聚丙烯PP改性料的收缩率综述
- 格式:doc
- 大小:13.50 KB
- 文档页数:2

汽车用改性聚丙烯收缩率的影响因素探讨摘要院本文重点研究弹性体,PE,无机刚性粒子填料,成核剂以及注塑工艺对聚丙烯(PP)成型收缩率的影响。
结果表明添加改性剂可大幅度降低聚丙烯成型收缩率,随着添加量的增加收缩率逐渐减小,另外无机刚性粒子的添加对聚丙烯成型收缩率影响最明显,弹性体、PE 及成核剂的添加也能降低聚丙烯的收缩率;改变注塑工艺可以调整聚丙烯成型收缩率,降低注射温度、延长注射时间、提高注塑压力和速率可降低聚丙烯成型收缩率。
Abstract: This paper focuses on the effect of elastomer, PE, rigid inorganic filler particles, nucleating agents and injection process onPP molding shrinkage. The results show that modifying agent can greatly reduce the PP molding shrinkage; with the increase of the amount,shrinkage decreases gradually; in addition the effect of inorganic particles is most significant, elastomers, PE and nucleating agents also canreduce the shrinkage of PP; the change of injection molding process can adjust the shrinkage of PP; lowering injection temperature,prolonging injection time, increasing injection pressure and rate can reduce the PP molding shrinkage.关键词院聚丙烯;收缩率;改性Key words: polypropylene;shrinkage;modified中图分类号院TQ325.1+4 文献标识码院A 文章编号院1006-4311(2014)18-0289-020引言聚丙烯(PP)具有密度低、机械性能较优异、良好的耐应力龟裂、耐疲劳屈服和耐化学品性能、价格便宜、易加工成型、无毒、易回收、可循环利用等多个优点,获得广泛应用,特别是在汽车、家电及机械领域的应用不断加大。
来源于:注塑塑料网/聚丙烯注塑加工成型收缩率的影响因素塑料制品的质量取决于材料(树脂、加工助剂等)的选择和注塑加工条件。
塑料成型加工是一门科学与工程紧密结合的交叉学科,其任务是:了解材料的特性,确定最适宜加工条件,制取最佳性能产品。
热塑性塑料注塑制品成型时收缩率与结晶度及球晶大小密切相关,球晶与聚合形式及助剂有关,而结晶直不仅取决于化学结构而且还受到加工过程中冷却速率、熔体温度、模具温度、制品厚度等的影响,给模具设计确定型腔尺寸和控制制品尺寸精度带来困难。
生产中迫切需要了解注塑工艺对各种塑料收缩率的影响规律。
聚丙烯具有较高的结晶性,给产品带来较好的刚性,但也决定了其较大的制品成型收缩率,给其在注塑领域的应用带来了不少的限制,通常,PP的结晶度通常为40~70%,其它为非定形区,由此它的成型收缩率会出现在1~2.5%范围内。
在与一些下游应用厂家的交流中经常碰到需要解决降低PP的成型收缩率的问题。
因此不少石化研究院所对在PP 的生产和加工两个过程中如何降低其收缩率等问题进行了研究。
2 常用聚丙烯加工技术聚丙烯作为增长最为强劲的通用塑料,与其具有较宽的成型加工适应性有很大关系。
如PP可注塑、吹塑、真空热成型、涂覆、旋转成型,也可熔接、机加工、电镀和发泡等,并可在金属表面喷涂。
目前,常用的聚丙烯成型加工技术有注塑、挤塑、薄膜、发泡等。
常用聚丙烯按聚合方式及其链段结构的不同,可分为均聚、无规共聚以及嵌段共聚,通常注塑采用均聚和嵌段共聚PP,挤塑三种都可以使用,吹塑和薄膜(如 BOPP)可采用均聚和无规共聚PP。
目前市场上注塑成型和挤出PP使用量较大。
一般注塑温度在180~210℃之间,注塑压力在65~140MPa,模具温度为40~70℃。
预干燥温度在80℃左右[1]。
3 聚丙烯的成型收缩性与注塑工艺聚丙烯的成型收缩率一直是注塑厂家所关心的指标,成型收缩率包括结晶收缩,取向收缩、热收缩、负收缩和后收缩。
