压力容器工艺过程流转卡
- 格式:xls
- 大小:303.00 KB
- 文档页数:15
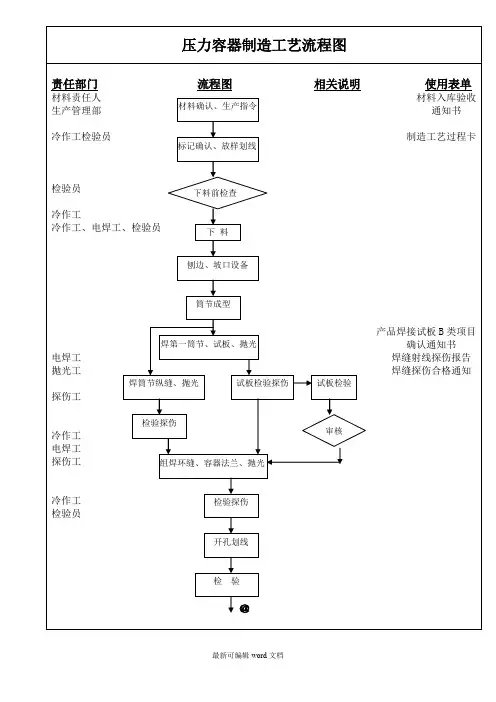
压力容器
制造工艺、检验过程卡
:沧州市化工机械有限公司
GY表3 封头制造工艺、检验过程卡
GY表3 筒节制造工艺、检验过程卡
GY表3 筒节制造工艺、检验过程卡
GY表3 人孔法兰制造工艺、检验过程卡
GY表3 人孔法盖制造工艺、检验过程卡
GY表3 人孔筒节制造工艺、检验过程卡
GY表3 管板制造工艺、检验过程卡
GY表3 容器法兰制造工艺、检验过程卡
GY表3 膨胀节制造工艺、检验过程卡
GY表3 长颈法兰与接管组焊工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡共2页第2页
GY表3 换热器总装工艺、检验过程卡
GY表3 换热器总装工艺、检验过程卡
GY表3 水压试验工艺、检验过程卡
GY表3 气压试验工艺、检验过程卡
GY表3 气液组合压力试验工艺、检验过程卡
GY表3 气密性试验工艺、检验过程卡
GY表3 氨检漏试验工艺、检验过程卡
GY表3 M36以上(含M36)容器主螺栓制造工艺、、检验过程程卡
GY表3 公称直径≥250接管制造工艺、检验过程卡
GY表3 换热管制造工艺、检验过程卡
GY表3 补强圈制造、检验过程卡
GY表3 产品试板制作、试验、检验过程卡
GY表3 产品酸洗钝化工艺、检验过程卡
GY表3 产品酸洗钝化工艺、检验过程卡
GY表3 除锈、喷漆过程检验卡。

辽C2 - 0共页第页编号:1 / 221 / 222 / 222 / 22压力容器工艺文件目次表辽C 2 - 1共页第页压力容器图样、技术文件发放记录辽C 2—2编号:共页第页压力容器图样设计、工艺性审查记录辽A 2—3编号:共页第页5 / 225 / 22审核:年月日编制:年月日压力容器工艺流程图辽B2 - 4共页第页编号:6 / 226 / 22审核:年月日编制:年月日试板工艺过程卡辽B2-6.1编号:共页第页7 / 227 / 228 / 228 / 22封头工艺过程卡辽B2-6.1审核:2008 年月日编制:2008 年月日9 / 229 / 22筒体工艺过程卡辽B2-6.110 / 2210 / 2211 / 2211 / 22审核:2008年 月 日 编制: 2008 年 月 日管板 工艺过程卡辽B2-6.1编号: 共 页第 页12 / 2212 / 22法兰、接管工艺过程卡辽B2-6.1审核:2008 年月日编制:2008 年月日13 / 2213 / 22折流板工艺过程卡辽B2-6.1编号:共页第页14 / 2214 / 22审核:2008年月日编制:2008 年月日换热管、定距管工艺过程卡辽B2-6.1编号:共页第页15 / 2215 / 2216 / 2216 / 22审核: 年 月 日 编制: 年 月 日支座、拉杆 工艺过程卡辽B2-6.1编号:共 页第 页法兰、接管组对工艺过程卡辽B2-6.117 / 2217 / 22编号:共页第页审核:2008 年月日编制:2008 年月日18 / 2218 / 22整体组装工艺过程卡辽B2-6.1审核:2008年月日编制:2008 年月日19 / 2219 / 22水压试验喷漆工艺过程卡辽B2-6.1编号:共页第页20 / 2220 / 22审核:2011年02月20日编制:2011年02月20日水压试验喷漆工艺过程卡辽B2-6.1编号:共页第页21 / 2221 / 22审核:2011年02月20日编制:2011年02月20日22 / 2222 / 22。
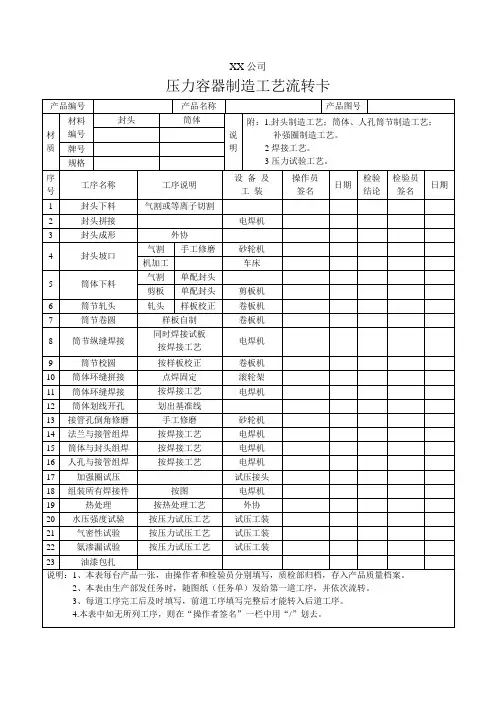
制造工序产品名称:编制:
过程卡制造编号:审核:
制造工序过程卡
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第2页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号:共页第4页
