电源产品制造工艺流程图(1).
- 格式:doc
- 大小:10.50 KB
- 文档页数:3

成套配电设备开关柜生产工艺流程图1.设计阶段:a.确定需求:根据客户的需求和要求,确定开关柜的规格、容量和功能。
b.技术设计:根据需求确定开关柜的布局、装配和连接方式,并进行3D设计和模拟。
2.材料准备:a.材料检验:对采购的材料进行检验,确保符合质量标准。
b.材料切割:根据设计要求,使用切割设备对金属板材进行切割。
c.板材加工:对切割后的板材进行成型、冲孔和折弯等加工。
d.表面处理:对板材进行表面处理,如喷涂、抛光和防腐处理等。
3.零部件制造:a.框架制作:根据设计要求,对金属板材进行焊接和连接,制作出开关柜的框架。
b.导电轨制作:根据设计要求,使用金属材料制作出导电轨。
c.铜排制造:根据设计要求,对铜材进行加工和铆接,制作出铜排用于电源连接。
d.绝缘件制作:根据设计要求,使用绝缘材料制作出绝缘件,用于隔离电路。
4.组件装配:a.安装导电轨:将制作好的导电轨安装在开关柜的内部。
b.安装电器元件:将电器元件如断路器、接触器和继电器等安装在开关柜内,按照电路图进行连接。
c.连接导线:使用导线将电器元件进行连接,形成完整的电路。
d.安装绝缘件:将制作好的绝缘件安装在开关柜内,用于隔离电路。
5.功能测试:a.电气测试:对已装配好的开关柜进行电气测试,检测各个电路是否正常工作。
b.功能测试:对开关柜的各个功能进行测试,确保开关柜满足设计要求。
6.包装和出厂:a.包装:对测试合格的开关柜进行包装,保护其不受损坏。
b.出厂检验:对包装好的开关柜进行最后的出厂检验,确保质量合格。
c.发货:将已包装好的开关柜进行发货,送至客户指定的地点。
7.安装和调试:a.现场安装:根据客户要求,将开关柜安装到指定位置,并接入相应的电源和负载设备。
b.调试测试:对已安装好的开关柜进行电气联调和功能测试,确保开关柜正常运行。
以上是成套配电设备开关柜的生产工艺流程,每个步骤都十分重要,需要严格按照要求进行操作和检验,以确保开关柜的质量和性能。
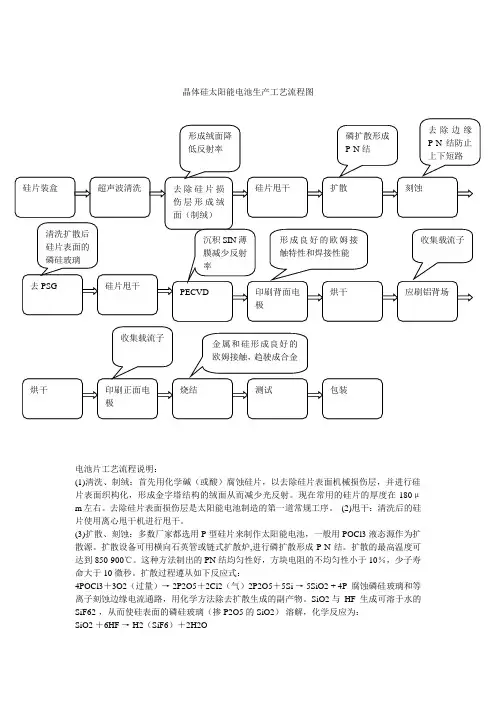
晶体硅太阳能电池生产工艺流程图电池片工艺流程说明:(1)清洗、制绒:首先用化学碱(或酸)腐蚀硅片,以去除硅片表面机械损伤层,并进行硅片表面织构化,形成金字塔结构的绒面从而减少光反射。
现在常用的硅片的厚度在 180μm 左右。
去除硅片表面损伤层是太阳能电池制造的第一道常规工序。
(2)甩干:清洗后的硅片使用离心甩干机进行甩干。
(3)扩散、刻蚀:多数厂家都选用P型硅片来制作太阳能电池,一般用POCl3液态源作为扩散源。
扩散设备可用横向石英管或链式扩散炉,进行磷扩散形成P-N结。
扩散的最高温度可达到850-900℃。
这种方法制出的PN结均匀性好,方块电阻的不均匀性小于10%,少子寿命大于10 微秒。
扩散过程遵从如下反应式:4POCl3+3O2(过量)→ 2P2O5+2Cl2(气)2P2O5+5Si → 5SiO2 + 4P 腐蚀磷硅玻璃和等离子刻蚀边缘电流通路,用化学方法除去扩散生成的副产物。