通常,PP从注射温度降低到室温时,体积收缩较大,收缩率一般在1%~2.5%,且具有各向异性,并存在占总收缩宰10%-15%的后收缩[2]。
汽车PP保险杠注塑成型收缩及涂装后收缩的研究论文PP塑胶原料,化学名称:聚丙烯,特点:密度小,强度刚度,硬度耐热性均优于低压聚乙烯,可在100度左右使用。
具有良好的电性能和高频绝缘性不受湿度影响,但低温时变脆、不耐磨、易老化。
适于制作一般机械零件,耐腐蚀零件和绝缘零件。
以下是店铺今天为大家精心准备的:汽车PP保险杠注塑成型收缩及涂装后收缩的研究相关论文。
内容仅供参考,欢迎阅读!汽车PP保险杠注塑成型收缩及涂装后收缩的研究全文如下:摘要:文本针对目前乘用车保险杠所面临的尺寸稳定性现状,对汽车PP保险杠的注塑成型收缩及涂装后收缩的情况分别进行了分析,寻找到了稳定保险杠尺寸和提高装配精度的控制手段。
阐述了通过选用合适的弹性体品种,控制合理的弹性体添加比例,以及调整合适的注塑工艺可以得到希望的保险杠尺寸。
关键词:PP保险杠;尺寸稳定性;注塑成型收缩;涂装后收缩Abstract:This paper researches on the control means of stabilizing the dimension and improving the assembly accuracy,by analyzing the shrinkage after injection molding and coating respectively,in allusion to the status quo of the dimensional stability of the automotive PP bumper. It is also elaborated that,we can get the hope dimension of the bumper by choosing appropriate varieties and controlling reasonable adding proportion of the elastomer, and by adjusting the right molding process.1 引言近十年来,我国的汽车工业发展迅猛,进入“十二?五”以来,汽车年产销总量已超过2 000 万辆,其中近1 500万辆是乘用车。
k8003聚丙烯收缩率1.引言1.1 概述概述部分要对整篇文章的主题进行简要介绍,即聚丙烯收缩率。
以下是概述部分的内容:概述聚丙烯是一种重要的合成材料,具有许多优异的性能和广泛的应用。
其中,聚丙烯的收缩率作为一个关键的物性参数,在聚丙烯产品的生产和应用过程中起着重要的作用。
聚丙烯的收缩率是指在加工过程中,聚丙烯材料在冷却后的尺寸缩小程度。
本文将重点探讨聚丙烯收缩率的相关内容。
首先,我们将介绍聚丙烯的基本性质,包括其化学结构、物理性质等方面的特点。
其次,我们将详细讨论聚丙烯收缩率的定义和测量方法,以便更好地了解和评估聚丙烯材料的变形行为。
最后,我们将分析影响聚丙烯收缩率的主要因素,并探讨聚丙烯收缩率在不同领域的应用及其意义。
通过本文的阐述,我们旨在提高对聚丙烯收缩率的认识,并为相关行业提供参考和指导。
聚丙烯收缩率的研究不仅对于生产和制造过程的改进具有重要意义,还对于保证聚丙烯制品的性能和质量具有重要的实际应用价值。
深入了解聚丙烯收缩率的特性和变化规律,有助于我们更好地利用这一材料,实现其在各行各业的广泛应用。
1.2文章结构文章结构部分的内容可以编写如下:文章结构部分将介绍本文的组织结构和各章节内容的概述。
本篇长文按照以下结构进行组织和展开:第一部分是引言。
这一部分将在第一章中进行介绍。
首先,我们将给出一个概述,简要介绍聚丙烯收缩率的基本概念和重要性。
然后,我们将介绍整个文章的结构,以便读者能够清晰地了解各章节的内容和安排。
最后,我们将阐明本文的目的,即通过对聚丙烯收缩率的研究和分析,探讨其影响因素和应用领域。
第二部分是正文。
这一部分将通过第二章进行详细阐述。
首先,我们将介绍聚丙烯的基本性质,包括其化学结构、物理性质和化学性质等方面的内容。
然后,我们将详细解释聚丙烯收缩率的定义,并介绍几种常用的测量方法,如热量法、光学法和维氏硬度法等。
通过对这些测量方法的比较和分析,我们将使读者对聚丙烯收缩率有更全面的认识。
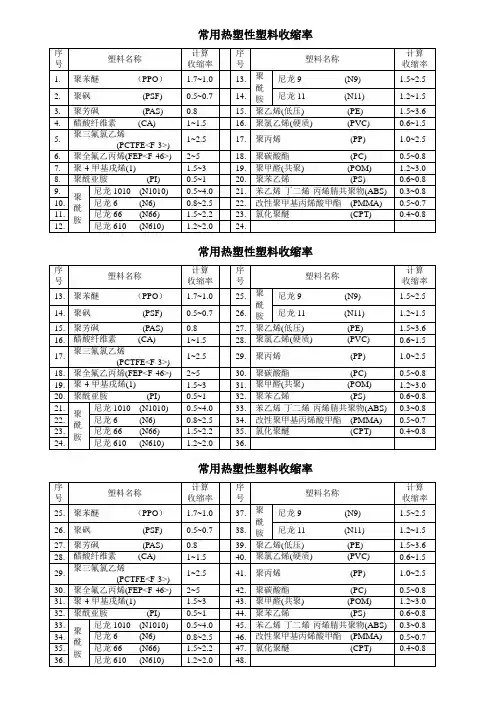
