联醇装置对铜洗工段的影响及对策
- 格式:pdf
- 大小:66.71 KB
- 文档页数:2

合成氨几种原料气的净化工艺浅析摘要简述了铜洗、联醇、双甲、醇烃化等几种原料气净化的方法及其特点。
关键词合成氨原料气净化合成氨原料气的净化是生产中至关重要的工序,原料气微量(C0+C02)超高将导致氨合成催化剂中毒而无法运行,目前我国以煤为原料固定层气化的大多数中小氮肥厂采用铜洗法脱除微量(C0+C02)。
传统的铜洗法是一种较为落后的净化工艺,存在着设备多、工艺复杂、操作麻烦而物耗高,又是生产中的主要环境污染源等缺点。
随着耐硫低温变换催化剂的开发和精脱硫技术的发展,近期中小氮肥厂在原料气净化中相继出现各级压力的联产甲醇、甲烷化、双甲和醇烃化工艺替代铜洗净化,这些原料气净化工艺正逐渐完善和成熟,比传统铜洗法具有明显优势。
1 铜洗净化工艺的不足传统的铜洗净化工艺已在中小氮肥厂应用了几十年,现仍然继续在大多数厂中运行。
尽管铜洗净化在各厂运行效果不一,但普遍存在着许多不足。
1.1铜洗是合成氨生产事故的易发工序由于铜洗工艺流程长,设备多,铜液组分受各种因素的影响,各厂铜洗生产都出现过大小不同的事故。
许多厂都出现过微量(CO+CO2) 超高、铜塔带液、设备填料堵塞、铜液成分波动、铜比难调等问题,是事故易发工序。
1.2 铜洗法净化物耗高铜洗在气体净化过程中,铜液要补充氨、铜和酸,铜液在低温下吸收脱除微量而在高温下解吸再生,既消牦热量又消耗冷量(蒸汽和电),铜液在净化过程吸收了(CO+CO2),同时亦溶解了H2有效气体,即使设置了再生回收,仍然存在着气体的损失。
铜洗运行成本各厂水平不一物耗有所差异,但一般不低于50元/tNH3,甚至高达100元/tNH3以上。
1.3 铜洗是生产现场环境较差,污染多的工序铜洗现场的跑冒滴漏是管理难点。
铜液渗漏和再生气排放污染水体和大气,不利企业环保工作的提高。
2 联产甲醇减轻了铜洗净化的生产负荷目前已有相当多的中小氮肥厂于铜洗前增加了联产甲醇工艺,联醇生产不仅增加了企业化工产品,更为重要的是减轻了铜洗净化的负荷,变换和脱碳的生产亦相对变得宽松,其综合效益是明显的。
温度与压力等合成工艺条件对联醇生产的影响及选择【摘要】联醇生产由于串联在合成氨生产工艺中,工艺条件的选择不仅要考虑到催化剂的特性的要求、反应压力、反应温度、空间速度、有效气体的浓度、合成反应器的结构乃至全系统的热量利用,而且还要做到在这些特定的条件下对合成氨废气 co、co2充分利用,故联醇生产对于各项工艺指标的选择,受到更多条件的限制。
【关键词】联醇生产;工艺条件;反应环境;热量利用;技术先进;经济合理0 引言合成氨联产甲醇在甲醇生产法中占据一个比较重要的位置。
联醇装置它串联在合成氨工艺中,既要满足氨合成的工艺条件,又要满足甲醇合成的工艺要求,要达到整个装置的最优化操作,取决于甲醇合成塔结构是否合理、流程是否配套和脱硫等问题。
1 最适宜温度的作用及控制方法从甲醇合成反应的化学平衡来看,温度低对于提高甲醇的产率是有利的,但是从反应的速度来看,提高反应温度能够提高反应速度,所以必须兼顾这两个条件,选择最适宜的操作温度,这样就决定于选用催化剂的性能。
甲醇合成反应是参与的碳、氢、氧三元素之间的复杂的反应,合成反应的条件,尤其反应温度对于生成物的性质起着重大的作用。
以原料气中co和h2所参加的反应,有很多副反应和生成甲醇的主反应相竞争,表 1中co和h2在不同的温度下,竞争反应标准等压位差。
