凝固原理与连铸技术01 导论
- 格式:pdf
- 大小:1.48 MB
- 文档页数:16


连铸技术的基本原理连铸技术是一种重要的金属材料制备工艺,它通过将熔融金属直接注入连续运动的铸型中,使金属在铸型中快速凝固并形成所需的形状和尺寸。
连铸技术的基本原理包括连续浇铸、快速凝固、均匀冷却和连续出料等过程。
连铸技术的基本原理之一是连续浇铸。
在连铸过程中,熔融金属通过特殊设计的浇口连续注入到连续铸型中,不断向前移动,使得铸造过程连续进行。
与传统的间歇铸造相比,连铸技术能够实现高效率、高质量的金属制备,提高生产效率。
另一个基本原理是快速凝固。
连铸技术通过将熔融金属注入到铸型中,并且通过铸型的外壁冷却,使金属在短时间内快速凝固。
在传统的铸造过程中,金属的凝固速度较慢,容易产生大的晶粒或偏析等缺陷。
而连铸技术通过快速凝固,能够获得较细小而均匀的晶粒结构,提高材料的力学性能和成形性能。
均匀冷却也是连铸技术的基本原理之一。
在连铸过程中,通过合理设计铸型和冷却系统,实现对铸态金属的均匀冷却。
冷却速度的均匀性对于金属的结构和性能有很大的影响,冷却速度过快或过慢都会导致不理想的组织和性能。
因此,在连铸技术中,通过合理设计浇口和冷却系统,控制铸态金属的冷却速率,实现均匀冷却,获得优良的金属组织和性能。
最后一个基本原理是连续出料。
在连铸过程中,通过特殊设计的出料装置,将快速凝固的金属连续地从连续铸型中取出。
连铸过程中,金属的凝固已经完成,但温度较高,通过连续出料并进行后续的热处理,可以获得所需的金属材料。
总的来说,连铸技术的基本原理包括连续浇铸、快速凝固、均匀冷却和连续出料。
这些原理相互作用,使得连铸技术成为一种高效、高质量的金属材料制备方法。
连铸技术的广泛应用,不仅能够提高金属材料的生产效率,提高材料的力学性能和成形性能,还能够减少金属材料的能源消耗和环境污染。
随着现代工业的发展,连铸技术在制造业中的地位和作用将越来越重要,对于推动金属材料制造业的发展具有重要的意义。
连铸坯的凝固原理
连铸坯的凝固原理是指在连续铸造过程中,将液态金属通过连铸机的直接接触传热,使其迅速凝固成为固态坯料。
其凝固原理主要包括以下几个方面:
1. 凝固传热:连铸坯的凝固过程是通过凝固传热实现的。
当液态金属与凝固器壁接触时,通过壁传导热量,将热量从液体中抽取,使其温度下降,从而引起凝固。
凝固过程中,液态金属中的热量逐渐转移到凝固器壁上,使液态金属凝固。
2. 菌晶凝固:连铸坯的凝固过程中形成的是菌晶结构。
在凝固过程中,凝固核的形成与扩展是菌晶凝固的核心。
凝固核的形成主要通过异质核形成机制,即固相杂质在液相中起到导向凝固核形成的作用。
在凝固核形成之后,扩展也是通过液态金属中的固相杂质扩散到凝固界面来实现的。
3. 凝固前区域形态演变:连铸坯凝固前区域是指离开凝固器壁距离较远的区域,此区域的凝固过程是从纯凝固到凝固核形成的过程。
在这个过程中,液态金属的温度逐渐下降,会引起结晶核的形成和繁殖。
在凝固前区域中,由于热量的传导和质量的迁移,形成了柱状晶区。
4. 凝固后区域形态演变:连铸坯凝固后区域是指靠近凝固器壁边界附近的区域,此区域的凝固过程是进一步形成坯料的过程。
在凝固后区域中,凝固核逐渐形成,晶核之间相互连结,最终形成了连续的晶体结构。
连铸坯的凝固原理是液态金属通过传导传热和纯凝固形成晶核,然后通过晶核的繁殖和晶体的连结形成连续的晶体结构,最终实现连铸坯的凝固。
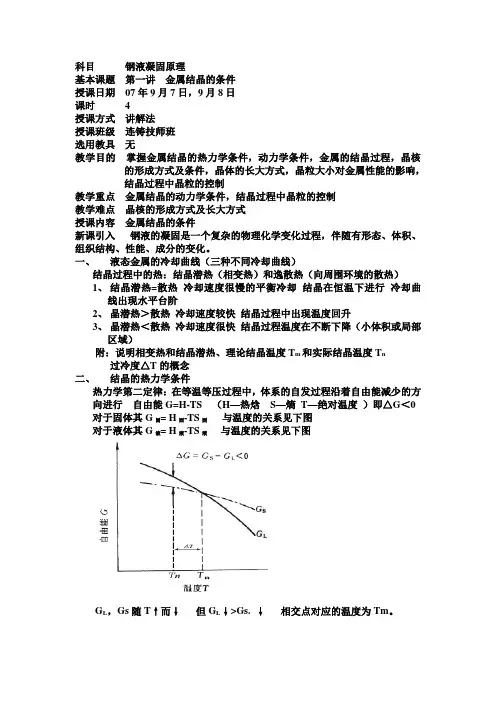