SiO2 与HF生成可溶于水的SiF62-,从而使硅表面的磷硅玻璃(掺P2O5的SiO2)溶解,化学反应为:SiO2 +6HF → H2(SiF6)+2H2O(4)减反射膜沉积:采用等离子体增强型化学气相沉积(PECVD: Plasma Enhanced Chemical Vapor Deposition)积一层氮化硅减反射膜,不仅可以减少光的反射,而且由于在制备SiNx 减反射膜过程中有大量的氢原子进入,因此也起到了很好的表面钝化和体钝化的效果。
这是因为对于具有大量晶界的多晶硅材料而言,晶界的悬挂键被饱和,降低了复合中心的原因。
由于表面钝化和体钝化作用明显,就可以降低对制作太阳能电池材料的要求。
由于增强了对光的吸收,氢原子对太阳能电池起到很好的表面和体内钝化作用,从而提高了电池的短路电流和开路电压。
(5)印刷、烧结:为了从电池上获取电流,一般在电池的正、背两面制作电极。
正面栅网电极的形式和厚度要求一方面要有高的透过率,另一方面要保证栅网电极有一个尽可能低的接触电阻。
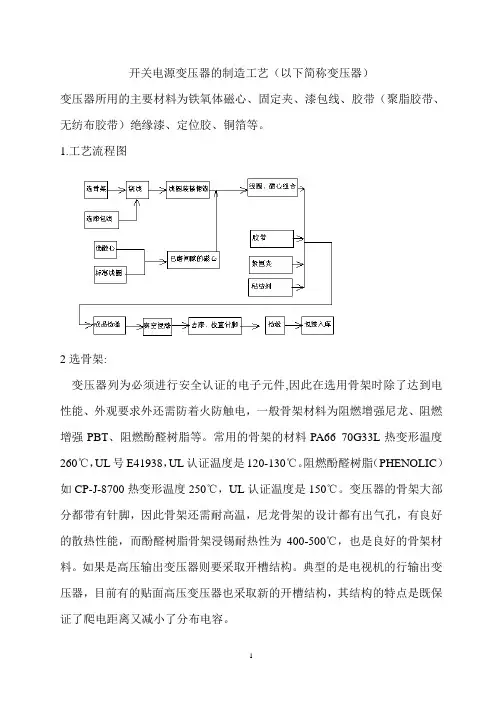
开关电源变压器的制造工艺(以下简称变压器)变压器所用的主要材料为铁氧体磁心、固定夹、漆包线、胶带(聚脂胶带、无纺布胶带)绝缘漆、定位胶、铜箔等。
1.工艺流程图2选骨架:变压器列为必须进行安全认证的电子元件,因此在选用骨架时除了达到电性能、外观要求外还需防着火防触电,一般骨架材料为阻燃增强尼龙、阻燃增强PBT、阻燃酚醛树脂等。
常用的骨架的材料PA66 70G33L热变形温度260℃,UL号E41938,UL认证温度是120-130℃。
阻燃酚醛树脂(PHENOLIC)如CP-J-8700热变形温度250℃,UL认证温度是150℃。
变压器的骨架大部分都带有针脚,因此骨架还需耐高温,尼龙骨架的设计都有出气孔,有良好的散热性能,而酚醛树脂骨架浸锡耐热性为400-500℃,也是良好的骨架材料。
如果是高压输出变压器则要采取开槽结构。
典型的是电视机的行输出变压器,目前有的贴面高压变压器也采取新的开槽结构,其结构的特点是既保证了爬电距离又减小了分布电容。
3.选择漆包线:变压器工作在高频状态,由于集肤效应和邻近效应的影响,其高频电阻r1比其直流电阻r0大的多,因此由于高频的集肤效应,必须选择较细的导线,允许的计算导线最大直径按D y=f 2.132如果根据有效电流计算的导线直径大于此值,就必须采用多股绞线,当然多股线在绞合要有节距要求,如果是自己采用多筒线在绕制中并线,就必须保证其良好的平整度,不容许乱绕,否则会产生Q 值偏大,甚至严重发热烧坏线圈。
当然如果电流有效值很大的也采用厚度小于允许的导线直径的铜箔,铜箔的面积大于允许的导线面积就可以了,但是铜箔是用胶带作为绝缘,所以铜箔的两边要保证光滑无毛刺,不允许损伤胶带,否则会引起绕组的短路。
以下是山东新泰部分常用漆包线的耐压标准155℃直焊漆包线的最小击穿电压(V)美标线径S --单漆膜H --双漆膜T --加厚漆膜AWG25 0.455 2625 4725 6325AWG26 0.404 2550 4600 6150AWG27 0.361 2500 4500 6000AWG28 0.312 2425 4375 5850AWG29 0.287 2375 4250 5700AWG30 0.254 2300 4150 5550AWG31 0.227 2075 3825 4600AWG32 0.202 1850 3525 4275AWG33 0.179 1675 3250 3950AWG34 0.16 1500 2975 3675AWG35 