11包装验证试验方法(PPT45页)
- 格式:ppt
- 大小:820.00 KB
- 文档页数:47


编号:202103110001××××××管理有限公司××××××包装验证报告验证小组成员及职责:1.验证目的通过对包装箱的模拟运输测试确定本公司生产的××××××的包装,在运输及搬运期间遭到跌落的适应性和最低牢固等级。
2. 适用范围本公司生产的××××××。
3. 测试样品的选择3.1本次包装验证的过程××××××产品进行。
3.2 本产品包装用的包装袋、内盒、外箱及数量都是相同的。
4. 外包装用纸箱本公司××××××的外包装纸箱采用了瓦楞纸箱,它的的耐压强度较高,承载能力强,弹性好,形状恢复力强,粘接强度和胶粘剂用量适中,在制楞过程中瓦楞不易磨损,芯纸的瓦楞楞峰较少被压溃,是目前广泛采用的楞形。
5.试验样品按公司标准要求生产,达到出厂检验标准包装好的5箱产品。
6.试验条件试验高度:1m,指定区域:平整的水泥地面。
7. 方法步骤7.1 徒手抬高试验样品,依照规定的跌落高度,在指定的跌落区域让试验样品进行自由垂直跌落,不能施加任何外力。
7.2 取任意的一个角,按照(7.1)步骤的要求进行1个角的跌落;7.3取(7.2)步骤测试的与角相连的三边,按照(7.1)步骤要求进行三个边的跌落;7.4 取前、后、左、右、上、下这六个面,按照(7.1)步骤要求进行跌落;7.5 对5件试验样品依次做上述六个面的跌落试验。
7.6 试验完毕后,打开包装箱,对产品进行检验。
经检验产品的内盒包装是完整的,没有出现有坑或内盒不平整现象,外箱也没有明显的破埙现象。
8. 结论根据以上自由跌落试验,产品的包装箱在自由跌落过程中的弹跳及撞击后,产品的内盒、包装袋及外箱均没有明显的破埙现象,因此本公司选择的包装方式是能够保证产品在运输过程中的安全,确保产品在运输后的完整性。
常熟市康宝医疗器械厂FSZ-980多功能薄膜封口机包装验证方案编制:案小日期:日期:2014-09-20审核:」也2猊日期:2014-09-20批准:总“工日期:2014-09-20目录1.概述2.验证目的3.验证小组成员名单4.确认范围5.验证依据及标准6.验证内容7.再验证8.最终评价及验证报告1.概述我公司生产的一次性使用集尿袋、一次性使用喂食袋、带扬克头吸引连接管、不带扬克头吸引连接管、一次性多用途灌肠袋产品,初包装采用纸塑袋包装袋,该包装袋由1059BTyvek 纸和PET/PE复合膜构成。
纸塑袋作为无菌医疗器械的初包装运用有30年的历史,纸塑袋具有高强度,高阻菌,寿命长,优异的抗微生物渗透能力,灭菌后撕口干净不带纸屑。
我公司现有安徽普天塑业有限公司生产的FSZ-980多功能薄膜封口机数台。
该封口机为操作方便,且使用状态良好。
封口机设备参数:封口温度:0〜300℃封口速度:0〜9档(可调,档数越高速度越快)2.目的根据EN ISO 13485:2012/AC:2012, ISO 11607-1:2006的要求,对包装袋封口进行有效性验证,以保证医疗器械的持续安全有效。
3.验证小组成员名单4.确认范围本确认方案仅适用于一次性使用集尿袋、一次性使用喂食袋、带扬克头吸引连接管、不带扬克头吸引连接管、一次性多用途灌肠袋初包装过程的确认,包装材料采用纸塑包装袋,封口设备采用FSZ-980多功能薄膜封口机。