科目钢液凝固原理基本课题第一讲金属结晶的条件授课日期07年9月7日,9月8日课时 4授课方式讲解法授课班级连铸技师班选用教具无教学目的掌握金属结晶的热力学条件,动力学条件,金属的结晶过程,晶核的形成方式及条件,晶体的长大方式,晶粒大小对金属性能的影响,结晶过程中晶粒的控制教学重点金属结晶的动力学条件,结晶过程中晶粒的控制教学难点晶核的形成方式及长大方式授课内容金属结晶的条件新课引入钢液的凝固是一个复杂的物理化学变化过程,伴随有形态、体积、组织结构、性能、成分的变化。
一、液态金属的冷却曲线(三种不同冷却曲线)结晶过程中的热:结晶潜热(相变热)和逸散热(向周围环境的散热)1、结晶潜热=散热冷却速度很慢的平衡冷却结晶在恒温下进行冷却曲线出现水平台阶2、晶潜热>散热冷却速度较快结晶过程中出现温度回升3、晶潜热<散热冷却速度很快结晶过程温度在不断下降(小体积或局部区域)附:说明相变热和结晶潜热、理论结晶温度T m和实际结晶温度T n 过冷度△T的概念二、结晶的热力学条件热力学第二定律:在等温等压过程中,体系的自发过程沿着自由能减少的方向进行自由能G=H-TS (H—热焓S—熵T—绝对温度)即△G<0对于固体其G固= H固-TS固与温度的关系见下图对于液体其G液= H液-TS液与温度的关系见下图G L,Gs随T↑而↓但G L↓>Gs. ↓相交点对应的温度为Tm。
讨论:1) T=Tm时,G L=Gs △G=0 动态平衡,不熔化也不结晶;相交点对应的温度为Tm。
2) T<Tm时,G L<Gs △G<0 L→S 结晶3) T>Tm时,G L>Gs △G>0 S→L 熔化可见,结晶的热力学条件是:G L<Gs 或ΔG = Gs—G L<0结晶满足了热力学条件只是说明结晶具备了可能性,但能不能实现还依赖于动力学条件三、结晶的动力学条件1、金属的结晶过程结晶的一般过程是由形核和长大两个过程交错从叠组合而成的过程。
连铸工艺设备连铸坯凝固与传热引言连铸工艺是一种将熔融金属直接浇铸成坯料的生产工艺,它在金属压延生产中起着至关重要的作用。
连铸工艺设备包括连铸机、结晶器、辊道、切割机等,其中连铸机是连铸工艺设备的核心部件。
连铸坯在连铸过程中涉及到坯料的凝固与传热问题,本文将重点探讨连铸坯的凝固与传热机理以及影响因素。
连铸坯的凝固过程连铸坯在从熔融态到凝固态的过程中,经历了凝固壳形成、凝固壳增厚和坯心凝固三个阶段。
凝固壳形成当熔融金属从连铸机中流出,并接触到结晶器内壁时,由于结晶器内壁温度较低,熔融金属迅速冷却并凝固。
这一过程称为凝固壳形成阶段。
在凝固壳形成阶段,连铸坯在结晶器中逐渐形成一个厚度较小的凝固壳,凝固壳内部为固态金属,外部为未凝固的熔融金属。
凝固壳增厚凝固壳形成后,熔融金属继续从连铸机中流出,并沿着凝固壳的外表面凝固。
这一过程称为凝固壳增厚阶段。
在凝固壳增厚阶段,连铸坯的凝固壳逐渐增厚,同时熔融金属逐渐减少。
坯心凝固当凝固壳增厚到一定程度时,熔融金属在连铸坯内部逐渐凝固,形成坯心。
这一过程称为坯心凝固阶段。
在坯心凝固阶段,凝固壳继续增厚,坯心逐渐凝固,直到整个连铸坯全部凝固为止。
连铸坯的传热机理连铸坯的凝固过程涉及到传热问题,主要有自由传热和辐射传热两种机制。
自由传热自由传热是指连铸坯的凝固过程中,熔融金属与连铸坯表面之间的传热。
自由传热主要通过导热的方式进行,即熔融金属中的热量通过凝固壳传导到连铸坯的表面,并与外界环境进行热交换。
辐射传热辐射传热是指连铸坯的凝固过程中,凝固壳和周围环境之间的传热。
凝固壳表面向外辐射热量,同时从外界环境也会接收到辐射热量,形成辐射传热。
辐射传热是由于凝固壳和周围环境的温度差异而产生的,它的大小与温度差、发射率等因素有关。
影响连铸坯凝固与传热的因素连铸坯的凝固与传热过程受到多种因素的影响,主要包括以下几个方面:温度金属熔融温度和结晶器内壁的温度是影响连铸坯凝固与传热的重要因素。
