马钢小H型钢生产工艺介绍PPT课件
- 格式:ppt
- 大小:11.67 MB
- 文档页数:44
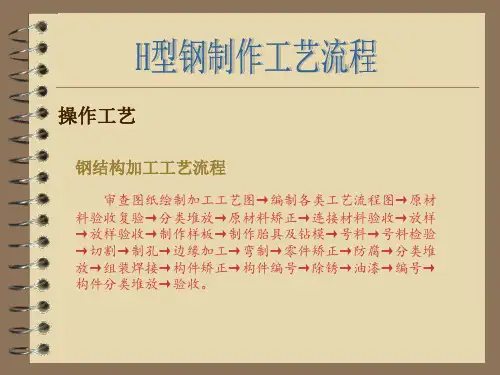
H形钢制作流程 Lele was written in 202101、H型钢机械组立工序作业示意图0101、检查板料是否符合要求后(平整度、直线度、拼缝余高、及错边量、毛刺是否清除干净等),将翼板放置在组立机辊轮架上,用横向压紧轮定位翼板的位置;0102、再放置腹板,用腹板横向压紧轮和上压紧轮,固定腹板位置,且保证腹板拼缝和翼板拼缝间距不小于200mm,翼缘板拼接长度不得小于2倍板宽;腹板拼接宽度不得小于300mm,长度不得小于600mm;0103、检验腹板是否处于正中位置,腹板与翼板是否处于垂直状态,并进行相应调整后将端部先进行点固焊。
腹板中心偏移的允许偏差小于2mm,翼缘垂直度小于3mm;0104、启动组立机送进装置,随着工件移动在腹板两侧采用CO2气体保护焊或手工电弧焊进行点固焊接。
点固焊接长度宜采用40~50mm,点固焊接的间隔宜采用300~500mm。
点固焊焊点表面应平坦、均匀、无缺陷。
组立缝应严密,翼腹板间隙≤1mm,当间隙过大时应进行补焊;0105、点焊牢固之后将T型板吊离滚轮架;0106、将另一翼板放置在组立机辊轮架上,用横行压紧轮,定位翼板的位置;0107、放置T型板,用腹板横向压紧轮和上压紧轮,固定T型板位置,之后进行H型组立;0108、检验腹板是否处于正中位置,腹板与翼板是否处于垂直状态,进行调整,截面高度是否符合要求;确认合格后将端部先进行点固焊。
腹板中心偏移的允许偏差小于2mm,翼缘垂直度小于3mm,截面高度允许偏差±2mm;0109、启动组立机,随着工件移动,在腹板两侧采用CO2气体保护焊或手工电弧焊进行点固焊接。
点固焊接长度宜采用40~50mm,点固焊接的间隔宜采用300~500mm。
点固焊焊点表面应平坦、均匀、无缺陷。
组立缝应严密,翼腹板间隙≤1mm,当间隙过大时应进行补焊;0110、对H型钢截面尺寸、点焊质量进行全面检查。
自检合格后做好记录,将组立好的H型钢吊离滚轮架,并报检验员抽检。
h型钢生产工艺流程
H型钢是一种重要的结构钢材,广泛应用于建筑、桥梁、轨道交通等领域。
H型钢的生产工艺流程一般包括原材料准备、铸造、轧制、热处理和成品整理等环节。
首先,准备原材料。
H型钢的主要原材料是钢坯,在生产前需要对钢坯进行检验和筛选,以确保其质量符合要求。
同时还需要准备其他辅助材料,如燃料、脱硫剂和流化剂等。
接下来是铸造过程。
首先将钢坯放入炉中进行熔化,炉温达到适宜的铸造温度后,将钢水倒入铸模中进行铸造。
铸造时需要控制好浇注温度、浇注速度以及浇注方式,确保钢液充分填充整个铸模,排除气泡和杂质。
然后是轧制工艺。
在铸造完成后,将H型钢坯进行预轧,将钢坯中的缺陷和不均匀组织矫正,然后再进行精轧,得到符合规定尺寸和质量要求的精轧带钢。