5.验证依据及标准5.1ISO 11607-1:2006 Packaging for terminally sterilized medical devices Part 1: Requirements for materials, sterile barrier systems and packaging systems.5.2ISO 11607-2:2006 Packaging for terminally sterilized medical devices Part 2: Validation requirements for forming, sealing and assembly processes.5.3EN 868-5:2009 Packaging materials and systems for medical devices which are to be sterilizedPart 5: Heat and self-sealable pouches and reels of paper and plastic film construction—Requirement and test methods.5.4GB/T 15171-1994软包装件密封性能试验方法。
产品包装检验标准1. 检验目的该文档旨在确定产品包装的质量标准,确保产品包装的完整性和保护性,以满足客户和市场的需求。
2. 检验范围产品包装检验涵盖以下方面:- 包装外观- 包装材料- 包装标识- 包装尺寸- 包装完整性3. 检验要求3.1 包装外观包装外观应整洁、无破损,并且没有明显的污渍、划痕或凹陷。
包装不应有任何外部物体粘附或附着在其表面上。
3.2 包装材料包装材料应符合相关的法规和标准。
材料应具备足够的耐用性、强度和防水性能,确保产品在存储和运输过程中不受损。
材料不应含有任何对产品有害的物质。
3.3 包装标识包装上的标识应清晰可读,并且应包含以下信息:- 产品名称- 产品规格- 生产日期- 批次号- 条形码(如果适用)3.4 包装尺寸包装尺寸应与产品相匹配,避免过度包装或包装不足的情况。
包装应提供足够的保护,以防止在运输和储存过程中发生损坏。
3.5 包装完整性包装应完整无损,没有任何缺口、开裂或破损。
封口必须牢固,防止包装内的产品暴露或泄漏。
4. 检验方法使用以下方法进行产品包装的检验:- 目视检查:通过目测包装外观进行检查,排除外观瑕疵。
- 物理测试:使用适当的工具检测包装材料的强度、耐磨性和防水性能。
- 抽样检验:随机选取一定数量的包装进行检验,以代表整批包装的质量。
5. 检验记录针对每次产品包装检验,应记录以下信息:- 检验日期- 检验人员- 检验结果- 异常情况或发现6. 检验频率产品包装的检验应在每批次生产完成后进行,以确保产品包装的质量符合要求。
7. 检验责任检验责任应由专门的检验人员或部门负责。
他们应熟悉相关的检验标准和操作规程,并确保高质量的产品包装。
8. 检验结果处理基于检验结果,如果包装通过检验,则可继续进行产品的运输和销售。
如果发现包装存在问题,应立即采取纠正措施,并避免使用不合格的包装。
以上即为产品包装的检验标准,通过严格执行这些标准,可以保障产品包装的质量和可靠性,以满足客户的需求和市场的要求。
包装封口及包装材料验证方案、报告文件编号: /YZ -2009有限公司2009年 5 月 15 日1.验证的目的评价包装封口和包装材料系统的完整性,以确认最佳包装工艺作业方法,确保不会因包装材料质量影响产品的质量。
2.验证日期:2008年 6 月 5 日-2009年 5 月 15 日3.验证依据:EN868—1《医疗器械灭菌包装》、ISO11607—1《最终灭菌医疗器械的包装》。