各种塑料的收缩率随着塑料制品的广泛应用,塑料的性能也变得越来越重要。
其中,收缩率是衡量一个塑料的重要性能之一。
下面,我们将介绍几种常见塑料的收缩率以及其应用。
1. 聚丙烯(PP)聚丙烯的收缩率一般在1.5%~2.5%之间。
这个范围内的收缩率可以保证制品表面光洁,尺寸稳定,且在高温下具有较高的稳定性。
聚丙烯的收缩率低,适合制造各种精密的机械零件、餐具、日用品等。
2. 聚乙烯(PE)聚乙烯的收缩率一般在1.5%~3.5%之间。
该塑料的收缩率较大,制品缩小后的尺寸较难控制。
因此,使用聚乙烯制造的制品一般较少涉及到精密细节的设计,更多地应用于大件零部件制造。
3. 聚苯乙烯(PS)聚苯乙烯的收缩率较大,一般在0.6%~0.96%之间。
这种塑料具有较高的透明度和表面光泽度,通常用于制造透明杯、盘子、文具盒等高透明度的制品。
4. 聚碳酸酯(PC)聚碳酸酯的收缩率一般在0.5%~0.7%之间。
这种塑料具有高强度、高透明度、高耐热性和抗冲击性能,被广泛应用于汽车零件、电视机外壳和建筑材料等领域。
5. 聚酯类聚酯类塑料的收缩率一般在0.2%~2%之间,与具体的聚酯类别有关。
聚酯类塑料具有优良的强度、刚度和耐热性,常常用于家居用品、汽车内饰、玩具等领域。
6. 尼龙类尼龙类塑料的收缩率一般在0.5%~1.5%之间。
这种塑料具有高度的韧性和强度,适合制造齿轮、水龙头、拉杆等需求高强度材料的产品。
以上是几种常见塑料的收缩率介绍,收缩率的掌握对于产品的设计和制造具有重要意义,可以保证制品尺寸和形状的精确控制,提高产品品质和使用寿命。
10.16638/ki.1671-7988.2017.03.003汽车仪表板用PP改性料收缩率的研究高继奎,赵月(奇瑞商用车(芜湖)有限公司河南分公司,河南开封476200)摘要:汽车仪表板广泛采用了改性PP材料,然而其较差的成型收缩性对仪表板的尺寸稳定性造成了极大的影响。
针对此种情况,文章在PP改性料收缩机理的基础上,对材料和注塑工艺两方面进行了阐述,论证了注塑工艺对PP 成型收缩率的影响,并通过实验验证了弹性体EPDM和滑石粉Talc的添加比例在改善PP收缩率上的效果。
关键词:仪表板;PP改性料;收缩率;注塑工艺中图分类号:U465 文献标识码:A 文章编号:1671-7988(2017)03-05-03Research on molding shrinkage of PP composites used in Instrument PanelGao Jikui, Zhao Yue( Chery commercial vehicle (wuhu) co., LTD. Henan branch, Henan Kaifeng 476200 )Abstract:Considering the situation that the poor molding shrinkage of PP composites widely used in Instrument Panel impacts seriously the dimensional stability, Based on the shrinkage mechanism of the modified PP material, the paper researches from the aspects of material and injection process, arguments the influence of the injection molding process on the shrinkage rate of PP, and find that it can increase the dimensional stability by controlling the contents of EPDM and Talc. Keywords: Instrument Panel; PP composites; shrinkage rate; molding processCLC NO.: U465 Document Code: A Article ID:1671-7988(2017)03-05-03引言聚丙烯(PP)因其质轻、刚性好、耐挠曲,通过定向改性,还可以耐低温冲击、耐热老化等优点,在汽车内外饰上应用广泛[1],加之其来源充足、价格低廉,近年来已逐渐成为汽车上用量最大的高分子材料,约占汽车用料总量的21%[2]。