轧制过程中需要严格控制轧制温度、轧制速度和轧制力度,确保钢材的力学性能和表面质量达到标准。
轧制完成后,进行热处理。
热处理是为了改善H型钢的组织结构和性能,通常采用控制冷却的方式进行。
常用的热处理方法有正火、球化退火和淬火等,具体选择方法根据钢材的成分和应用要求来确定。
最后是成品整理。
将经过热处理的H型钢切割成规定长度,并对其表面进行除锈和喷漆等处理,以提高钢材的耐腐蚀性能
和美观度。
同时还对每根H型钢进行质检,保证产品质量合格。
总之,H型钢的生产工艺流程包括原材料准备、铸造、轧制、热处理和成品整理等环节。
通过严格控制每个环节的工艺参数和质量要求,可以生产出质量可靠、性能优良的H型钢产品,满足各种工程和结构的需求。
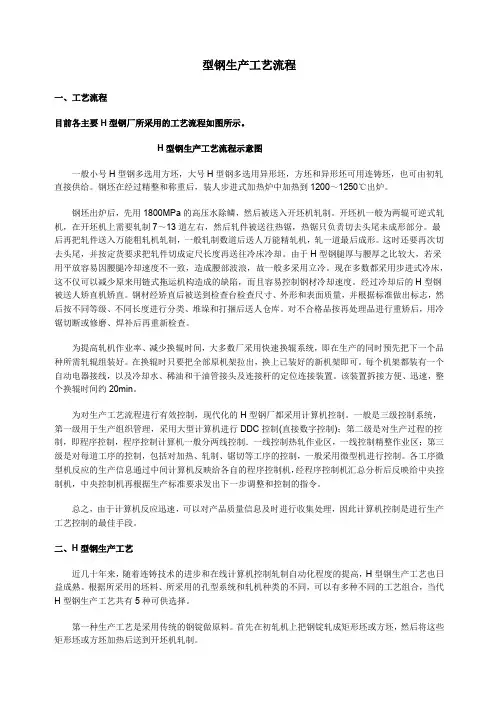
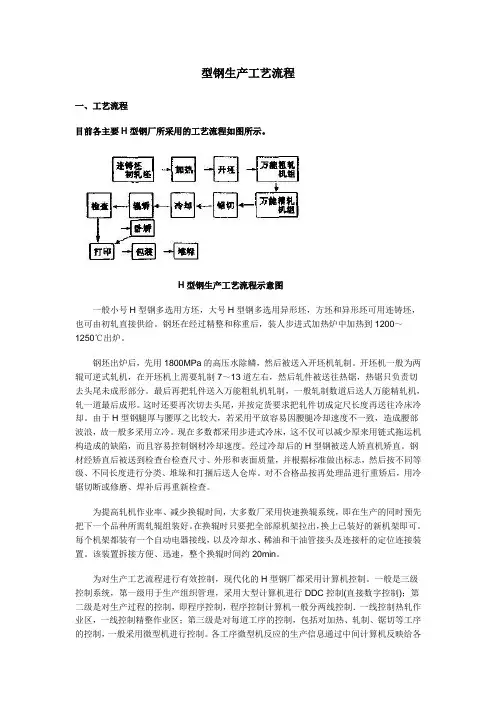
型钢生产工艺流程一、工艺流程目前各主要H型钢厂所采用的工艺流程如图所示。
H型钢生产工艺流程示意图一般小号H型钢多选用方坯,大号H型钢多选用异形坯,方坯和异形坯可用连铸坯,也可由初轧直接供给。
钢坯在经过精整和称重后,装人步进式加热炉中加热到1200~1250℃出炉。
钢坯出炉后,先用1800MPa的高压水除鳞,然后被送入开坯机轧制。
开坯机一般为两辊可逆式轧机,在开坯机上需要轧制7~13道左右,然后轧件被送往热锯,热锯只负责切去头尾未成形部分。
最后再把轧件送入万能粗轧机轧制,一般轧制数道后送人万能精轧机,轧一道最后成形。
这时还要再次切去头尾,并按定货要求把轧件切成定尺长度再送往冷床冷却。
由于H型钢腿厚与腰厚之比较大,若采用平放容易因腰腿冷却速度不一致,造成腰部波浪,故一般多采用立冷。
现在多数都采用步进式冷床,这不仅可以减少原来用链式拖运机构造成的缺陷,而且容易控制钢材冷却速度。
经过冷却后的H型钢被送人矫直机矫直。
钢材经矫直后被送到检查台检查尺寸、外形和表面质量,并根据标准做出标志,然后按不同等级、不同长度进行分类、堆垛和打捆后送人仓库。
对不合格品按再处理品进行重矫后,用冷锯切断或修磨、焊补后再重新检查。
为提高轧机作业率、减少换辊时间,大多数厂采用快速换辊系统,即在生产的同时预先把下一个品种所需轧辊组装好。
在换辊时只要把全部原机架拉出,换上已装好的新机架即可。
每个机架都装有一个自动电器接线,以及冷却水、稀油和干油管接头及连接杆的定位连接装置。
该装置拆接方便、迅速,整个换辊时间约20min。
为对生产工艺流程进行有效控制,现代化的H型钢厂都采用计算机控制。
一般是三级控制系统,第一级用于生产组织管理,采用大型计算机进行DDC控制(直接数字控制);第二级是对生产过程的控制,即程序控制,程序控制计算机一般分两线控制.一线控制热轧作业区,一线控制精整作业区;第三级是对每道工序的控制,包括对加热、轧制、锯切等工序的控制,一般采用微型机进行控制。