4.验证人员:5.人员分工::负责本次验证的组织,指导工作:负责验证的实施工作:质量检测工作:负责验证的总结,出具验证报告6.包装验证项目6.1单包装初始污染菌验证6.2单包装封口阻菌性(不透气性)验证6.3单包装稳定性能验证6.4外包装(纸箱)抗压强度验证6.5内外包装的标签体系验证6.6单包装与灭菌过程的适宜性验证7.与产品直接接触的包装条件设置7.1单包装封口区环境条件7.1.1温度:18—28℃7.1.2湿度:45—65%RH7.2单包装封口工艺参数7.2.1封口加热温度:150—250℃7.2.2封口速度: /秒7.2.3热封压力: /mpa8.包装密封性验证方法8.1单包装初始污染菌验证8.1.1供试液制备在无菌条件下,将无菌的浸有氯化钠溶液的棉拭子在单包装袋袋内壁涂抹120㎝2,然后放在试管内充分振荡待用8.1.2试验方法8.1.2.1用无菌操作技术,将供试液置于ø90㎜的培养皿内各1ml,共10只,再注入约45℃的营养琼脂基约15ml混匀,待凝固后,在37℃+1℃的恒温箱内,培养48小时。
取出后,每平皿以点计细菌菌落数,以两平皿为1组取平均值8.1.2.2每组平皿平均菌数应≤10cfu,则判共试品合格,若≥10cfu,则判供试品不合格8.2单包装封口的阻菌性验证8.2.1包装封口的密封性及阻菌采用对液体的不透性来测试8.2.2装载灭菌前的单包装封口验证;测试仪器和试剂:稳定性试验箱、乳胶手套、注射器8.2.2.1测试溶液的制备取0.15%罗丹明B(碱性桃红)、0.15%表面活性剂,5%丙基醇、94.7%水配制成测试溶液。
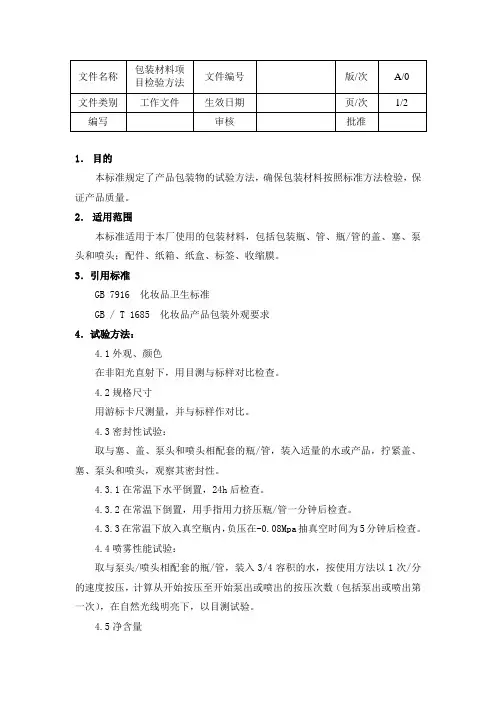
1.目的本标准规定了产品包装物的试验方法,确保包装材料按照标准方法检验,保证产品质量。
2.适用范围本标准适用于本厂使用的包装材料,包括包装瓶、管、瓶/管的盖、塞、泵头和喷头;配件、纸箱、纸盒、标签、收缩膜。
3.引用标准GB 7916 化妆品卫生标准GB / T 1685 化妆品产品包装外观要求4.试验方法:4.1外观、颜色在非阳光直射下,用目测与标样对比检查。
4.2规格尺寸用游标卡尺测量,并与标样作对比。
4.3密封性试验:取与塞、盖、泵头和喷头相配套的瓶/管,装入适量的水或产品,拧紧盖、塞、泵头和喷头,观察其密封性。
4.3.1在常温下水平倒置,24h后检查。
4.3.2在常温下倒置,用手指用力挤压瓶/管一分钟后检查。
4.3.3在常温下放入真空瓶内,负压在-0.08Mpa抽真空时间为5分钟后检查。
4.4喷雾性能试验:取与泵头/喷头相配套的瓶/管,装入3/4容积的水,按使用方法以1次/分的速度按压,计算从开始按压至开始泵出或喷出的按压次数(包括泵出或喷出第一次),在自然光线明亮下,以目测试验。
4.5净含量包装材料项目检验方法页次:2/ 2净含量是指除去瓶/管或其它包装材料后内装物的重量、体积、长度。
4.6重量偏差用重量为0.1g的天秤,称量出样品重量,与核定值作对比。
4.7瓶或管的高度的外径用精确度为0.02cm的游标卡尺测量,与标样作对比。
4.8粘贴性将标签粘贴于干净无尘的纸箱纸板上,用力压平,且中间无气泡,然后撕下,标签粘贴贴位置纸纤维粘破率50%以上。
4.9印刷牢固性4.9.1用酒精(75%)或生产用消毒水擦试,印刷不脱落。
4.9.2用3M胶带对印刷部位贴紧,后进行∠45°撕拉3次,印刷部位不脱落。
4.10收缩比将收缩膜剪成5*5cm一片,放入90℃水中,然后取出,用直尺测量并计算出收缩比。
5. 相关记录无。
包装验证试验方法1. 概述包装在产品的运输和储存过程中起着至关重要的作用。
为了确保包装的质量和性能符合设计要求,需要进行包装验证试验。
包装验证试验是通过一系列测试方法评估包装的强度、密封性、防水性等性能指标。
