冷轧钢卷在罩式炉中退火过程的温度场变化模拟计算
- 格式:pdf
- 大小:505.93 KB
- 文档页数:5
冷轧钢带65mn全氢罩式炉球化退火工艺研究及应用1 概述冷轧钢带65Mn是一种高强度、高硬度的低合金钢,因其卓越的机械性能被广泛应用于机械制造等行业。
然而,冷轧后的钢带会产生强烈的应力,影响其机械性能和形状稳定性,需要进行球化退火处理。
本文研究了全氢罩式炉球化退火工艺及其应用。
2 全氢罩式炉球化退火工艺原理全氢罩式炉球化退火工艺是一种常用的球化退火工艺。
该工艺采用氫气作为炉内退火气体,将钢带置于全氢罩式炉内进行加热、保温和冷却。
由于氫氣分子小,能够快速渗透进入钢带内部,有效降低钢带的内部应力和硬度。
在实际操作中,将退火炉内加入一定量的氫氣,形成一定浓度的氫氣氛,将钢带置于在高温氫氣氛中进行加热,使钢带达到退火温度,并保持一定时间,然后在氫氣氛中冷却至室温,即完成了球化退火处理。
3 全氢罩式炉球化退火工艺的优点(1)钢带表面无氧化皮、无碳化物和无金属污染,有利于表面质量的提高和后续加工处理的降低。
(2)由于氫氣分子小,能够有效渗透进入钢带内部,减少内部氧化并降低内应力和硬度,同时还能降低球化退火温度,大大缩短生产周期和能耗。
(3)由于球化退火温度降低,钢带在退火过程中具有良好的韧性和塑性,使得其具有更好的加工性能和形状稳定性。
4 实验分析为了研究全氢罩式炉球化退火工艺的适用性,我们在实验室进行了一系列实验。
首先,我们制备了一批65Mn冷轧钢带,将其分成两组,一组采用常规的空气球化退火,另一组采用全氢罩式炉球化退火。
退火处理后,我们对两组样品进行性能测试,得到如下结果。
对比两组样品的硬度和拉伸强度,我们可以发现,采用全氢罩式炉球化退火的样品的硬度和拉伸强度均显著低于常规空气球化退火的样品。
这说明,全氢罩式炉球化退火能够有效降低外部和内部应力,同时还能提高钢材的韧性和塑性,使其更适合进行后续加工。
5 工业应用全氢罩式炉球化退火工艺具有广泛的工业应用价值。
例如在汽车、航空、军工等高端制造领域,对冷轧钢带的机械性能要求极高,采用全氢罩式炉球化退火工艺能够满足这些行业对钢材性能、品质和稳定性的要求。
专选课论文论文题目:带钢轧制后连续退火过程中温度场的计算机模拟指导教师:洪慧平作者:陈永学号:40631083班级:材控06012010年6月24日目录1 有限元模拟简介有限元法(Finite Element Method,简写为FEM)是求解微分方程的一种非常有效的数值计算方法,用这种方法进行数值模拟受到越来越多的重视。
它可以比较精确的求解变形体内部的各种场变量,从而为工艺分析提供科学依据[1~3]。
当给出一定的条件或判据后,则可进一步对成型过程进行优化控制。
有限元法的基本思想是将连续的求解区域离散为一组有限个且按一定方式相互联结在一起的单元的组合体。
单元之间只在指定节点处铰接,再无任何关连,通过这些节点传递单元之间的相互作用。
物体被离散为更小的单元后,通过对各个单元进行分析,把单元分析结果组合就得到对整个分析对象结构的分析。
这种方法适合解决区域比较复杂的微分方程的定解问题。
有限元单元能按不同的联结方式进行组合,且单元本身又可以有不同的形状,因而可以模型化几何形状复杂的求解区域[1-3]。
在用单元把求解区域离散化方面,存在一个自由度数量的选取问题,自由度选得太少,近似解的误差大,有时结果根本没有应用价值;自由度取得多,解的近似程度相应增大,但会导致求解方程的规模增大,以至于计算机无法胜任,所以有限元的发展、完善和应用与计算机技术的发展密切相关。