表1 氢与一氧化碳竞争反应等压位差一览表 kj/mol由表中可以看出,当温度在327℃以上时,生成甲醇与生成其它产物的反应位差越来越接近,就是说在这样的温度下,副产物的生成越来越多,所以过高的反应温度对粗甲醇的生成是不利的,同时由于部分原料气消耗在副产物上,使每生产1吨粗甲醇的原料气消耗也因此上升。
不仅如此,操作温度还决定于合成的压力、气体的组份、空间速度、催化剂的性能及设备的选用情况等因素。
同一种反应在不同的催化剂上要求反应分子的活化能是不同的。
温度过低达不到催化剂的活性温度,反应不能进行,温度太高不仅增加了副反应,消耗了原料气,而且反应过分剧烈,温度难以控制,容易使催化剂衰老、失活。
新联醇工艺和JJD低压联醇塔谢定中湖南安淳高新技术有限公司合成氨联产甲醇简称联醇。
联醇是我国1966年试验成功的独特工艺,现在我国以联醇工艺生产的甲醇达464万吨,联醇企业多达178家。
成为我国甲醇产业一支重要的力量。
我国联醇装置的特点是规模小,一般都在5万吨~10万吨左右;醇氨比较小,多在“1”以下;合成压力基本为12.0Mpa,热回收效率低,能耗高。
如何发挥联醇的产能并进一步扩产,如何降低联醇的能耗,如何降低成本使联醇产品在市场上更具竞争力,解决这些问题的关键是如何选择甲醇反应压力和反应器。
这是本文讨论的主题。
1. 中压联醇的缺点中压联醇,即在合成氨生产流程中的铜洗工序之前串装一套完整甲醇合成装置,其合成压力与铜洗压力相等。
生产过程中,根据整套装置氨和醇比例,控制原料气H2、N2、CO、CO2的比例,在12.0MPa下生产出甲醇,余下气体在同一压力下,经过铜洗、精制,使CO+CO2降至30ppm以下,再加压送氨合成。
传统中压联醇在我国已有40多年历史,为我国甲醇工业做出了不可磨灭的贡献,几十年的实践,也发现中压联醇的许多缺点。
1.1中压联醇压力为12.0MPa左右,压力高,压缩气体功耗大,吨醇电耗高。
1.2中压联醇合成塔,均为气气换热式,如冷激式、冷管式、中间换热式等几种,由于甲醇反应热大,气体比热小,反应热不易移走,温升大、波动大。
甲醇催化剂活性温度区间小,操作难度大。
反应基本上在催化剂活性的高温端(250℃~280℃)进行,催化剂容易失活衰老。
一炉催化剂最短的使用时间只有半年。
1.3中压联醇如回收反应热,流程长,回收率低,吨醇回收低压蒸汽只有300kg~500kg,因而中压联醇冷却水量较大。
1.4中压联醇串铜洗,如净醇率不高,气体带醇而易引起铜洗带液。
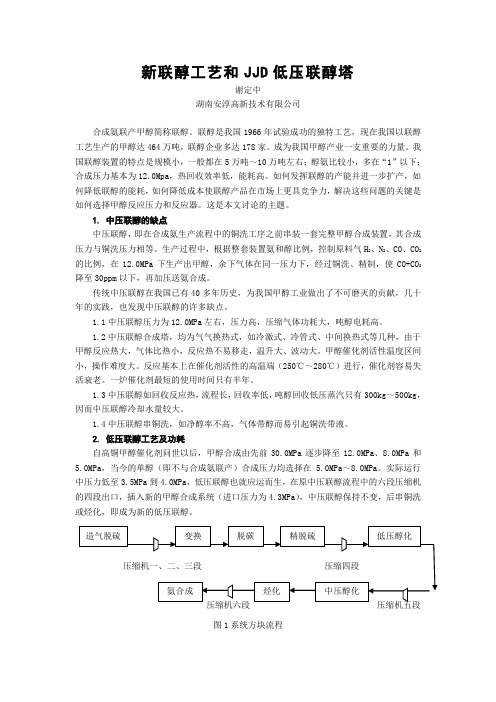
2. 低压联醇工艺及功耗自高铜甲醇催化剂问世以后,甲醇合成由先前30.0MPa逐步降至12.0MPa、8.0MPa和5.0MPa,当今的单醇(即不与合成氨联产)合成压力均选择在 5.0MPa~8.0MPa。
甲醇塔触媒使用寿命的影响因素及解决措施黄伟锋 (柳州化工股份有限公司 545002)0 前言甲醇是一种重要的基本有机化工原料,其衍生物众多,用途广泛。
我国甲醇生产有单醇和联醇两种工艺,其中联醇产量占了2/3以上。
在联醇生产中,触媒的使用至关重要,使用的好坏不仅关系到其使用寿命,而且关系到甲醇的产量和质量,还会影响铜塔、氨塔等工序的操作。
我公司甲醇工艺为联醇工艺,其装置投产已有10多年,共有3套系统,它们之间可根据生产的需要进行串、并联操作。
甲醇塔投产初期,每炉触媒使用时间均在半年以上,但随着合成氨系统生产负荷的加重,甲醇塔触媒使用寿命呈逐年下降的趋势。
近两年来,平均每炉触媒使用时间不到4个月,尤其近半年,甲醇塔触媒使用不到2个月即出现触媒活性下降,转化率偏低,负荷难以加上去,不得不停车更换触媒。