产品名称:
编制:年月曰审核:年月日
编制:年月曰审核:年月日
产品名称:序号:共页第7页
编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第8页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号: 共页第9页
制造工序过程卡
产品名称:
产品名称:序号:共页第10页
编制:年月曰审核:年月日
产品名称:序号:共页第11页
编制:年月曰审核:年月日
产品名称:序号:共页第12页
编制:年月曰审核:年月日
平焊管法兰一览表
编制:年月曰审核:年月日
组装工序过程卡
编制:年月曰审核:年月日
接管安装焊接工序过程卡产品名称:
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
压力容器外观及几何尺寸检验报告产品编号:共页第18页
产品编号: 胀管操作记录: 胀管机型号:
不锈钢产品酸洗钝化处理工艺卡。
压力容器
制造工艺、检验过程卡
:沧州市化工机械有限公司
GY表3 封头制造工艺、检验过程卡
GY表3 筒节制造工艺、检验过程卡
GY表3 筒节制造工艺、检验过程卡
GY表3 人孔法兰制造工艺、检验过程卡
GY表3 人孔法盖制造工艺、检验过程卡
GY表3 人孔筒节制造工艺、检验过程卡
GY表3 管板制造工艺、检验过程卡
GY表3 容器法兰制造工艺、检验过程卡
GY表3 膨胀节制造工艺、检验过程卡
GY表3 长颈法兰与接管组焊工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡共2页第2页
GY表3 换热器总装工艺、检验过程卡
GY表3 换热器总装工艺、检验过程卡
GY表3 水压试验工艺、检验过程卡
GY表3 气压试验工艺、检验过程卡
GY表3 气液组合压力试验工艺、检验过程卡
GY表3 气密性试验工艺、检验过程卡
GY表3 氨检漏试验工艺、检验过程卡
GY表3 M36以上(含M36)容器主螺栓制造工艺、、检验过程程卡
GY表3 公称直径≥250接管制造工艺、检验过程卡
GY表3 换热管制造工艺、检验过程卡
GY表3 补强圈制造、检验过程卡
GY表3 产品试板制作、试验、检验过程卡
GY表3 产品酸洗钝化工艺、检验过程卡
GY表3 产品酸洗钝化工艺、检验过程卡
GY表3 除锈、喷漆过程检验卡。
压力容器
制造工序过程卡
产品名称:制造编号:
编制:审核:
总装工序过程卡
总装工序过程卡
补强圈制造工序过程卡
法兰制造工序过程卡
法兰盖制造工序过程卡
卷制筒节制造工序过程卡
球冠封头制造工序过程卡
球冠封头制造工序过程卡
筒体制造工序过程卡
筒体制造工序过程卡
椭圆封头制造工序过程卡产品名称:气压机出口油气分离器
椭圆封头制造工序过程卡
产品名称:气压机出口油气分离器续表一
无缝钢管筒体(筒节)制造工序过程卡
折边锥形封头制造工序过程卡
折边锥形封头制造工序过程卡
**石油管理局**炼油建安公司审图记录。
焊接层次顺序示意图:母材116厚度()16焊接工艺卡编号母材216厚度()16图号母材3厚度()接头名称筒体纵缝焊接顺序接头型式对接坡口型式V接头编号A1、A2、A3、A4坡口角度(℃)60°焊接工艺评定报告编号钝边() 2-6焊缝余高()焊工持证项目组装间隙()2~31、在坡口与坡口边缘各20范围内,将油、污、锈、垢、氧化皮清除,直至呈现金属光泽。
2、定位焊缝为8条,每2条定位焊缝间距为250,定位焊缝长度为30、厚度为6-10。
3、焊完进行100%无损探伤。