2 Marc有限元分析软件简介MSC.Marc是MSC.Software公司于1999年收购的MARC公司的产品。
MARC 公司始创于1967年,是全球首家非线性有限元软件公司。
经过三十余年的发展,MARC软件得到学术界和工业界的大力推崇和广泛应用,建立了它在全球非线性有限元软件行业的领导者地位。
MSC.Marc软件是功能齐全的高级非线性有限元软件的求解器,包括MSC.Marc 与MSC.Mentat两部分。
具有极强的结构分析能力,它可以处理各种线性和非线性结构分析。
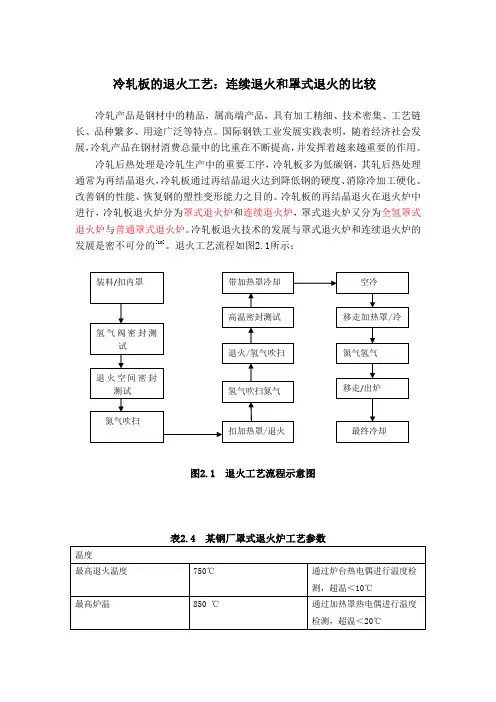
冷轧板的退火工艺:连续退火和罩式退火的比较冷轧产品是钢材中的精品,属高端产品,具有加工精细、技术密集、工艺链长、品种繁多、用途广泛等特点。
国际钢铁工业发展实践表明,随着经济社会发展,冷轧产品在钢材消费总量中的比重在不断提高,并发挥着越来越重要的作用。
冷轧后热处理是冷轧生产中的重要工序,冷轧板多为低碳钢,其轧后热处理通常为再结晶退火,冷轧板通过再结晶退火达到降低钢的硬度、消除冷加工硬化、改善钢的性能、恢复钢的塑性变形能力之目的。
冷轧板的再结晶退火在退火炉中进行,冷轧板退火炉分为罩式退火炉和连续退火炉,罩式退火炉又分为全氢罩式退火炉与普通罩式退火炉。
冷轧板退火技术的发展与罩式退火炉和连续退火炉的发展是密不可分的[10]。
退火工艺流程如图2.1所示:图2.1 退火工艺流程示意图表2.4 某钢厂罩式退火炉工艺参数热点/冷点温度CQ:710℃/640℃DQ:710 ℃/660℃DDQ:710 ℃/680℃HSLA:680℃/660℃一般生产中CQ、DQ热点和冷点温度差要大一些。
分别为90 ℃、70 ℃开始喷淋冷却温度内罩表面温度200 ℃,卷心温度:380℃左右生产调试中进行检测试验以确定不同钢卷开始喷淋冷却工艺出炉温度160 ℃出炉吊至终冷台冷却到平整温度约40 ℃图2.3 典型的罩式炉退火工艺温度曲线图罩式退火工艺罩式退火是冷轧钢卷传统的退火工艺。
在长时间退火过程中,钢的组织进行再结晶,消除加工硬化现象,同时生成具有良好成型性能的显微组织,从而获得优良的机械性能。
退火时,每炉一般以4个左右钢卷为一垛,各钢卷之间放置对流板,扣上保护罩(即内罩),保护罩内通保护气体,再扣上加热罩(即外罩),将带钢加热到一定温度保温后再冷却。
罩式退火炉发展十分迅速,2O世纪7O年代的普通罩式退火炉主要采用高氮低氢的氮氢型保护气体(氢气的体积分数2%~4%,氮气的体积分数为96%~98%)和普通炉台循环风机,生产效率低,退火质量差,能耗高;为了弥补普通罩式炉的缺陷,充分发挥罩式炉组织生产灵活,适于小批量多品种生产,建造投资灵活,可分批进行的优点,7O年代末奥地利EBNER公司开发出HICON/H 炉(强对流全氢退火炉),8O年代初德国LOI公司开发出HPH炉(高功率全氢退火炉)。

冷轧罩式退火工艺及原理1. 简介冷轧罩式退火工艺是一种钢材制造领域中常用的热处理工艺。
该工艺类似于传统的箱式退火工艺,但区别在于退火过程中的环境气氛。
罩式退火中,在加热和保持温度时,钢材被包裹在进气口上方的大罩内,把气氛封闭起来。
与箱式退火的气氛不同,罩式退火中钢板表面靠近罩内处于还原气氛,因此得以消耗表面上的氧化物。
冷轧罩式退火设备由加热炉、传送系统、罩体和快速冷却设备组成。
该工艺应用广泛,对提高钢板硬度、均匀化晶粒、消除残余应力和解除钢板的冷变形应力都有一定的帮助。