甲醇塔触媒的频繁更换,严重影响了整个合成氨系统的经济效益。
1 触媒寿命短的原因我公司甲醇合成使用C207铜基触媒,它具有反应温度低、活性高、选择性好、甲醇纯度高等优点,但对使用条件的要求非常苛刻。
国内外研究表明,诸如硫、磷、氯、羰基化合物等毒物达到0.1×106,触媒就会中毒而造成触媒活性降低;使用温度偏高会使触媒铜晶粒长大,导致触媒热老化。
影响我公司触媒使用寿命的原因主要有以下几个方面。
(1)铜触媒硫中毒是公司联醇触媒快速失活的主要原因原料气中硫化物对铜锌系触媒的毒害已得到共识。
原料气中硫一般为H2S,COS和少量RSH、CS2、硫醚、噻吩等难脱除有机硫化物,它们在加氢下分解。
中毒机理一般认为是H2S和活性组分铜反应生成硫化亚铜使其失活,且硫化物与助剂ZnO反应,改变触媒活性结构,使具有催化作用的活性中心发生变化,从而逐步丧失催化活性,导致永久性中毒。
我公司半水煤气脱硫净化工艺是栲胶法,经过2次脱硫后,气体分别进入MEDA脱碳系统和丙碳(PC)脱碳、脱硫系统(设有干法脱硫设备)。
经过一系列净化处理措施后,气体中硫化物含量如表l示。
联醇装置中精甲醇质量控制措施浅谈孙斌贺丰(湖南金信化工公司冷水江市 417506)0 前言甲醇是生产甲醛、合成纤维、合成树脂、医药、农药等的基本有机化工原料,同时又是一种很好的溶剂和燃料。
随着经济的不断发展,甲醇需求量也在不断增加。
我国的精甲醇大量用于甲醛生产,甲醛生产多采用精甲醇在银催化剂下气化脱氢工艺,对原料纯度要求就很高。
例如,甲醇中含较多的烷烃等杂质,会使银催化剂失效;含较多的高级醇杂质会使甲醛产品的酸值超标。
同样,当甲醇用作其它化工生产时,也会因杂质而影响产品质量。
因此,有效地、经济地去除甲醇中的杂质,生产出优质的精甲醇产品,具有重要的经济意义。
氨醇法甲醇产品的主要杂质按沸点的高低分为两大类:(1)轻馏分(低沸点)杂质,主要有二甲醚、甲乙醚、甲醛、一甲胺、二甲胺、三甲胺、以及不凝性气体CO、H2、N2等,约占粗甲醇总量的1%;(2)重馏分(高沸点)杂质,主要为水、高级烷烃、高级醇、烯烃、醛酮和有机酸等,约占甲醇总量的7%~9%。
我公司近年来在原有2万t/a氨醇法甲醇装置的基础上,新扩建了1套节能型4万t/a氨醇联产装置,其甲醇质量控制卓有成效,精甲醇产品质量连年保持优等品率为100%,取得了较好的经济效益。
现总结如下,以供参考。
1 粗甲醇生产中杂质的控制由甲醇的合成反应可知,在甲醇合成反应条件下,除生成甲醇和水外,还生成几十种微量有机杂质(参见表1)。
这些杂质的生成,与合成甲醇的工艺条件有关。
如反应温度、压力、空速、催化剂、反应气的组分异常变化以及催化剂中的微量杂质等的作用,都可能使合成反应偏离主反应的方向,而增加甲醇中杂质含量。
为控制精甲醇产品的杂质,首先应抑制或减少甲醇副反应的生成。
表1 精甲醇中部分代表性杂质含量(%)组分含量组分含量组分含量甲酸甲酯 0.003425 异已烷 0.0121甲酸乙酯 0.0159 正庚烷 0.0038 正癸烷 0.0035 正戊烷 0.009107 正辛烷 0.0037 异癸烷 0.0017 异戊烷 0.00253 异辛烷 0.01197 正丙醇 0.1346 丙酮 0.00419 正壬烷 0.0041 正丁醇 0.1107 丁酮 0.05088 异壬烷 0.0018 戊醇 0.013947 二甲醚 0.014572 乙醇 0.3263 异戊醇 0.0027 正已烷 0.0183 正环烷 0.00161.1 适当维持较低的甲醇合成操作压力根据甲醇反应式:CO + 2H2 == CH3OH + Q以及其系列副反应的反应式,如生成辛烷的反应:8CO + 17H2===CaH18 + 8H2O + Q可知,合成甲醇的主副反应均为体积缩小的反应。