焊接方法直通焊焊接层次焊接方法填充材料焊接电流电弧电压(V)焊接速度()气体流量()预热温度(℃)型(牌)号直径()极性电流(A)层间温度(℃)焊后热处理定位焊H10ф2直流反接80-11512-1410-168-10焊剂烘干温度250℃封底焊H10ф2.5直流反接115-1512-1410-168-10焊 接 工 艺卡 .:1焊 接 工 艺卡 .: 2钨极直径() 正面焊H10431ф4交流600-65034-3748喷嘴直径() 气体成份编制日期 年 月 日审核日期 年 月 日焊接层次顺序示意图:母材1 16 厚度() 16 焊接工艺卡编号母材2 16厚度() 16图 号母材3厚度()接头名称 筒体环缝 焊接顺序接头型式 对 接 坡口型式 V接头编号B1、B2、B3、B4、B5坡口角度(℃) 60°焊接工艺评定报告编号钝边() 2-6焊缝余高() 焊工持证项目组装间隙()2~31、在坡口与坡口边缘各20范围内,将油、污、锈、垢、氧化皮清除,直至呈现金属光泽。
2、定位焊缝为28条,每2条定位焊缝间距为12°,定位焊缝长度为30、厚度为6-10。
焊 接 工 艺卡 .:33、焊完进行100%无损探伤。
焊接方法 直通焊焊接 层次 焊接方法填充材料焊接电流 电弧 电压(V) 焊接速度() 气体流量() 预热温度(℃) 型(牌)号直径() 极性 电流(A) 层间温度(℃)焊后热处理 定位焊 H10 ф2 直流反接 80-115 12-14 10-16 8-10 焊剂烘干温度 250℃封底焊 H10 ф2.5 直流反接 115-150 12-14 10-16 8-10钨极直径() 正面焊H10431ф4交流600-65034-3748喷嘴直径() 气体成份编制日期年 月 日审核日期年 月 日焊接层次顺序示意图:母材1 16 厚度() 16 焊接工艺卡编号母材2 16厚度() 8图 号母材3厚度()接头名称 接管与壳体 焊接顺序接头型式对 接卡 .:4焊接层次顺序示意图:母材116厚度()16焊接工艺卡编号母材216厚度()8图号母材3厚度()接头名称人孔与壳体焊接顺序接头型式对接坡口型式单边V接头编号D4坡口角度(℃)60°焊接工艺评定报告编号钝边()2-6焊缝余高()焊工持证项目组装间隙()2~31、在坡口与坡口边缘各20范围内,将油、污、锈、垢、氧化皮清除,直至呈现金属光泽。
浅谈《固定式压力容器安全技术监察规程》中的质量计划摘要:《固定式压力容器安全技术监察规程》要求在出厂资料中提供质量计划。
部分压力容器制造厂对质量计划或检验计划(以下简称ITP)的要求和做法不了解,对质量计划的理解差异也较大。
笔者希望通过此文与大家一起探讨ITP的编制,比较ITP与流转卡的不同之处,进而理解ITP的控制方式。
一、质量计划或检验计划的编制:质量计划或检验计划是指用于特定系列产品或合同项目,对质量管理体系运转以及资源作出规定的文件。
内容包括检验内容、检验时机、检验比例、主要依据、参考的程序文件、记录(表号)、检验各方的质控类别等,对产品生产准备到产品最终验收的质量活动均进行了规定。
质量计划的编制应明确质量计划所涉及的质量活动,并对检验各方的权限进行分配。
编制一般由技术负责人或检验负责人主持,相关部门参与制订,编制应充分考虑文件的可操作性。
当产品结构简单、品种单一或形成系列产品时,可用一个质量计划包容,不必针对每个产品制定质量计划。
若现行产品技术状态发生显著变化时,应重新编制或修订质量计划。
质量计划涉及的一般要求可直接采用和引用现行的标准、规范及现行的质量文件、工艺文件,对涉及特定产品、特定项目中的特别要求应详细列出。
在合同情况下,应将顾客具体合同中的特定要求写入质量计划。
二、质量计划与工艺流转卡的差异国际上通用做法是采用质量计划或检验计划来控制产品工序。
而国内通行做法是通过产品流转卡来控制生产工序。
目前,产品流转卡通常有二种形式:工艺型流转卡和记录型流转卡,其中工艺流转卡与ITP在形式上有一定的相似。
质量计划与工艺型流转卡规定的检验内容均按工序的顺序进行排列、均对检验项目划分了质控类别。
部分工厂认为可以将这类产品流转卡视作质量计划。
但笔者认为两者有很多不同,以下是对两者不同之处的比较分析。
1.编制时机不同:质量计划在合同签订后或者在合同签订前,根据产品特性进行编制,而产品流转卡一般在图纸批准后才开始编制。