凝固原理与连铸技术—凝固原理与连铸工艺、设备及质量控制
北京科技大学天津学院
材料科学与工程系
王洪涛
Email:teacherwang126@
学习内容:
一. 导论
二. 连铸技术特征与发展历史
三. 连铸机关键部件的功能、结构与设计
四. 凝固原理与凝固方式
五. 铸坯结构与缺陷控制
六. 连铸新技术
教材与参考书
•教材:
•《连续铸钢原理与工艺》,蔡开科、程士富主编,
冶金工业出版社,1994年,第1版
•参考书:
• 1. 《Fundamentals of Solidification》W.Kurz, D.J.Fisher著,,高等教育出版社,2010年,第1版• 2. 《金属凝固原理及技术》,马幼平,许云华主编,冶金工业出版社,2008年,第1版
• 3. 《新编连续铸钢工艺及设备》,王雅贞, 张岩主编,冶金工业出版社,2007年,第1版
学习要求及考核
•学习要求:
•1. 2000字技术评述: 电子版、纸质版(cnki论文格式,文件名“学号姓名题目”)•2. 10张工艺、设备图片:电子版
•(做成ppt,少量文字说明)
•考核:
•1. 平时成绩40%(评述、ppt、出勤)•2. 考试60%(开卷或闭卷)
一. 导论
•1. 1 材料与人类文明
•1. 2 金属材料
•1. 3 钢铁材料
•1. 4 铸造
•为什么材料科学与工程以钢铁材料为研究对象?
中国
中东
欧美
沧州铁狮子Intel 双核处理器石器时代青铜器时代铁器时代新材料时代
833千克。
高133cm、长110cm、宽79cm 现藏中国国家历史博物馆。
西汉中晚期制作的透光镜
铸于公元953年,采用“泥范明浇法”铸成,重40t 长6.30m,宽5.35m,高6.6m
1. 2 金属材料
黑色金属(Ferrous Metal)
☐铁和铁基合金(钢和铸铁),包括锰、铬;占工业用材的95%,主要用作结构材料(Structural Material),(力学性能)。
有色金属(Non-ferrous Metal)
☐除黑色金属以外的所有金属及其合金;
☐仅占工业用材的5%, 但其重要性并不逊色。
主要用作功能材料(Functional Material),也可用作结构材料。
1.3 钢铁材料
“钢铁”常是对各种钢材的统称。
钢是铁与碳和其他的合金元素所组成的合金,含碳 量<2.11%, 具有较好的力学性能和塑性加工性能! 碳素钢:以铁和碳元素为主的钢 合金钢:人为加入合金元素,具有特殊性能的钢 “铁”的概念,可以指元素铁(纯铁) 也可以指含碳量>2.11%的生铁或铸铁
1.4 铸造
将熔熔金属浇注到模具里,冷却、凝固成所 需形状的铸件,该生产过程称为铸造。
分类:模铸、连铸 据考古实物: 铸造青铜件的历史在3000年以上; 铸造铸铁件的历史不到2000年; 铸钢件的历史更短,因为对钢的认识较晚, 钢的熔点很高,生产技术复杂。
1.4.1 模铸
模铸(foundry)的技术由来已久:3000多年前 的青铜器时代,是人类文明进步的重要标志, 是大型钢锭和复杂铸件的重要成形方法。
1.4.2 连铸
连铸(continuous casting) 是近代金属大规模初级加 工的代表性技术。
是现代化钢铁生产技术的 标志性技术。
发展历史:1858年,英国 人Bessemer 发明的对辊 薄带连铸(twin roll strip casting)。
现代社会需要 大规模钢材坯料,连续生 产是重要手段。
我国目前钢材生产中,连 铸比已达98%以上。
1.4.3 钢铁生产与连铸
连铸坯通过再加热、热轧/冷轧 制成各种钢材(管棒型线、板带箔饼)
。