0.143 1325 2750 3425AWG36 0.127 1200 2525 3175AWG37 0.113 1075 2325 2950AWG38 0.101 950 2150 2725AWG39 0.089 850 1975 2525AWG40 0.079 775 1800 2350AWG41 0.071 700 1675 2175AWG42 0.063 625 1525 2025AWG43 0.056 550 1400 1875AWG44 0.05 500 1300 1750线径:<0.1mm用圆铜法,0.1-2.5mm用扭绞法。
电⼦产品⽣产⼯艺电⼦产品⽣产⼯艺1 电⼦⼯艺⼯作 1.1 ⼯艺⼯作概述什么叫⼯艺⼯作呢?⼯艺⼯作是对时间、速度、能源、⽅法、程序、⽣产⼿段、⼯作环境、组织机构、劳动管理、质量监控等⽣产因素科学研究的总结。
⼯艺⼯作的内容⼜可分为⼯艺技术和⼯艺管理两⼤类。
1.2 电⼦产品⼯艺⼯作程序 1 电⼦产品⼯艺⼯作流程图电⼦产品从研究到⽣产的整个过程可划分为四个阶段,即⽅案论证阶段、⼯程研制阶段、设计定型阶段和⽣产定型阶段。
在各阶段中都存在着⼯艺⽅⾯的⼯艺规程,图3.1是电⼦产品⼯艺⼯作流程图搜集有关技术⽂献,调查实际使⽤的技术要求编制研究任务书,拟定研究⽅案专项研究课题分析计算论证设计⽅案,下达设计任务书,提出产品设计的主要技术性能指标进⾏初步设计和理论计算进⾏技术设计和样机制造现场实验与鉴定,编写技术说明书,修改设计⽂件审查⼯艺⽅案和⼯艺⽂件,并加以修改与补充样机试⽣产召开设计定型会编制和完善全套⼯艺⽂件,制订批量⽣产的⼯艺⽅案培训⼈员,组织指导批量⽣产⼯艺标准化和⼯艺质量审查召开⽣产定型会⽅案论证阶段⼯程研制阶段设计定型阶段⽣产定型阶段1 电⼦产品⼯艺⼯作流程图2 ⽅案论证阶段的⼯艺⼯作3 ⼯程设计阶段的⼯艺⼯作4 设计定型阶段的⼯艺⼯作5 ⽣产定型阶段的⼯艺⼯作2 电⼦产品制造⼯艺技术2.1 电⼦产品制造⼯艺技术的种类对电⼦产品制造来讲,⼯艺技术有很多种,⼯⼚⽣产规模、设备、技术⼒量和⽣产产品的不同,⼯艺技术种类也不同。
以下简要介绍⼏种⼀般⼯艺技术。
1. 机械加⼯⼯艺电⼦产品很多结构件是通过机械加⼯⽽成的,机械类⼯艺包括车、钳、刨、铣、镗、磨、插齿、冷作、铸造、锻打、冲裁、挤压、引伸、滚齿、轧丝等。
其主要功能是改变材料的⼏何形状,使之满⾜产品的装配连接。
2. 表⾯加⼯⼯艺表⾯加⼯包括刷丝、抛光、印刷、油漆、电镀、氧化、铭牌制作等⼯艺。
其主要功能是提⾼表⾯装饰性,使产品具有新颖感,同时也起到防腐抗蚀的作⽤。
毕业设计聚合物电池的生产流程和工艺系别电子信息工程系专业信息安全技术班级 08-1班学生姓名 xxx指导老师 xxx2011年4月8日摘要锂聚合物电池(Li—polymer,又称高分子锂电池):它也是锂离子电池的一种,但是与液锂电池(Li—ion)相比具有能量密度高、更小型化、超薄化、轻量化,以及高安全性和低成本等多种明显优势,是一种新型电池。
在形状上,锂聚合物电池具有超薄化特征,可以配合各种产品的需要,制作成任何形状与容量的电池。
该类电池可以达到的最小厚度可达0。
5mm。
它的标称电压与Li-ion一样也是3。
6或3.7V,没有记忆效应.聚合物锂离子电池是电池行业中技术含量最高,最新的品种,以钴酸锂材料为正极,碳材料为负极,电解质采用固态或凝胶态有机导电膜组成,并采用铝塑膜做外包装的最新一代可充锂离子电池。