嘉力欣改性P P(聚丙烯)技术研究方案聚丙烯介绍:聚丙烯为无毒、无臭、无味的乳白色高结晶的聚合物,密度只有0. 90--"0. 91g/cm,是目前所有塑料中最轻的品种之一。
它对水特别稳定,在水中的吸水率仅为0.01%,分子量约8万一15万。
成型性好,但因收缩率大(为1%~2.5%).厚壁制品易凹陷,对一些尺寸精度较高零件,很难于达到要求,制品表面光泽好,易于着色。
PP聚丙烯的常规等级:一、均聚PP-聚丙烯[size=-1]Homo-polyme r polypr opyle ne,简称PPH聚丙烯PP的均聚物简称PPH,是单一丙烯单体的聚合物。
聚丙烯(PP)作为热塑塑料聚合物是有规立构聚合物中的第一个。
其历史意义更体现在,它一直是增长最快的主要热塑性塑料,它在热塑性塑料领域内有十分广泛的应用,特别是在纤维和长丝、薄膜挤压、注塑加工等方面。
二、PP共聚物,Polypr opyle ne Copoly mer,简称PPC,是丙烯单体与乙烯单体的共聚物;按照乙烯单体在分子链上的分布方式,共聚PP可以分为无规共聚物(PPR)和嵌段共聚物(PPB)两种。
PPH的刚性好,但耐冲击性不好,尤其耐低温冲击性更不好,耐蠕变性差。
PPB的耐冲击性好,但耐蠕变性和PPH一样差。
PPR的耐冲击性和耐蠕变性则都好。
三、CPP膜-聚丙烯CPP是”Castin g Polypr opyle ne“的简称,即聚丙烯流涎薄膜。
是通过熔体流涎、骤冷生产的一种无拉伸、非定向的平挤薄膜。
它不经过BO PP中的纵向拉伸和横向拉伸两个过程,直接流涎成产品宽度。
嘉力欣改性P P针对汽车行业PP用于汽车工业具有较强的竞争力,但因其模量和耐热性较低,冲击强度较差,因此不能直接用作汽车配件,轿车中使用的均为改性P P产品,其耐热性可由80℃提高到145℃~150℃,并能承受高温750~1000h后不老化,不龟裂。
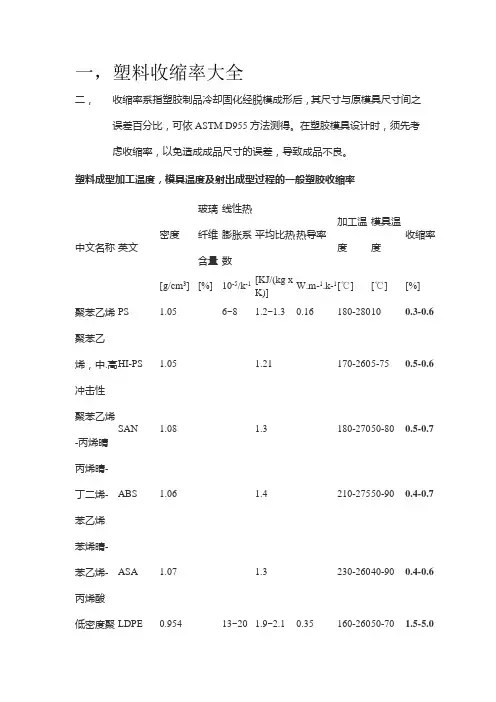
一,塑料收缩率大全二,收缩率系指塑胶制品冷却固化经脱模成形后,其尺寸与原模具尺寸间之误差百分比,可依ASTM D955方法测得。
在塑胶模具设计时,须先考虑收缩率,以免造成成品尺寸的误差,导致成品不良。
塑料成型加工温度,模具温度及射出成型过程的一般塑胶收缩率中文名称英文密度玻璃纤维含量线性热膨胀系数平均比热热导率加工温度模具温度收缩率[g/cm3] [%] 10-5/k-1[KJ/(kg xK)]W.m-1.k-1[℃] [℃] [%]聚苯乙烯PS 1.05 6~8 1.2~1.3 0.16 180-280 10 0.3-0.6聚苯乙烯,中.高冲击性HI-PS 1.05 1.21 170-260 5-75 0.5-0.6聚苯乙烯-丙烯晴SAN 1.08 1.3 180-270 50-80 0.5-0.7丙烯晴-丁二烯-苯乙烯ABS 1.06 1.4 210-275 50-90 0.4-0.7苯烯晴-苯乙烯-丙烯酸ASA 1.07 1.3 230-260 40-90 0.4-0.6低密度聚LDPE 0.954 13~20 1.9~2.1 0.35 160-260 50-70 1.5-5.0乙烯高密度聚HDPE 0.92 11~13 2.3-2.5 0.44 260-300 30-70 1.5-3.0乙烯聚丙烯PP 0.915 6~10 0.84-2.5 0.24 250-270 50-75 1.0-2.5聚丙烯PPGR 1.15 30 1.1-1.35 260-280 50-80 0.5-1.2 -GR聚异丁烯IB 150-200聚甲基戊PMP 0.83 280-310 70 1.5-3.0烯软质聚氯PVC-soft 1.38 7~25 0.85 0.15 170-200 15-50 >0.5乙烯硬质聚氯PVC-rigid 1.38 5~18.5 0.83-1.05 0.16 180-210 30-50 0.5乙烯聚氟亚乙PVDF 1.2 250-270 90-100 3.0-6.0烯聚四氟乙PTFE 2.12-2.17 10 1.02~1.08 0.27 320-360 200-230 3.5-6.0烯氟化乙烯基丙烯共FEP 2.15 3.0-4.0聚物聚甲基丙PMMA 1.18 4.5 1.39~1.46 0.19 210-240 50-70 0.1-0.8烯酸甲脂(丙烯)聚甲醛POM 1.42 10 1.47-1.5 0.23 200-210 >90 1.9-2.3聚苯撑氧或聚氧化PPO 1.06 1.45 250-300 80-100 