压力容器制造工艺卡
- 格式:doc
- 大小:816.50 KB
- 文档页数:20
压力容器通用制造工艺过程卡封头工艺过程卡辽B2—6.1编号共 2 页第 1 页审核:年月日编制:年月日封头工艺过程卡(续页)辽B2—6.2共 2 页第 2 页筒体工艺过程卡辽B2—6.1编号共 2 页第 1 页审核:年月日编制:年月日筒体工艺过程卡(续页)辽B2—6.2 共 2 页第 2 页法兰工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日接管工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日弯管工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日补强圈工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日鞍座(支腿)垫板工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日鞍座(支腿)底板工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日鞍座(支腿)筋板工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日鞍座(支腿)腹板工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日铭牌座工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日人孔法兰工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日人孔筒体工艺过程卡辽B2—6.1编号共 2 页第 1 页审核:年月日编制:年月日人孔筒体工艺过程卡(续页)辽B2—6.2共 2 页第 2 页人孔法兰盖工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日人孔筒体与工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日人孔筒体与工艺过程卡(续页)辽B2—6.2 共 2 页第 2 页。
压力容器出厂检验报告及组装件工艺记录
卡
1. 检验报告
本文档旨在记录压力的出厂检验结果。
以下为相关的检验项目和结果:
- 压力外观检验:
- 外观完好,无明显破损或变形。
- 压力尺寸检验:
- 尺寸满足设计要求。
- 压力材料检验:
- 材料符合要求,无锈蚀或其他损坏。
- 压力焊接接头检验:
- 焊缝牢固,无裂纹或气孔。
- 压力密封性检验:
- 压力测试结果良好,无泄漏。
- 其他检验项目:
- (根据实际情况添加其他检验项目和结果)
根据以上检验结果,本压力合格出厂,并可投入使用。
2. 组装件工艺记录卡
本文档旨在记录压力组装过程中的工艺细节。
以下为相关的组装步骤和记录:
1. 准备工作:
- 确保所需组装件齐全。
- 清洁工作区域,确保卫生和安全。
2. 组装步骤:
1. (详细描述组装步骤)
2. (详细描述组装步骤)
3. (详细描述组装步骤)
- (根据实际情况添加更多组装步骤)
3. 检查和测试:
- 对组装完成的压力进行外观检查。
- 进行密封性测试,确保无泄漏。
- (根据实际情况添加其他检查和测试步骤)
4. 验收和记录:
- 完成组装后,对压力进行验收。
- 记录组装日期、验收人员和相关检查结果。
以上为组装件工艺记录卡的简要内容。
具体的组装步骤和记录应根据实际情况进行详细记录。
![压力容器制造工艺流程图[1]](https://uimg.taocdn.com/73836dcda1c7aa00b52acbfb.webp)
制造工序产品名称:编制:
过程卡制造编号:审核:
制造工序过程卡
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第2页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号:共页第4页
产品名称:
编制:年月曰审核:年月日
编制:年月曰审核:年月日
产品名称:序号:共页第7页
编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第8页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号: 共页第9页
制造工序过程卡
产品名称:
产品名称:序号:共页第10页
编制:年月曰审核:年月日
产品名称:序号:共页第11页
编制:年月曰审核:年月日
产品名称:序号:共页第12页
编制:年月曰审核:年月日
平焊管法兰一览表
编制:年月曰审核:年月日
组装工序过程卡
编制:年月曰审核:年月日
接管安装焊接工序过程卡产品名称:
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