它是液态离电池的更新换代产品,不仅具有液态锂离子电池的高电压、长循环寿命、放电电压平稳以及清洁无污染等特点;而且消除了液态锂离子电池存在的爆炸的安全隐患,具有更高的能量密度;同时外形更灵活、方便,重量轻巧;产品性能均达到或超过液态锂离子的技术指标,更具有安全性,所以受到国内外电子厂商及设计公司的青睐。
目录摘要 (I)1。
聚合物电池的概述 (1)2 极板工程的主要工艺和流程 (5)2.1 极板切割的工艺区流程 (5)2。
2极板VD (5)3 卷曲工程的工艺与流程 (6)3。
1卷曲机的生产过程 (6)3。
2 卷曲车间的press (6)4 parking车间的工艺与流程 (7)4。
1 parking机 (7)4。
1.1 parking的描述 (7)4。
1.2parking的生产过程 (7)4。
1。
3parking的外观检查 (8)4。
2 parking VD (8)5化成车间的工艺流程 (9)5.1化成概述 (9)5。
2 P/G工程 (9)5.3 D/F工程 (10)5.4化成车间的质量检测 (10)6 结束语 (11)致谢 (12)参考文献 (13)1.聚合物电池的概述聚合物锂离子电池和平常电池的差别在电解质上。
电子产品装配工艺流程图电子产品的装配工艺流程图是指通过图形化的方式展示电子产品的装配过程。
它可以清晰地展示每个步骤的顺序和关联,帮助人们更好地理解和掌握电子产品的装配流程。
本文将以电子产品装配工艺流程图为题,介绍电子产品装配的基本流程。
一、准备工作在开始电子产品的装配之前,需要进行一系列的准备工作。
首先是准备所需的零部件和工具,包括电子元件、电路板、焊接工具、螺丝刀等。
其次是准备工作场所,确保工作环境整洁、安全,并配备必要的防静电设备。
最后是准备装配所需的技术文档和说明书,包括电路图、装配图、操作手册等。
二、电路板组装电路板组装是电子产品装配的核心环节。
首先,将电子元件按照电路图的要求,逐个焊接到电路板上。
焊接时要注意控制焊接温度和时间,以免损坏电子元件。
接下来,对焊接完成的电路板进行检测,确保焊接质量良好。
最后,将检测通过的电路板进行清洁处理,去除焊接过程中产生的污染物。
三、外壳组装外壳组装是电子产品装配的外观环节。
首先,根据产品的设计要求,选择合适的外壳材料和外壳结构。
然后,将电路板和其他组件安装到外壳内部,并进行固定。
接下来,安装产品的按键、显示屏、接口等外部部件。
最后,对外壳进行整理和清洁,确保产品外观整洁、无划痕。
四、功能测试功能测试是电子产品装配的重要环节。
在进行功能测试之前,需要确保电子产品的电源供应正常。
然后,按照产品的功能要求,逐个测试各个功能模块的正常工作。
测试过程中要注意记录测试结果,并及时修复测试中发现的问题。
最后,对整个产品进行综合测试,确保产品的功能完备、稳定。
五、质量检验质量检验是电子产品装配的最后一道工序。
在质量检验中,需要对装配完成的产品进行外观检查、功能检查和性能检查。
外观检查主要是检查产品的外观是否符合设计要求、是否有划痕、变形等问题。
功能检查主要是检查产品各个功能模块是否正常工作。
性能检查主要是检查产品的性能参数是否符合规定标准。
六、包装和出厂在通过质量检验后,电子产品需要进行包装和出厂准备。
电源生产工艺流程图电源是供给电力的设备,主要用于为电子设备提供能量。