钢厂生产工艺流程培训课件1. 引言本课件旨在介绍钢厂生产工艺流程,帮助学员了解钢铁生产的整体过程,掌握钢铁生产的工艺要点和流程控制。
通过学习本课件,学员将能够深入了解钢厂生产工艺的各个环节,对钢铁的生产有更加全面的认识。
2. 钢铁生产概述钢铁是一种重要的金属材料,广泛应用于建筑、制造业等领域。
钢铁的生产包括炼铁和炼钢两个过程,其中炼铁主要是将生铁矿石经过高温还原反应得到铁的过程,炼钢则是将生铁与其他金属元素进行合金化的过程。
钢铁的生产过程可大致分为原料制备、冶炼、铸造和加工四个阶段。
下面将逐一介绍每个阶段的工艺流程和要点。
3. 原料制备在钢铁生产的第一个阶段,原料的制备是至关重要的。
通常使用的原料包括铁矿石、焦炭和石灰石等。
3.1 铁矿石准备铁矿石是钢铁生产的主要原料之一,常用的铁矿石有赤铁矿、磁铁矿等。
在铁矿石的准备过程中,需要对铁矿石进行选矿、破碎和磨矿等处理,以满足后续冶炼的要求。
3.2 焦炭准备焦炭是铁矿石冶炼中的还原剂,其作用是将铁矿石中的氧化铁还原为金属铁。
焦炭的制备包括煤炭的热解和焦炭的筛分等步骤,以保证所得焦炭具有适当的强度和孔隙结构。
3.3 石灰石准备石灰石主要用于炼铁过程中的炉渣调节和脱硫等作用。
石灰石的准备过程包括石灰石的破碎、烧石灰和石灰石粉末的制备等步骤。
4. 冶炼过程冶炼是钢铁生产的核心环节,包括炼铁和炼钢两个过程。
下面将分别介绍这两个过程的工艺流程和要点。
4.1 炼铁过程炼铁是将铁矿石还原为金属铁的过程。
整个炼铁过程主要包括炉前准备、高炉冶炼和炉渣处理三个阶段。
在炉前准备阶段,需要对铁矿石进行预处理,包括选矿、破碎和磨矿,确保矿石的质量和粒度满足要求。
高炉冶炼阶段是指将经过预处理的铁矿石和焦炭等原料投入高炉进行还原反应,得到金属铁和炉渣。
炉渣处理阶段是指对产生的炉渣进行调节和处理,控制其成分和性质,以便进一步用于炼钢等工艺。
4.2 炼钢过程炼钢是将生铁与其他金属元素进行合金化的过程。
型钢生产工艺流程一、工艺流程目前各主要H型钢厂所采用的工艺流程如图所示。
H型钢生产工艺流程示意图一般小号H型钢多选用方坯,大号H型钢多选用异形坯,方坯和异形坯可用连铸坯,也可由初轧直接供给。
钢坯在经过精整和称重后,装人步进式加热炉中加热到1200~1250℃出炉。
钢坯出炉后,先用1800MPa的高压水除鳞,然后被送入开坯机轧制。
开坯机一般为两辊可逆式轧机,在开坯机上需要轧制7~13道左右,然后轧件被送往热锯,热锯只负责切去头尾未成形部分。
最后再把轧件送入万能粗轧机轧制,一般轧制数道后送人万能精轧机,轧一道最后成形。
这时还要再次切去头尾,并按定货要求把轧件切成定尺长度再送往冷床冷却。
由于H型钢腿厚与腰厚之比较大,若采用平放容易因腰腿冷却速度不一致,造成腰部波浪,故一般多采用立冷。