本文档将介绍常见的包装验证试验方法,包括但不限于:•箱体强度测试:包括压缩试验、抗震试验等。
•包装密封性测试:如气密性测试、水密性测试等。
•运输模拟试验:如振动试验、冲击试验等。
2. 箱体强度测试2.1 压缩试验压缩试验用于评估包装在垂直方向上抵抗外部压力的能力。
试验过程如下:1.准备一个可调节的压力机,将包装置于压力机的工作台上。
2.将压力机的上压板调节到所需的压力。
3.缓慢施加压力,直到包装发生损坏或压力达到设定值。
4.记录包装的最大承载能力或破坏压力。
2.2 抗震试验抗震试验用于评估包装在运输过程中对震动的抵抗能力。
试验过程如下:1.将包装置于一个模拟地震波的振动台上。
2.设置合适的振动频率、振动幅度和振动时间。
3.运行振动台,记录包装在试验过程中的位移和加速度。
4.根据位移和加速度数据评估包装的抗震性能。
3. 包装密封性测试3.1 气密性测试气密性测试用于评估包装的封口是否完全密封。
试验过程如下:1.准备一个气密性测试机,将包装置于测试机的测试室内。
2.调节测试机的压力和流量。
3.将一种气体(例如氮气)注入包装中或将包装置于一个负压环境中。
4.观察包装是否有气体泄漏的现象。
3.2 水密性测试水密性测试用于评估包装的防水性能。
试验过程如下:1.准备一个水密性测试装置,将包装置于测试装置的水槽内。
2.以适当的水压将水注入水槽。
3.观察包装是否有水渗漏的现象。
4. 运输模拟试验4.1 振动试验振动试验用于评估包装在运输过程中对振动的抵抗能力。
试验过程如下:1.将包装置于一个振动台上。
2.设置合适的振动频率、振动幅度和振动时间。
3.运行振动台,记录包装在试验过程中的位移和加速度。
4.根据位移和加速度数据评估包装的抗振能力。

包装验证试验方法简介包装验证测试是为了验证产品包装设计是否能够保护产品在转运和配送时安全到达目的地的测试。
该测试有助于确保产品包装的可靠性和稳定性,以确保产品不受到损坏或失效。
换句话说,这是一项非常关键的测试,它可以减少产品退货和维修的成本,并确保客户对产品的满意度。
测试方法包装验证测试通常包括以下几个步骤:1.选择适当的包装材料。
这包括纸箱、泡沫等物料。
这些材料应该能够承受运输过程中的震荡和冲击等外力,以降低产品损坏的风险。
2.确定测试条件。
这包括温度、湿度和运输距离等,以便能够模拟实际运输过程中的情况。
通过这些测试条件,可以评估包装的质量和有效性。
3.选择测试设备。
这包括模拟设备、震动仪和低气压箱等工具。
这些设备可用于模拟包装在运输过程中受到的可能的损坏。
4.进行实际测试。
这包括将测试产品放入包装中,并以预定的条件进行一系列测试,以模拟实际运输中可能遇到的条件。
5.观察测试结果。
从测试结果中,可以确定包装设计是否成功地保护了产品免受运输过程中的各种损坏。
测试目的进行包装验证测试时,我们需要实现以下目的:1.减少产品损坏。
通过设计和测试包装,可以减少产品在运输过程中受到的损坏。
这可以降低成本,并提高客户满意度。
2.改进包装设计。
通过评估包装的有效性,可以确定哪些方面需要改进并进一步优化。
这可以提高包装设计的稳定性和可靠性。
3.减少产品退货率。
损坏或失效的产品需要退回,这可能会导致成本增加并影响客户体验。
通过进行包装验证测试,可以减少退货率并提高客户满意度。
包装验证测试是必要的,它可以确保产品在运输过程中不会受到损坏,降低成本,并提高客户体验。
在进行包装验证测试时,需要选择适当的包装材料,确定测试条件,并选择相应的测试设备。
通过包装验证测试,可以评估包装的有效性,并确定改进的方向。