0.5-0.7亚苯聚苯撑氧PPO-GR 1.27 30 1.3 280-300 80-100 <0.7-GR醋酸纤维CA 1.27-1.3 1.3-1.7 180-320 50-80 0.5素醋酸-丁CAB 1.17-1.22 1.3-1.7 180-230 50-80 0.5酸纤维素丙酸纤维CP 1.19-1.23 1.7 180-230 50-80 0.5表素聚碳酸醋PC 1.2 1.3 280-320 80-100 0.8聚碳酸脂PC-GR 1.42 10-32 1.1 300-330 100-120 0.15-0.55 -GR聚氨基甲TPU 10~20 1.76 0.3酸酯聚乙烯对苯二PET 1.01 0.14甲酸乙酯聚乙烯对苯二PET-GR 1.5-1.57 20-30 260-290 140 1.2-2.0甲酸乙酯-GR聚丁烯对苯二PBT 1.3 240-260 60-80 1.5-2.5酸聚丁烯对苯二PBT-GR 1.52-1.57 30-50 250-270 60-80 0.3-1.2酸-GR尼龙6(聚酸胺PA 6 1.14 6 1.6~1.8 0.31 240-260 70-120 0.5-2.2 6)尼龙6-GR PA 6-GR 1.36-1.65 30-50 1.26-1.7 270-290 70-120 0.3-1尼龙6/6 PA 66 1.15 9 1.7 0.25 260-290 70-120 0.5-2.5尼龙6/6-GR PA66-GR 1.20-1.65 30-50 1.4 280-310 70-120 0.5-1.5尼龙11 PA 11 1.03-1.05 2.4 210-250 40-80 0.5-1.5尼龙12 PA 12 1.01-1.04 1.2 210-250 40-80 0.5-1.5聚醚砜PES 5.5 1.12 0.18聚醚矾PSO 1.37 310-390 100-160 0.7聚硫化亚苯PPS 1.64 40 370 >150 0.2热塑性聚亚胺PUR 1.2 1.85 195-230 20-40 0.9脂酚甲醛树脂GP P F 1.4 1.3 60-80 170-190 1.2三聚氰胺甲醛MF 1.5 1.3 70-80 150-165 1.2-2 GP三聚氰胺酚甲MPF 1.6 1.1 60-80 160-180 0.8-1.8醛聚脂树脂UP 2.0-2.1 0.9 40-60 150-170 0.5-0.8环氧树脂EP 1.9 30-80 8 1.05-1.9 0.17 ca.70 160-170 0.2氧丁橡胶24 1.7 0.21 天然橡胶 1.92 0.18 聚乙丁烯 1.95。
嘉力欣改性PP(聚丙烯)技术研究方案聚丙烯介绍:聚丙烯为无毒、无臭、无味的乳白色高结晶的聚合物,密度只有0. 90--"0. 91g/cm,是目前所有塑料中最轻的品种之一。
它对水特别稳定,在水中的吸水率仅为0. 01%,分子量约8万一15万。
成型性好,但因收缩率大(为1%~2.5%).厚壁制品易凹陷,对一些尺寸精度较高零件,很难于达到要求,制品表面光泽好,易于着色。
PP聚丙烯的常规等级:一、均聚PP-聚丙烯[size=-1]Homo-polymer polypropylene,简称PPH聚丙烯PP的均聚物简称PPH,是单一丙烯单体的聚合物。
聚丙烯(PP)作为热塑塑料聚合物是有规立构聚合物中的第一个。
其历史意义更体现在,它一直是增长最快的主要热塑性塑料,它在热塑性塑料领域内有十分广泛的应用,特别是在纤维和长丝、薄膜挤压、注塑加工等方面。
二、PP共聚物,Polypropylene Copolymer,简称PPC,是丙烯单体与乙烯单体的共聚物;按照乙烯单体在分子链上的分布方式,共聚PP可以分为无规共聚物(PPR)和嵌段共聚物(PPB)两种。
PPH的刚性好,但耐冲击性不好,尤其耐低温冲击性更不好,耐蠕变性差。
PPB的耐冲击性好,但耐蠕变性和PPH一样差。
PPR的耐冲击性和耐蠕变性则都好。
三、CPP膜-聚丙烯CPP是”Casting Polypropylene“的简称,即聚丙烯流涎薄膜。
是通过熔体流涎、骤冷生产的一种无拉伸、非定向的平挤薄膜。
它不经过BOPP中的纵向拉伸和横向拉伸两个过程,直接流涎成产品宽度。
嘉力欣改性PP针对汽车行业PP用于汽车工业具有较强的竞争力,但因其模量和耐热性较低,冲击强度较差,因此不能直接用作汽车配件,轿车中使用的均为改性PP产品,其耐热性可由80℃提高到145℃~150℃,并能承受高温750~1000h后不老化,不龟裂。
