式,在编程式时,不要心急,头脑要清醒,多看看先前填写的加工单.6. 做完NC后要进行详细地检查,刀号,刀径,火花位,深度,余量,安全高度等参数,要模拟刀路一次.,利用”碰撞检测”算出刀具的加工深度.7. 填写程式单,将刀具刀号和程式对号入座填写,刀具装夹长度按上个步骤所得的数据适当地加长.工件的长,宽,高的摆放,X,Y,Z的取数方式的检查和填写.8. 检查程式单无误后,将其保存并打印出来,将程式调入相应的路径位置.客户确认人签字:_____________ 确认日期:_____________编程处罚制度制定: 宋志审核:1,目的: 提高编程效率,控制编程错误率,提升编程员技能2,范围: 全体编程员3,内容: (1)、编程员每犯错一次但不需补料的均需填写"错误分析报告"。
石墨电极生产工艺流程石墨电极是一种用于炼钢和铝的关键材料,它具有耐高温、导电性好、化学稳定性强等优点。
以下是石墨电极生产的工艺流程。
首先,选择合适的原料。
石墨电极的主要成分是高纯度的天然石墨。
选取质量好、纯度高、粒度适中的原料,确保最终产品的质量。
接下来,对原料进行破碎和磨石处理。
通过破碎设备将原料破碎成合适的大小,并利用磨石机将原料磨成粉末状。
然后,将石墨粉与绑结剂混合。
绑结剂可以增强石墨电极的机械强度和抗氧化性能。
绑结剂的种类、添加量等要根据具体工艺要求进行调整。
混合后的石墨料放入模具中进行成型。
成型方式主要有挤压成型和压力成型两种。
挤压成型是将石墨料放入定量供料系统,通过挤出机构将料坯挤压成形。
压力成型则是将石墨料放入模具中,通过压力机具体压制成形。
成形后的石墨料需要进一步烘干。
在烘干设备中,以适当的温度和时间将水分和有机溶剂等挥发掉,使石墨料达到一定的固结度。
烘干后,石墨料进一步进行煅烧处理。
煅烧的目的是去除石墨料中的杂质,增加石墨的结晶度,并提高电导率和机械强度。
煅烧温度和时间要根据具体要求进行控制。
煅烧后,石墨电极进一步进行机械加工。
通过车床、铣床、磨床等设备对电极进行加工,使其达到规定的尺寸和形状。
最后,对石墨电极进行表面处理。
通过化学方法对电极表面进行蚀刻处理,去除表面氧化物和其他杂质,使电极表面光滑,提高使用寿命。
以上就是石墨电极生产的工艺流程。
通过合理的原料选择、破碎处理、混合绑定剂、成型、烘干、煅烧、机械加工和表面处理等步骤,最终制成具有优良性能的石墨电极,为炼钢和铝行业提供重要的工艺材料。
天然鳞片石墨生产电极的工艺流程1.首先,选择合适的天然鳞片石墨矿石进行开采和选矿处理。
First, select the appropriate natural flake graphite ore for mining and ore dressing.2.接着,对挖掘出来的石墨矿石进行粉碎、磨矿和浮选处理。
Next, crush, grind, and float the mined graphite ore.3.将经过处理的石墨粉末进行浓缩,去除杂质,得到高纯度的石墨浆料。
Concentrate the processed graphite powder, remove impurities, and obtain high-purity graphite slurry.4.将石墨浆料进行离心脱水,获得石墨浆固体颗粒。
Centrifuge dehydrate the graphite slurry to obtain solid graphite slurry particles.5.将石墨浆固体颗粒进行烘干,得到石墨粉末原料。
Dry the solid graphite slurry particles to obtain graphite powder raw materials.6.经过精细加工成石墨薄片,进行高温石墨化处理。
Refine the graphite powder into graphite flakes and perform high-temperature graphitization.7.制备金属基体及基底,涂覆石墨浆料。
Prepare the metal substrate, coat with graphite slurry.8.将涂覆好的基底进行高温烧结,石墨附着于金属基底上。