生产电源需要经过一系列的工艺流程,包括材料准备、制造、测试和包装等环节。
下面将详细介绍电源的生产工艺流程。
首先,电源的生产需要准备所需的原材料。
常见的电源材料包括铁芯、铜线、电解铜、电解铅、电解铝等。
这些原材料需要经过采购、检验和入库等环节,确保其质量和数量符合生产要求。
接下来,将原材料送入生产线,进行制造。
首先是铁芯的制造,需要将铁芯原材料加热至一定温度,然后通过轧制、切割和研磨等工艺,将其加工成适合电源使用的形状和尺寸。
然后制造铜线,将铜原材料加热,通过拉拔、剪切和焊接等工艺,制造成符合要求的铜线。
制造好铁芯和铜线后,接下来进行电路板的制造。
首先根据设计要求,在电路板上打印电路图案,然后将元器件焊接到电路板上。
这些元器件包括电容器、电阻器、二极管等,用于实现电源的功能。
在完成电路板制造后,接下来对电源进行测试。
测试环节主要包括输入输出电压测试、负载测试、温度测试等。
通过这些测试,可以检验电源是否符合设计要求,并进行调整和修正。
最后,将生产好的电源进行包装。
将电源放入适合尺寸的包装盒中,并贴上标签和说明书。
然后对包装盒进行灌封,确保电源不受到外界环境的影响。
以上就是电源的生产工艺流程。
通过正确的材料准备、制造、测试和包装等环节,可以生产出符合要求的电源产品。
电源的质量和性能对于电子设备的稳定运行和安全使用至关重要,因此在生产过程中需要严格控制各个环节,确保电源的品质。
同时,也要注意环保和能效问题,在生产过程中合理使用资源,减少能源浪费和环境污染。
工艺流程图产品名称产品图号LED显示屏电缆AAA-1信号线制作流程电源线加工流程旧底图总号更改标记数量更改单号签名日期签名日期第3页项宏红2013.10 拟制共7页底图总号项宏红2013.10 审核第1册魏纤2013.10 标准化共1册工艺流程图产品名称产品图号LED显示屏电装AAA-2LED显示屏电装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第 4 页项宏红2013.10 拟制共7 页底图总号项宏红2013.10 审核第 1 册魏纤2013.10 标准化共1 册装配工艺过程卡片产品名称LED显示屏名称电装-元件加工产品图号AAA-3 图号装入件及辅助材料工作地工序号工种工序(步)内容及要求设备及工装工时定额序号代号、名称、规格数量1 电容、发光二极管电装车间装配工发光二极管加工:H=T(印制板厚度)+L(1.5mm)=3.1±0.2mm,电容成型按《元器件预加工典型工艺》GLL.780.0001要求加工,成型后电容引脚应垂直,剪切口无毛刺。
LED自动剪脚机手工发光二极管发光二极管加工:H=T(印制板厚度)+L(1.5mm)=3.1±0.2mm电容:成型后电容引脚应垂直,剪切口无毛刺。
H=3.1±0.2mm 旧底图总号底图总号更改标记数量更改单号签名日期拟制项宏红魏纤2013.10 审核魏纤2013.10标准化第5页共7 页批准描图: 描校:H工艺流程图产品名称产品图号LED显示屏封装AAA-4LED显示屏封装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第6 页项宏红2013.10 拟制共7 页底图总号项宏红2013.10 审核第1 册魏纤标准化共1 册工艺流程图产品名称产品图号LED显示屏组装AAA-5LED显示屏组装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第7 页项宏红2013.10 拟制刘凯2013.10共7 页底图总号项宏红2013.10 审核郭东超2013.10第 1 册魏纤2013.10 标准化共 1 册。