产品,可以作为汽车仪表板、保险杠,嘉力欣PP改性材料生产的同类产品成本降低30%,改性PP用作汽车配件具有十分广阔的开发前景。
pp的改性简介PP塑料,化学名称:聚丙烯英文名称:Polypropylene(简称PP)比重:0.9-0.91克/立方厘米成型收缩率:1.0-2.5% 成型温度:160-220℃。
成分结构PP为结晶型高聚物,常用塑料中PP最轻,密度仅为0.91g/cm3(比水小)。
通用塑料中,PP 的耐热性最好,其热变形温度为80-100℃,能在沸水中煮。
PP有良好的耐应力开裂性,有很高的弯曲疲劳寿命,俗称“百折胶”。
PP的综合性能优于PE料。
PP产品质轻、韧性好、耐化学性好。
PP的缺点:尺寸精度低、刚性不足、耐候性差、易产生“铜害”,它具有后收缩现象,脱模后,易老化、变脆、易变形。
日常生活中,常用的保鲜盒就是由PP材料制成成型特性1.结晶料,吸湿性小,易发生融体破裂,长期与热金属接触易分解.2.流动性好,但收缩范围及收缩值大,易发生缩孔.凹痕,变形.3.冷却速度快,浇注系统及冷却系统应缓慢散热,并注意控制成型温度.料温低温高压时容易取向,模具温度低于50度时,塑件不光滑,易产生熔接不良,流痕,90度以上易发生翘曲变形4.塑料壁厚须均匀,避免缺胶,尖角,以防应力集中.工艺特点PP在熔融温度下有较好的流动性,成型性能好,PP在加工上有两个特点:其一:PP熔体的粘度随剪切速度的提高而有明显的下降(受温度影响较小);其二:分子取向程度高而呈现较大的收缩率。
PP的加工温度在200-300℃左右较好,它有良好的热稳定性(分解温度为310℃),但高温下(270-300℃),长时间停留在炮筒中会有降解的可能。
因PP的粘度随着剪切速度的提高有明显的降低,所以提高注射压力和注射速度会提高其流动性,改善收缩变形和凹陷。
模温宜控制在30-50℃范围内。
PP熔体能穿越很窄的模具缝隙而出现披锋。
PP在熔化过程中,要吸收大量的熔解热(比热较大),产品出模后比较烫。
PP料加工时不需干燥,PP的收缩率和结晶度比PE低。
性能概述1、密度PP是所有合成树脂中密度最小的,仅为0.90~0.91g/cm3,是PVC密度的60%左右。
聚丙烯收缩率小的牌号-回复聚丙烯是一种热塑性聚合物,具有优良的物理性能和化学稳定性。
它在工业生产和日常生活中广泛应用,特别是在塑料制品和纺织品方面。
在选择合适的聚丙烯牌号时,收缩率是一个重要的考虑因素。
本文将详细介绍几种聚丙烯收缩率小的牌号,并解释其原因。
首先,我们来了解一下聚丙烯的收缩率。
聚丙烯的收缩率是指在冷却过程中,聚合物从熔融态逐渐转变为固态时所引起的尺寸变化。
收缩率通常采用线性收缩率或体积收缩率来表示。
线性收缩率是指材料在一个确定方向上的长度变化,而体积收缩率考虑了材料在所有方向上的尺寸变化。
在塑料加工过程中,收缩率会对成品尺寸和准确性产生重要影响。
相对于其他塑料材料,聚丙烯的收缩率较小。
这主要是由于聚丙烯的分子结构和热性能所决定的。
聚丙烯的分子链较短,分子量相对较低,这使得聚丙烯的分子间相互作用较弱。
因此,在冷却过程中,聚丙烯分子之间的运动受到限制,导致收缩率较小。
此外,聚丙烯的熔点较低,使其易于加工和成型,也有助于减小收缩率。
现在,让我们一起来了解几种聚丙烯收缩率小的牌号。
1. PP-HM:聚丙烯高分子量牌号PP-HM是一种高分子量聚丙烯牌号,具有较小的收缩率。
由于其高分子量,聚丙烯分子链较长,分子间相互作用较强,减少了分子在冷却过程中的运动,从而导致较小的收缩率。
PP-HM通常用于制作要求高精度尺寸的塑料制品,如精密零件和容器。
2. PP-Copolymer:聚丙烯共聚物牌号PP-Copolymer是一种聚丙烯共聚物牌号,由聚丙烯和其他共聚单体组成。
共聚物的加入可以改变聚丙烯的结晶结构,减小其收缩率。
聚丙烯共聚物通常具有较高的韧性和抗冲击性,适用于制作要求高强度和耐用性的制品,如汽车零件和家用电器。
3. PP-Random Copolymer:聚丙烯随机共聚物牌号PP-Random Copolymer是一种聚丙烯随机共聚物牌号,具有较小的收缩率和良好的热性能。
随机共聚物的添加可以增加聚丙烯的均一度和结晶速率,从而减小收缩率。