Sinter the coated substrate at high temperature, and the graphite adheres to the metal base.9.对石墨电极进行修整和加工,成品包装。

石墨电极制备石墨电极是一种重要的非金属导电材料。
它的材料性质特殊,通常用于电化学领域中,如进行电化学反应、电化学分析、电溶解或电硬化等。
同时,石墨电极在储能及新能源领域中也扮演了重要角色。
本文将深入探讨石墨电极的制备方法及其工艺流程。
石墨电极的制备方法分为物理法和化学法。
物理法主要有机械加工法和高温石墨化法,而化学法主要有喷涂石墨化法、碳化镁还原法等。
一、物理法的制备方法(一)机械加工法机械加工法是一种通过机械切削、磨削等加工方法来制得石墨电极的方法。
此方法不需要昂贵的设备,而且制备效果较好。
首先用准确的尺寸将石墨棒测量后,再用金属切削工具或磨料切削钻头进行车削或平展,直至制得所需尺寸和形状的电极。
(二)高温石墨化法高温石墨化法是一种将特制的硫酸树脂石墨球放置于加热炉中高温石墨化的方法。
制备时,将石墨球置于加热炉中,高温石墨化过程中石墨球表面出现石墨化现象,逐渐形成电极。
此方法适用于制备大体积的石墨电极,但制备过程较为耗时。
二、化学法的制备方法(一)喷涂石墨化法喷涂石墨化法是一种在基板表面涂覆石墨之后高温石墨化的方法。
首先,将石墨粉末与松香、金属铬粉混合后,喷射在金属或陶瓷基板表面,并在高温条件下石墨化成石墨层。
这种方法可制备出复杂的石墨电极形状和构成。
(二)碳化镁还原法碳化镁还原法是一种将石墨粉末和镁粉混合后,置于高温反应中还原制成石墨电极的方法。
首先将石墨粉末和镁粉混合后,置于高温炉中反应,反应时镁粉发挥还原作用,并将石墨粉末石墨化。
这种方法对石墨电极的制备质量要求较高,制备时间较长。
在制备石墨电极过程中,关键参数如温度、时间、压力等都非常重要。
常见的石墨电极制备工艺流程如下:第一步:材料准备。
根据不同的制备方法,在制备过程中所使用的原料有所差异。
第二步:进行混合。
机械加工法之类的制备方法不需要进行混合,但化学法制备方法则需要在混合上进行一些操作。
第三步:成型。
一般通过压片或者铸造等方式将待制备的电极形状做成。
石墨电极的工艺流程详解原料:用于炭素生产的原料有哪些?在炭素生产中,通常采用的原料可分为固体炭质原料和粘结剂及浸渍剂两类。
固体炭质原料包括石油焦、沥青焦、冶金焦、无烟煤、天然石墨和石墨碎等;粘结剂和浸渍剂包括煤沥青、煤焦油、蒽油和合成树脂等。
此外生产中还使用一些辅助物料,如石英砂、冶金焦粒和焦粉。
生产一些特种炭和石墨制品(如炭纤维、活性炭、热解炭和热解石墨、玻璃炭)则采用其他一些特殊原料。
煅烧:什么叫煅烧?哪些原料需要煅烧?碳质原料在隔绝空气的条件下进行高温(1200-1500°C)热处理的过程称为煅烧。
煅烧是炭素生产的第一道热处理工序,煅烧使各种炭质原料的结构和物理化学性质发生一系列变化。
无烟煤和石油焦都含有一定数量的挥发份,需要进行煅烧。
沥青焦和冶金焦的成焦温度比较高(1000°C以上),相当于炭素厂内煅烧炉的温度,可以不再煅烧,只需烘干水分即可。
但如果沥青焦和石油焦在煅烧前混合使用,则应与石油焦一起送入煅烧炉煅烧。
天然石墨和炭黑则不需要进行煅烧。
压型:挤压成型原理是怎样的?挤压过程的本质是在压力下使糊料通过一定形状的模嘴后,受到压实和塑性变形而成为具有一定形状和尺寸的毛胚。
挤压成型过程主要是糊料的塑性变形过程。
糊料挤压过程是在料室(或称糊缸)和圆弧式型嘴内进行的。
装入料室内的热糊料在后部主柱塞的推动下。
迫使糊料内的气体不断排除,糊料不断密实,同时糊料向前运动。
当糊料在料室的圆筒部分运动时,糊料可看作稳定流动,各颗粒料层基本上是平行移动的。
当糊料进入到具有圆弧变形的挤压嘴子部位时,紧贴嘴壁的糊料前进中受到较大的摩擦阻力,料层开始弯曲,糊料内部产生不相同的推进速度,内层糊料推进超前,导致制品沿径向密度不均匀,因此在挤压块内产生内外层流速不同而引起的内应力。
最后糊料进入直线变形部分而被挤出。
焙烧:什么是焙烧?焙烧的目的是什么?焙烧是压型后的生制品在加热炉内的保护介质中,在隔绝空气的条件下,按一定的升温速度进行加热的热处理过程。
加工石墨电极的车床工艺石墨电极是近年来在钢铁、电解铝和铜冶炼等行业中广泛应用的一种关键设备。
为了满足不同工作需求,石墨电极需要经过加工车床工艺进行加工。
石墨电极的加工工艺主要包括车削、铣削、镗削和锯割等工序。