2. 工艺原理在冷轧罩式退火工艺中,钢板从加热炉进入罩体,加热后钢板表面的氧化物会通过反应消耗掉一部分,并产生CO、H2等还原性气体,将表面还原成铁。
当钢板被保温后,内部的晶界和(或)各向异性晶体结构因退火而被重塑,形成平衡状态的新晶粒,在快速冷却的过程中产生不连续的回火组织,由此提高冷轧板的硬度,提高其传导能力等。
罩体是冷轧罩式退火工艺的核心设备。
正常情况下,气氛在罩体中循环渗透,并形成一个保护层。
该层可以通过极高的温度来破坏期待的硫化物和氧化物。
同时,还可以通过密封设计来防止空气与保护层发生接触,从而防止氧化过程的发生。
3. 工艺特点•工艺适用性广:可用于碳素钢、合金钢、不锈钢、铜、铝、镍等不同材料。
•能够提供均匀的加热和冷却过程,令工件晶粒细化、晶间距减小和均匀化。
•性价比高:使用罩式退火工艺可以大幅度减少热切割和后加工的成本,从而提高钢板的生产效率和质量。
4. 工艺应用冷轧罩式退火工艺可以通过控制不同的温度和温度保持时间,来控制材料的各种性能。
该工艺广泛应用于各个领域,尤其是需要高效生产、高品质产品的行业,如汽车、家电、机械、建筑、电力等。
5.冷轧罩式退火工艺作为一种普遍通用的热处理工艺,已被广泛应用于各种材料的生产中。
它可以提高产品的硬度和导热性,使得钢板拥有更高的性能和更极致的质量。
随着科学技术的不断进步,该工艺在应用逐步发展完善的同时,我们应该注意不断积累经验、改进技术,努力为实现“卓越、高效、节能、绿色”的生产目标不断努力。
钢铁工业退火板卷-连续退火法、罩式退火法的系数计算钢铁工业中,退火是一种重要的热处理工艺,用于改善钢材的力学性能和组织结构。
在退火过程中,常用的两种方法是连续退火法和罩式退火法。
1. 连续退火法:连续退火法是指将钢板卷通过连续生产线进行退火。
在连续退火过程中,钢板经过预热、退火、冷却等多个连续阶段。
该方法可以有效提高生产效率。
计算连续退火法的系数时,通常需要考虑以下几个因素:a. 加热速度:加热速度对退火效果有很大影响,通常以升温速度来表示。
升温速度越快,钢板的退火效果越差。
系数可根据实际经验确定。
b. 保温时间:保温时间是指钢板在退火温度下停留的时间。
保温时间越长,退火效果越好。
系数可根据实际经验确定。
c. 冷却速度:冷却速度是指钢板从退火温度降温的速度。
冷却速度越慢,退火效果越好。
系数可根据实际经验确定。
2. 罩式退火法:罩式退火法是指将钢板卷放入具有特定气氛的容器中进行退火。
在罩式退火过程中,钢板表面被罩中的气氛包围,并通过加热使其均匀退火。
该方法常用于对钢板表面进行退火,以达到改善表面性能的目的。
计算罩式退火法的系数时,主要考虑以下几个因素:a. 罩气体成分:罩气体成分对钢板的退火效果有很大影响,通常要求罩气体中含有一定的还原性气体(如氢气)。
系数可根据实际经验确定。
b. 罩气体压力:罩气体的压力对退火效果有一定影响。
通常要求罩气体的压力保持在一定范围内。
系数可根据实际经验确定。
c. 加热温度:加热温度是罩式退火的关键参数之一。
加热温度越高,退火效果越好,但同时也会增加能耗和材料损失。
系数可根据实际经验确定。
以上是钢铁工业中连续退火法和罩式退火法系数计算的一些基本考虑因素,具体系数的确定需要结合实际生产情况和工艺要求,通过试验和经验总结来确定。
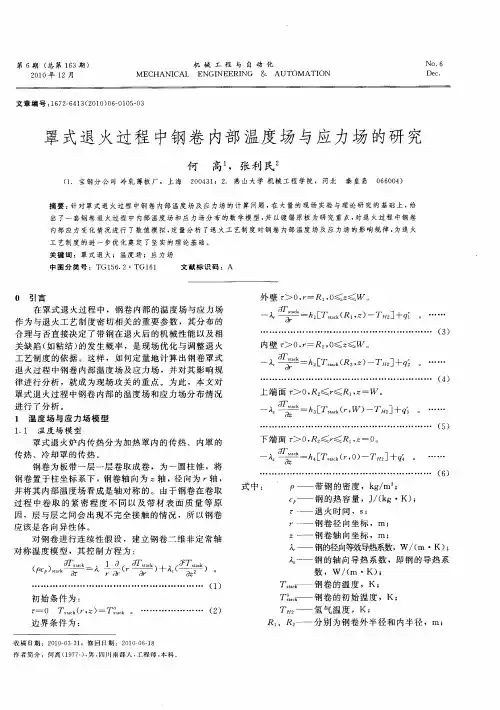