电气动力工艺流程及施工方案
本工程电源为三相四线制220/380V,由变电所采用电缆引入至车间各总配电柜,电缆采用埋地敷设,进户处中性线做重复接地;重复接地线与本车间防雷接地系统相连。
配电室内GCK型柜落地安装;工艺及暖通专业设备配套的控制箱柜应以其要求,嵌墙安装的配电箱与墙角接合处做成圆弧型。
防雷接地系统在屋面建避雷带,利用框架柱做引下线,利用基础做接地极。
2.1、工艺流程
2.1.1、动力配电施工工序
2.1.2、桥架、线槽安装
2.1.3、线管安装工艺流程图
2.1.4、电线、缆敷设及电缆头制作工艺流程
2.1.5、低压配电(屏)柜
2.2、电气系统工程重点工艺控制措施
2.3、建筑电气系统工程安装、测试、调试标准
1、成套配电柜、控制柜(屏、台)和动力、照明配电箱(盘)安装技术要求
2、低压电动机、电加热器及电动执行机构检查接线
3、低压电器动力设备试验和试运行
4、电缆桥架安装和桥架内电缆敷设
5、电线导管、电缆导管和线槽敷设
6、电线、电缆穿管和线槽敷线
7、电缆头制作、接线和线路绝缘测试。
电子产品生产工艺流程:工艺流程简述:(1)插件:来料PCBA 线路板与电子元器件手工插件。
(2)焊锡:将线材与线路板使用电烙铁焊锡连接。
(3)组装:与外壳、塑胶配件、五金配件、电源等手工组装成成品。
(4)酒精擦拭:部分产品使用酒精清洁擦拭表面污渍。
(5)检测、包装入库:检测合格即可包装入库。
电子产品生产工艺流程图:废电子料 外壳、塑胶电子元S 3废包装材废锡渣 无铅锡线、电子线G 2有机废气 入库工艺流程简述:(1)点焊:项目电子产品的生产工艺较简单,首先用电烙铁将外购的PCBA 线路板与电子元件进行点焊连接。
(2)粘胶:项目部分电子元件需用黄胶进行粘贴,通过粘胶的方式将其固定在线路板上。
(3)组装:然后与外购的五金配件、塑胶配件用电批进行组装在一起。
(4)检测、包装:产品组装完成后,用测试设备对产品进行测试,检测合格后即 可将产品包装为成品。
电子元器件生产工艺流程图及污染物标识(废水:W ;废气:G ;固废:S ;噪声:N )成品2焊锡废气、S 3废锡S 5包装废料 S 4废电子料 电子元件、有机废气、S 6废胶工艺简述:(1)绕线、剪线头:来料骨架使用绕线机将漆包线绕至骨架上,然后人工剪去多余线头。
(2)浸锡、补焊:将产品骨架针脚与漆包线接合处浸锡焊接,浸锡时需按一定比例加入一定量的环保助焊剂辅助焊接,少部分浸锡不合格产品使用电烙铁补焊连接。
(3)装磁芯、包胶带:人工将磁芯安装在骨架上,部分需用手啤机压合组装,然后在骨架上用包胶带机包裹上胶带。
(4)测试:用测试仪对产品半成品性能进行测试。
(5)浸油、烘烤:将产品送至含浸机中浸绝缘油,使产品具备绝缘性质,浸油时绝缘油中需加入一定比例的天那水进行稀释,浸油后的产品送至电烤箱烘烤固定,电烤箱工作温度约95~100℃。
包装出货无铅锡条、无铅锡1废线头 3废胶带 2有机废气 5废包装材料 设备噪声 G 1焊锡废气、G 2有机废N 设备噪声(6)包装出货:产品烘烤后即可包装为成品。