现在多数都采用步进式冷床,这不仅可以减少原来用链式拖运机构造成的缺陷,而且容易控制钢材冷却速度。
经过冷却后的H型钢被送人矫直机矫直。
钢材经矫直后被送到检查台检查尺寸、外形和表面质量,并根据标准做出标志,然后按不同等级、不同长度进行分类、堆垛和打捆后送人仓库。
对不合格品按再处理品进行重矫后,用冷锯切断或修磨、焊补后再重新检查。
为提高轧机作业率、减少换辊时间,大多数厂采用快速换辊系统,即在生产的同时预先把下一个品种所需轧辊组装好。
在换辊时只要把全部原机架拉出,换上已装好的新机架即可。
每个机架都装有一个自动电器接线,以及冷却水、稀油和干油管接头及连接杆的定位连接装置。
该装置拆接方便、迅速,整个换辊时间约20min。
为对生产工艺流程进行有效控制,现代化的H型钢厂都采用计算机控制。
一般是三级控制系统,第一级用于生产组织管理,采用大型计算机进行DDC控制(直接数字控制);第二级是对生产过程的控制,即程序控制,程序控制计算机一般分两线控制.一线控制热轧作业区,一线控制精整作业区;第三级是对每道工序的控制,包括对加热、轧制、锯切等工序的控制,一般采用微型机进行控制。
马钢h型钢生产工艺马钢H型钢是一种常见的结构钢材, 具有高强度、刚度好、耐腐蚀等特点, 广泛应用于工业建筑和基础设施建设等领域。
其生产工艺主要包括原料准备、废钢回收、炼钢、连铸、轧制和检验等环节。
首先是原料准备。
马钢H型钢的主要原料是生铁、废钢和合金元素。
生铁可从矿石中提炼,废钢则是回收利用。
这些原料必须经过严格筛选和质量检验,确保其符合生产要求。
废钢回收是马钢H型钢生产过程中的一项重要环节。
废钢通过废钢回收车间进行收购、筛选和分类处理。
然后进行预处理工序,包括除尘、脱油、热炉预处理等,以确保废钢质量达到标准要求。
炼钢是生产马钢H型钢的关键环节。
在炼钢车间中, 废钢和生铁等原料通过高炉冶炼炉进行加热和冶炼。
通过控制温度、压力和流量等参数, 将原料中的杂质和不纯物质分离出来, 得到高纯度的钢水。
连铸是炼钢后的下一步工艺。
炼钢车间将高纯度的钢水通过连铸机进行连铸处理。
连铸机将钢水注入到连铸铸型中, 实现了连续铸造。
连铸铸坯是马钢H型钢的主要产品, 具有规格标准、质量稳定和表面光滑等优点。
轧制是马钢H型钢生产的最后一道工序。
连铸铸坯经过轧机的多道次连续轧制和控制冷却, 形成了符合规格要求的H型钢。
轧制过程中需要控制轧制压力、温度和速度等参数, 以确保产品的质量和形状。
最后是检验环节。
通过对马钢H型钢的尺寸、化学成分、物理性能和表面质量等进行检测, 确保产品符合国家标准和客户需求。
只有合格的产品才能被出厂销售。
综上所述, 马钢H型钢的生产工艺包括原料准备、废钢回收、炼钢、连铸、轧制和检验等环节。
每个环节都需要严格控制各项参数和质量要求, 以确保生产出高质量的马钢H型钢产品。