冷轧钢卷在罩式炉中退火过程的数值模拟危日光刘伟朱光明黄晓明杨昆黄素逸(华中理工大学 武汉 430074)摘要:本文研究罩式退火炉退火过程中循环气体的流动分配、堆垛四层钢卷的温度场和应力场的动态数值模拟。
通过建立冷轧钢卷在罩式炉中退火过程的数值计算模型,预测钢卷的温度场、应力场及退火过程的加热与冷却时间,以改进冷轧钢卷的退火工艺制度。
关键词:罩式炉,钢卷退火,数值模拟,温度场,热应力1、导言钢卷在退火过程中,有两个基本的能量传递过程[1-4]:加热过程和冷却过程。
在加热时,热量通过辐射和对流从炉内燃烧层传递到内罩(四层油燃烧器均匀地布置在内罩的外侧);内罩分别以辐射方式将热量传递给钢卷,以对流方式传递热量给保护气体(NH气体:95%的氮气和5%的氢气)。
………。
2、数学模型2.1 流量分配的计算为了对罩式炉内四层钢卷进行耦合温度场乃至应力场计算,我们首先需要计算各部分的流量分配,从而来确定温度场的边界条件。
………。
2.1.1 罩式退火炉内循环气体流动网络示意图在罩式退火炉中,带钢卷成空心圆柱的形状堆成四层(图1),………。
图1 循环气体流动网络示意图………。
2.1.3 流量分配计算方法和步骤首先由上面的沿程损失和局部损失的计算公式列出各部位的流动阻力损失方程,再由网络结构图中的流量与流动阻力损失的关系,可以建立一个方程组。
………。
求解步骤如下:(1)将各个部位的流动阻力损失统一变换成为∑⋅=i nii Qkh的形式;(2)假设初始Q o5计算h o5, 由h c5 = h o5可以计算出Q c5;(3)由Q o4=Q i4=Q o5+Q c5, 可以计算出h o4、h i4 ;。
冷轧带钢连续退火模拟实验机的数学模型
李建平;花福安;王文乐;王国栋
【期刊名称】《东北大学学报(自然科学版)》
【年(卷),期】2009(030)003
【摘要】为了提高连续退火模拟实验机的温度控制精度,基于传热学理论和快速自适应的控制思想,构建了连续退火模拟实验机过程控制的数学模型.该模型根据实验过程中采集的数据,实时修正退火过程的相关参数,在加热阶段和冷却阶段分别对加热电流和冷却气体流量等工艺参数进行调整和动态补偿,从而确保了退火过程温度的控制精度.实际应用结果表明,该数学模型温度控制精度达到±10℃,满足退火实验机温度过程控制要求.
【总页数】4页(P373-376)
【作者】李建平;花福安;王文乐;王国栋
【作者单位】东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳,110004;东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳,110004;东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳,110004;东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳,110004
【正文语种】中文
【中图分类】TP273
【相关文献】
1.冷轧带钢连续退火机组加热炉数学模型的消化与仿真 [J], 周坚刚
2.冷轧带钢连续退火模拟实验机张力控制系统 [J], 崔席勇;花福安;张殿华
3.冷轧带钢热镀锌卧式连续退火炉新技术在攀钢冷轧厂的应用 [J], 战书利;刘春富
4.冷轧带钢连续退火模拟实验机的开发及其性能 [J], 王文乐;花福安;李建平;刘相华
5.冷轧带钢连续退火炉与罩式退火炉的比较 [J], 杨建新;詹德刚;王立坤;王莉霞因版权原因,仅展示原文概要,查看原文内容请购买。