下面我将详细介绍石墨电极的加工车床工艺。
1. 车削工艺:车削是石墨电极加工中最常用的工艺。
首先,需要将石墨电极固定在车床的工作台上,保证其稳定性。
然后,选择合适的车刀和车刀参数,例如刀具的刀片材料、刀片角度、进给速度和切削速度等。
通过车削,可以将石墨电极的直径、长度和表面粗糙度等参数进行加工调整。
2. 铣削工艺:铣削是对石墨电极进行平面、形状和轮廓加工的重要工艺。
在铣削过程中,首先需要选择合适的铣削刀具和刀具参数,例如刀具的刀片材料、刀片角度、进给速度和切削速度等。
然后,将石墨电极安装在铣床的工作台上,并对其进行定位和固定。
最后,通过铣削工艺可以获得各种不同的形状和轮廓的石墨电极。
3. 镗削工艺:镗削是对石墨电极进行孔加工的工艺。
在镗削过程中,首先需要选择合适的镗刀和刀具参数,例如刀具的刀片材料、刀片角度、进给速度和切削速度等。
然后,将石墨电极安装在镗床的工作台上,并进行定位和固定。
最后,通过镗削工艺可以获得各种不同形状和精度要求的孔洞。
4. 锯割工艺:锯割是对石墨电极进行分割的工艺。
在锯割过程中,首先需要选择合适的锯切工具和工艺参数,例如锯切刀片材料、刀片尺寸、机床进给速度和切割速度等。
然后,将石墨电极固定在锯床的工作台上,并进行定位和固定。
最后,通过锯割工艺可以将石墨电极分割成所需的尺寸和形状。
这些是石墨电极加工中常用的车床工艺,通过不同的加工工艺可以满足不同工作需求的石墨电极加工。
在进行加工车床工艺时,需要选择合适的刀具和刀具参数,合理控制切削速度和进给速度,以及保证石墨电极的稳定性和加工精度。
总之,石墨电极的加工车床工艺对于生产高质量的石墨电极起着至关重要的作用。
合理选择加工工艺和工艺参数,并严格控制加工过程中的各项参数,可以有效提高石墨电极的加工精度和加工效率,满足不同行业的生产需求。
石墨纸电极处理工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!石墨纸电极处理工艺流程如下:1. 原材料准备选用高质量的石墨纸作为电极材料,石墨纸应具有良好的导电性、柔韧性和耐磨性。
石墨电极焙烧生产工艺流程英文回答:Introduction.Graphite electrodes are essential components inelectric arc furnaces for steelmaking, providing the electrical conductivity and heat transfer necessary for the smelting process. The production of high-quality graphite electrodes involves a rigorous and complex工艺流程 process that includes several key steps:1. Raw Material Preparation.The starting material for graphite electrode production is petroleum coke, a by-product of oil refining. The cokeis crushed and ground to a fine powder, which is then mixed with a binder such as pitch or resin to form a paste-like mixture.2. Forming.The paste mixture is fed into a forming machine, whereit is extruded into long, cylindrical shapes called "green electrodes." These green electrodes are still soft and pliable at this stage.3. Baking.The green electrodes are placed in a baking furnace, where they are heated in a controlled atmosphere to carbonize the binder and remove volatile impurities. This