以下是塑料的收缩率,单位(%)PP(1.0-2.5)PMMA(0.1-0.4)PC(0.5-0.7)PA6(0.5-1.5)PA6-GF(0.4-0.6)PA66(0.8-1.5)PA66-GF(0.5)PS(0.4-0.7)ABS(0.4-0.9)ABS-GF(0.1-0.2)POM(2-2.5)PBT(1.5-2.0)PET(2-2.5)PE、PP、ABS、PVC、PS塑料是一种常用的化工原料,是由某一种或几种单体在一定反应条件下聚合而成的高分子有机材料,由于其质轻、价廉、优性能的特点,在国民经济中占据了重要的组成部分。
一、塑料的常规品种及分类在日常生活中,我们能直接接触或感知到的塑料,多数是常规的通用塑料,主要包括五大类:PE、PP、ABS、PVC、PS,这五大类塑料占据了塑料原料使用的绝大多数,其余的基本可以归入特殊塑料品种,如:PPS、PPO、PA、PC、POM等,它们在日用生活产品中的用量很少,主要应用在工程产业、国防科技等高端的领域,如汽车、航天、建筑、通讯等领域。
塑料根据其可塑性分类,可分为热塑性塑料和热固性塑料。
通常情况下,热塑性塑料的产品可再回收利用,而热固性塑料则不能,根据塑料的光学性能来分,可分为透明、半透明及不透明原料,如PS、PMMA、AS、PC等属于透明塑料,而其它大多数塑料都为不透明塑料。
塑料的分类方式还有很多种,这里不一一介绍了。
二、常用塑料品种性能及用途1、聚乙烯:常用聚乙烯可分为低压聚乙烯(HDPE)、高压聚乙烯(LDPE)和线性高压聚乙烯(LLDPE)。
三者当中,HDPE有较好的热性能、电性能和机械性能,而LDPE和LLDPE有较好的柔韧性、冲击性能、成膜性等。
LDPE和LLDPE主要用于包装用薄膜、农用薄膜、塑料改性等,而HDPE 的用途比较广泛,薄膜、管材、注射日用品等多个领域。
2、聚丙烯:相对来说,聚丙烯的品种更多,用途也比较复杂,领域繁多,品种主要有均聚聚丙烯(homopp),嵌段共聚聚丙烯(copp)和无规共聚聚丙烯(rapp),根据用途的不同,均聚主要用在拉丝、纤维、注射、BOPP膜等领域,共聚聚丙烯主要应用于家用电器注射件,改性原料,日用注射产品、管材等,无规聚丙烯主要用于透明制品、高性能产品、高性能管材等。
PP制品收缩问题原因分析PP塑料、PP再生料在成型后由于各种外部原因会使产品产生收缩性问题,如果在生产时采用合适的冷却温度和后处理过程可以减小这种收缩。
造成PP制品收缩问题主要表现在以下几个方面PP塑料、PP再生料在成型后由于各种外部原因会使产品产生收缩性问题,如果在生产时采用合适的冷却温度和后处理过程可以减小这种收缩。
造成PP制品收缩问题主要表现在以下几个方面。
一、模具方面多浇口模具要调整各浇口的充模速度,最好对称开设浇口。
模具的关键部位应有效地设置冷却水道,保证模具的冷却对消除或减少收缩起着很好的效果。
整个模具应不带毛刺且具有合模密封性,能承受高压、高速、低黏度熔料的充模。
二、设备方面供料不足。
螺杆或柱塞磨损严重,注射及保压时熔料发生漏流,降低了充模压力和料量,造成熔料不足。
喷嘴孔太大或太小。
太小则容易堵塞进料通道,太大则将使射力小,充模发生困难。
三、工艺方面增加注射压力,保压压力,延长注射时间。
对于流动性大的塑料,高压会产生飞边引起塌坑应适当降低料温,降低机筒前段和喷嘴温度,使进入型腔的熔料容积变化减少,容易冷固;对于高黏度塑料,应提高机筒温度,使充模容易。
收缩发生在浇口区域时应延长保压时间。
提高注射速度可以较方便地使制件充满并消除大部分的收缩。
薄壁制件应提高模具温度,保证料流顺畅;厚壁制件应减低模温以加速表皮的固化定型。
延长制件在模内冷却停留时间,保持均匀的生产周期,增加背压,螺杆前段保留一定的缓冲垫等均有利于减少收缩现象。
低精度制品应及早出模让其在空气中或热水中缓慢冷却,可以使收缩凹陷平缓又不影响使用。
四、原料方面:原料太软易发生凹陷,有效的方法是在塑料中加入成核剂以加快结晶。
故障原因处理方法料温太高降低料温进料不均使部分过饱变更溢口大小或位置模具温度过高或过低调整模温及两侧相对温度模内有脱模倒角修模具除去倒角模具表面不光滑打磨模具脱模造成真空开模或顶出减慢,或模具加进气设备注塑周期太短加强冷却脱模剂不足略为增加脱模剂用量若塑件发生不均匀收缩,往往造成内应力(internal stress)分布不均。
聚丙烯改性料的收缩率控制是聚丙烯改性的一个重要方面。
收缩率控制的好对聚丙烯改性料的推广使用有重要意义,同时也是保证产品质量的一个重要方面。
特别是利用改性聚丙烯取代传统的工程塑料,收缩率这一点显得十分重要。
聚丙烯改性在国内已经有成熟的技术,对聚丙烯改性理化性能的研究报导也很多,但对收缩率问题则很少有专门的报导。
本人集多年的实践经验就聚丙烯改性料的收缩率控制问题做了一些探讨。