目录1 设计背景 (1)1.1 合成甲醇的发展历程 (1)1.2 甲醇的生产方法 (1)1.3 几种典型的甲醇精制工艺流程 (2)2 甲醇合成催化剂及合成工艺选择 (4)2.1 催化剂选择 (4)2.2 反应温度 (4)2.3 反应压力 (5)2.4 气体组成 (5)2.5 空速 (6)3 工艺选择 (7)3.1 煤的选用 (7)3.2 气化工艺 (7)3.3 原料气的变换 (8)3.4 脱硫脱碳工艺 (9)3.5 合成工艺流程 (11)3.6 精馏方案选择 (12)4 物料衡算 (13)4.1 合成过程的反应方程 (13)4.2 合成塔物料衡算 (13)4.3 合成反应中各气体消耗和生产量 (14)4.4 新鲜气和驰放气量的确定 (16)4.5 循环气气量的确定 (17)4.6 入塔气和出塔气组成 (18)4.7 甲醇分离器出口气体组成 (19)5 热量衡算 (21)5.1 合成塔热量衡算相关计算式 (21)5.1.1 合成塔入塔热量计算 (21)5.1.2 合成塔的反应热 (22)5.1.3 合成塔出塔热量计算 (22)5.2 合成塔热量损失 (23)5.3 蒸汽吸收的热量 (23)5.4 合成气换热器的热量衡算 (24)5.4.1 合成气入换热器的热量 (24)5.4.2 合成气出换热器的热量 (24)5.5 换热器的热量衡算 (25)5.5.1 入换热器的出合成塔气热量 (25)5.5.2 出换热器的出合成塔气热量 (25)5.6 水冷器的热量衡算 (25)5.6.1 入水冷器的热量 (25)5.6.2 出水冷器的热量 (25)5.6.3 冷却水的用量 (26)5.7 甲醇分离器的热量衡算 (26)6 合成工段的设备选型 (28)6.1 催化剂的使用量 (28)6.2 合成塔的设计 (28)6.2.1 换热面积的确定 (28)6.2.2 换热管数的确定 (28)6.2.3 合成塔直径 (28)6.2.4 合成塔的壁厚设计 (29)6.2.5 壳体设计液压强度校核 (29)6.2.6 合成塔封头设计 (30)6.2.7 折流板和管板的选择及设计 (30)6.2.8 支座 (30)6.3 合成气进塔换热器的选型 (31)6.4 水冷器的选型 (32)6.5 汽包的选型 (33)6.6 加热器的选型 (33)7 Aspen Plus模拟 (34)7.1 Aspen Plus工艺流程概述 (34)7.2 Aspen Plus模拟数据输入 (34)7.3 Aspen Plus模拟结果 (35)8 安全技术与环境保护 (38)8.1 有毒物质的预防 (38)8.1.1 甲醇中毒的应急处理 (38)8.1.2 二甲醚中毒的应急处理 (38)8.1.3 一氧化碳中毒的应急处理 (38)8.1.4 硫化氢中毒的应急处理 (38)8.2 甲醇的贮藏 (39)9 设计结果 (40)9.1 物料衡算数据 (40)9.2 能量衡算数据 (40)9.3 设备选型 (41)10 总结 ....................................................................................................... 错误!未定义书签。