process hardens the electrodes and improves theirelectrical conductivity.4. Graphitization.The baked electrodes are then subjected to a graphitization process, where they are heated to extremely high temperatures (around 3000°C) in a special furnace. This process transforms the amorphous carbon in the electrodes into a highly crystalline form known as graphite,which has excellent electrical conductivity and thermal stability.5. Machining.The graphitized electrodes are machined to the desired dimensions and surface finish. This involves cutting, grinding, and threading to create the final electrode shape and specifications.6. Inspection and Testing.The finished graphite electrodes are thoroughly inspected and tested to ensure they meet the required quality standards. This includes dimensional checks, electrical conductivity measurements, and mechanical strength tests.Conclusion.The production of graphite electrodes is a highly specialized and technologically advanced process thatrequires careful control at each stage. By following these steps, manufacturers can produce high-quality electrodes that meet the demanding requirements of electric arc furnace steelmaking.中文回答:石墨电极焙烧生产工艺流程。
大规格石墨电极生产工艺
大规格石墨电极生产工艺包括以下步骤:
1.原材料准备:选择高纯度的石墨粉末、焦油和其他添加剂,按照一定的比例混合均匀。
2.装料:将混合好的原材料装入模具中,进行振实、压实和震动等操作,以保证料层均匀和密度一致。
3.烘干:将装料好的模具放入烘炉中进行烘干,去除多余的水分和挥发物质。
4.热压成型:将烘干后的模具放入高温下进行热压成型,将原材料压缩成具有所需形状和尺寸的石墨电极。
5.焙烧:将热压成型的石墨电极放入高温炉中进行焙烧处理,使其具有更高的密度和机械强度。
6.加工:将焙烧后的石墨电极加工成所需的规格和形状。
7.检验:对成品进行检测,包括外观质量、电导率、密度、硬度和精度等指标。
8.包装:将成品包装好,做好标记和记录,准备运输和出售。
以上就是大规格石墨电极生产工艺的基本流程,不同的厂家和产品可能会根据需要进行不同的细节调整。
石墨电极的工艺流程详解下面我为大家介绍一下各种工序原料:用于炭素生产的原料有哪些?在炭素生产中,通常采用的原料可分为固体炭质原料和粘结剂及浸渍剂两类。
固体炭质原料包括石油焦、沥青焦、冶金焦、无烟煤、天然石墨和石墨碎等;粘结剂和浸渍剂包括煤沥青、煤焦油、蒽油和合成树脂等.此外生产中还使用一些辅助物料,如石英砂、冶金焦粒和焦粉.生产一些特种炭和石墨制品(如炭纤维、活性炭、热解炭和热解石墨、玻璃炭)则采用其他一些特殊原料。
煅烧:什么叫煅烧?哪些原料需要煅烧?碳质原料在隔绝空气的条件下进行高温(1200-1500°C)热处理的过程称为煅烧。