1. 试验部分 1.1 试验原料聚丙烯(PP)辽阳石油化纤总公司;高密度聚乙烯(HDPE)辽阳石油化纤总公司 POE 美国杜邦公司; EPDM 荷兰DSM公司; SBS 岳阳石化总厂玻纤上海耀华;碳酸钙营口大石桥;滑石粉海城金新云母粉河北;助剂市售;低密度聚乙烯(LDPE)燕山石化 1.2 试验设备及仪器挤出机 TM40MVC/D-40 意大利MARIS; 注塑机 TP120T 北京信冠机械设备制造有限公司熔融指数仪μPXRZ-400C 吉林大学科教仪器厂; 卡尺; 检测方法: ASTM D955 1.3 试样制备和检测方法原料混合----挤出造粒----注塑打样(放置24h)----收缩率检测(环境温度为23℃)注塑条件:温度170℃---190℃压力80 2. 结果讨论聚丙烯的收缩成型大是聚丙烯本身的一大缺点,这主要是由于聚丙烯的高结晶度所致。
结晶后的聚丙烯比重增大、体积缩小。
结晶度为0%和100%时其比重分别为0.851和0.936。
因此纯PP的成型收缩一般在1.7---2.2之间。
控制聚丙烯的成型收缩率主要是控制其原料成型时的结晶度:结晶度越小其成型收缩率也越小;反之,结晶度越高则成型收缩率也越大。
在聚丙烯改性塑料中,由于各种改性剂的加入都不同程度的破坏了聚丙烯原有的结晶度,从而改变了聚丙烯原有的成型收缩率。
2.1 橡胶对聚丙烯收缩率的影响图1所示橡胶对PP改性料成型收缩率的影响。
从图中可以看出随橡胶含量的增大,成型收缩率呈下降趋势。
这主要是由于橡胶的加入破坏了聚丙烯自身的结晶度,从而导致成型收缩率的下降,而且三种弹性体POE、EPDM、SBS对成型收缩率影响也有差异。
a: POE b:EPDM c:SBS a:滑石粉 b:CaCO3 c:云母粉 2.2 矿物填充对聚丙烯改性料成型收缩率的影响聚丙烯用的矿物填加剂主要有碳酸钙、滑石粉、云母粉等。
各种矿物填加剂对聚丙烯成型收缩率的影响如图2所示,从图中可以看出矿物填加剂对PP改性料成型收缩率的影响比较明显。
矿物填加剂对聚丙烯改性料成型收缩率的影响主要有三个方面:一是矿物填加剂本身不
收缩,它的加入从整体比例上降低了聚丙烯改性料的收缩率;二是矿物填加剂的加入必然影响聚丙烯的结晶度,从而影响收缩率;三是微细的矿物剂加入后,起到一种成核剂的作用,改变了聚丙烯的结构状态,防大的球晶的形成,也影响聚丙烯的成型收缩率。
2.3 玻璃纤维对聚丙烯改性料成型收缩率的影响玻璃纤维对聚丙烯改性料成型收缩率的影响最大。
如图3所示,当玻璃纤维的含量达到30%时以上时,其聚丙烯改性料的成型收缩率从1.8下降至0.5,而且表面处理过的玻纤对成型收缩率影响大于未进行处理的玻纤。
玻纤的加入一则破坏了聚丙烯的结晶度,影响收缩率,更重要的是玻璃纤维限制了聚丙烯的结晶收缩。
a:表面未处理b:表面进行处理 a:LDPE b:HDPE 2. 4 聚乙烯的加入对聚丙烯成型收缩率的影响如图4所示为聚乙烯加入聚丙烯中对成型收缩率和影响。
从图中可以看出聚乙烯的加入也影响聚丙烯改性料的成型收缩率。
虽然聚乙烯也是一种高结晶度的塑料,成型收缩率也很大,但在加入聚丙烯中后相互都不同程度地破坏了各自的结晶度,使整体成型收缩率下降。
2.5 聚丙烯自身MFI的变化对成型收缩率的影响聚丙烯的成型收缩率受其结晶度的影响,而结晶度又受其自身分子量大小的影响。
当MFI增大时,分子量减小,其结晶速度增大,成型收缩率增大。
如图5所示为聚丙烯MFI变化时对成型收缩率的影响。
2.6 几种改性剂对聚丙烯成型收缩率影响的比较各种改性剂对聚丙烯改性料成型收缩率的影响如表1所示,从表中可以看出各种改性剂对聚丙烯改性料成型收缩率的影响都不一样,玻纤影响最大。
聚丙烯改性料的成型收缩率由于加入的改性剂不一样,成型收缩率是不一样的。
在试验中我们发现,几种改性剂并用时效果又不一样,影响因素很多。
如改性剂在聚丙烯中的分散程度、矿物改性剂自身的粒径、各种矿物填加剂的表面处理情况等,都对成型收缩率有影响。
此外,在成型过程中注塑机的成型工艺对成型收缩率的影响也很大。
如注塑温度和注塑压力的变化对成型收缩率都有影响。
3.结论 3.1聚丙烯改性料的成型收缩率较纯聚丙烯小,基本是纯聚丙烯的40%--70%之间。
各种改性剂对聚丙烯改性料成型收缩率影响不同。
影响顺序大致为:玻纤>矿物质>弹性体>聚乙烯。
3.2改变聚丙烯的结晶度是控制聚丙烯改性料成型收缩率的关键所在。
3.3成型收缩率的控制是一个复杂的过程,既要保证产品质量,又要控制收缩率,需几个方面同时考虑.。