煅烧是炭素生产的第一道热处理工序,煅烧使各种炭质原料的结构和物理化学性质发生一系列变化。
无烟煤和石油焦都含有一定数量的挥发份,需要进行煅烧。
沥青焦和冶金焦的成焦温度比较高(1000°C以上),相当于炭素厂内煅烧炉的温度,可以不再煅烧,只需烘干水分即可。
但如果沥青焦和石油焦在煅烧前混合使用,则应与石油焦一起送入煅烧炉煅烧。
天然石墨和炭黑则不需要进行煅烧。
压型:挤压成型原理是怎样的?挤压过程的本质是在压力下使糊料通过一定形状的模嘴后,受到压实和塑性变形而成为具有一定形状和尺寸的毛胚。
挤压成型过程主要是糊料的塑性变形过程。
糊料挤压过程是在料室(或称糊缸)和圆弧式型嘴内进行的。
装入料室内的热糊料在后部主柱塞的推动下。
迫使糊料内的气体不断排除,糊料不断密实,同时糊料向前运动。
当糊料在料室的圆筒部分运动时,糊料可看作稳定流动,各颗粒料层基本上是平行移动的.当糊料进入到具有圆弧变形的挤压嘴子部位时,紧贴嘴壁的糊料前进中受到较大的摩擦阻力,料层开始弯曲,糊料内部产生不相同的推进速度,内层糊料推进超前,导致制品沿径向密度不均匀,因此在挤压块内产生内外层流速不同而引起的内应力.最后糊料进入直线变形部分而被挤出。
焙烧:什么是焙烧?焙烧的目的是什么?焙烧是压型后的生制品在加热炉内的保护介质中,在隔绝空气的条件下,按一定的升温速度进行加热的热处理过程。
电极生产工艺流程电极生产工艺流程是指将原材料经过一系列工艺流程处理,制造成电极的过程。
下面将介绍一种常见的电极生产工艺流程,包括原材料准备、混合、成型、烘烤、活化、包装等步骤。
首先,原材料准备。
电极的主要原材料是天然石墨和人造石墨。
这些原材料需要经过筛分、清洗和破碎等工序,以获得均匀的颗粒度和纯净的原料。
接下来是混合。
将经过处理的石墨粉末与一定比例的绑定剂混合。
绑定剂的添加可以增加电极的机械强度和导电性能。
然后是成型。
将混合后的石墨粉末将入模具,并通过压力机进行压制。
成型压制的目的是使石墨粉末紧密结合,形成电极的初始形状。
接着是烘烤。
将成型后的电极放入烘烤炉中进行高温处理。
烘烤的目的是去除绑定剂,使电极具有足够的机械强度并提高导电性。
然后是活化。
通过将烘烤后的电极放入活化炉中进行化学处理。
活化的目的是增加电极的比表面积,提高电极的吸附性能和电化学活性。
最后是包装。
经过活化处理后,电极完成了最后一步加工。
电极经过检验合格后,根据客户要求进行包装,并进行质量追踪记录,以确保产品的质量和安全。
整个电极生产工艺流程需要严格的质量控制,确保每个环节的工序都符合要求。
同时,要根据产品的不同要求,可以进行定制化加工,以满足不同领域的需要。
总结而言,电极生产工艺流程是将原材料经过混合、成型、烘烤、活化和包装等一系列工艺流程处理而成的。
这些步骤需要严格的质量控制,以获得高质量的电极产品。
电极的生产过程中,要注重设备的更新和技术创新,以提高生产效率和产品质量。
同时,要加强与客户的沟通,根据他们的需求进行定制化加工,以满足不同领域的需求。
CNC石墨电极加工操作步骤
1:用m8系统下载工件的程式,修改程式上的刀具检查是否正确然后刷开工,确定工件对应到关联到机台。
2:校平电极治具底部是否平稳,是否有外观不良等现象。
3:装夹到关联的机台上对应到相同的夹具坐标上。
4:在机台上提取上传到机台上的程式确认程式与治具和模号一致
5:顶部光刀时如工件高出,此时将进给轴调至0位然后点击单段程序按钮然后点击(pos)坐标值点击相对——操作——起源——所有轴——用手轮调整适合高度——点击(ofs)工作坐标系——输入——z值(降刀时的数据)——点击输入——然后有提示是否执行——执行——调至存储器——开始加工
6:加工过程中需要更换刀具时调至手动方式——输入更换刀具的刀号如更换T10则输入T 1 0 M 0 6 ;点击INPUT输入——然后点击开始刀具更换。
7:如需工作刀具原点复位则先将机头调至工作台中心位置然后在模式选择里调至原点复位——点击原点复位开关——复位
8:工件加工完毕后如分中位没有切削到则应该先调用9号刀具然后在mdl(手动状态下)输入G00G9OG(54 55 56 57)X0Y0 快速定位到卡盘坐标中心位置。
9:CAN:删除你没有输入到里面的面板上输入的字母和数字DELETE:删除电脑里面的相关的文件。
10:警告语法065 :表示刀具卡盘处于手动状态005 :表示自动对刀有问题。