压力容器外观及几何尺寸检验报告产品编号:共页第18页
产品编号: 胀管操作记录: 胀管机型号:
不锈钢产品酸洗钝化处理工艺卡。
压力容器
制造工艺、检验过程卡
:沧州市化工机械有限公司
GY表3 封头制造工艺、检验过程卡
GY表3 筒节制造工艺、检验过程卡
GY表3 筒节制造工艺、检验过程卡
GY表3 人孔法兰制造工艺、检验过程卡
GY表3 人孔法盖制造工艺、检验过程卡
GY表3 人孔筒节制造工艺、检验过程卡
GY表3 管板制造工艺、检验过程卡
GY表3 容器法兰制造工艺、检验过程卡
GY表3 膨胀节制造工艺、检验过程卡
GY表3 长颈法兰与接管组焊工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡共2页第2页
GY表3 换热器总装工艺、检验过程卡
GY表3 换热器总装工艺、检验过程卡
GY表3 水压试验工艺、检验过程卡
GY表3 气压试验工艺、检验过程卡
GY表3 气液组合压力试验工艺、检验过程卡
GY表3 气密性试验工艺、检验过程卡
GY表3 氨检漏试验工艺、检验过程卡
GY表3 M36以上(含M36)容器主螺栓制造工艺、、检验过程程卡
GY表3 公称直径≥250接管制造工艺、检验过程卡
GY表3 换热管制造工艺、检验过程卡
GY表3 补强圈制造、检验过程卡
GY表3 产品试板制作、试验、检验过程卡
GY表3 产品酸洗钝化工艺、检验过程卡
GY表3 产品酸洗钝化工艺、检验过程卡
GY表3 除锈、喷漆过程检验卡。
压力容器焊接工艺卡1. 引言压力容器是承受压力的设备,焊接工艺是其中重要的加工工艺之一。
本文将介绍压力容器焊接工艺卡的具体内容。
2. 工艺卡内容2.1 概述工艺卡是为了规范压力容器焊接工艺而制定的。
它包括焊接材料的选择、焊接工艺的选择、焊接参数的设置、检查方法和记录等内容,旨在保证焊接工艺的合理性、稳定性和可靠性。
同时还应满足设计规范、焊接监督要求和质量标准等方面的要求。
2.2 焊接材料焊接材料是保证焊接质量的重要因素之一。
应根据设计要求和焊缝性能选择适用的焊接材料。
常用的材料有焊丝、焊条、焊粉、保护气体等。
2.3 焊接工艺对于不同的焊接部位和不同的材料,需要选择不同的焊接工艺。
常用的焊接工艺有手工电弧焊、气体保护焊、激光焊、电子束焊等。
在选择焊接工艺时,应考虑焊缝的质量、成本和生产效率等因素。
2.4 焊接参数焊接参数是焊接工艺中的重要因素之一,直接关系到焊缝的质量。
在设置焊接参数时,应综合考虑材料的特性、焊接工艺和规范要求等因素。
主要包括焊接电流、电压、焊接速度、焊接温度等参数。
2.5 检查方法焊接完成后,需要对焊接缝进行检查。
常用的检查方法有可视检查、尺寸检查、磁粉检查、渗透检查、超声波检查等。
检查结果需要按照规范要求进行记录和报告。
3.压力容器焊接工艺卡是为了规范焊接工艺而制定的,包括焊接材料、焊接工艺、焊接参数、检查方法和记录等内容。
它不仅可以保证焊接质量,还可以提高焊接工艺的稳定性和可靠性,对于生产压力容器具有重要意义。
压力容器制造工艺卡Last updated on the afternoon of January 3, 2021
封头制造
件号
名称规格 数量 材料 备注
设备名称
广口口编
号
编制
审核
日 期
广口口编号
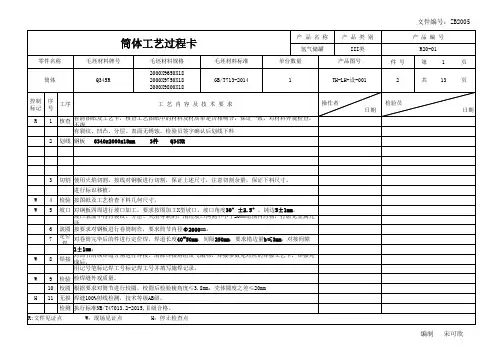
产品名称 罐体
产品图号
件号 编制年月日审核年月日
筒体加工检验
卡
共页
第页
单台数量
序 号 工
序 1T-
工序内容及技术要求 备 工
装 检验数 据
操作/
员验/
因期
1 备料 库 房 a.按本厂压力容器用材料进厂检验程 序进行入厂检验,须有材质证明 书,材料标记应清晰明确,否则应
作材料复验。
b.材料外观应光滑,无锈蚀麻坑,无
裂纹、划伤等影响外观质量的可见 缺陷。
c.筒体外直径偏差为:±1%D,且不 大于 0.75mm 。
2 下料
铆 焊 筒体按图纸理论尺寸下料,预留5~ 8mm 机加工余量。
氧快
3 抛光 铆 焊 筒体内壁除锈、抛光,无杂质、焊接 飞溅、锈蚀等。
抛光
机
材料
热轧
20g
材料状
态。
封头工艺过程卡辽B2—6.1审核:年月日编制:年月日封头工艺过程卡(续页)辽B2—6.2筒体工艺过程卡辽B2—6.1审核:年月日编制:年月日筒体工艺过程卡(续页)辽B2—6.2法兰工艺过程卡辽B2—6.1审核:年月日编制:年月日接管工艺过程卡辽B2—6.1审核:年月日编制:年月日弯管工艺过程卡辽B2—6.1审核:年月日编制:年月日补强圈工艺过程卡辽B2—6.1审核:年月日编制:年月日鞍座(支腿)垫板工艺过程卡辽B2—6.1审核:年月日编制:年月日鞍座(支腿)底板工艺过程卡辽B2—6.1审核:年月日编制:年月日鞍座(支腿)筋板工艺过程卡辽B2—6.1审核:年月日编制:年月日鞍座(支腿)腹板工艺过程卡辽B2—6.1审核:年月日编制:年月日铭牌座工艺过程卡辽B2—6.1审核:年月日编制:年月日人孔法兰工艺过程卡辽B2—6.1审核:年月日编制:年月日人孔筒体工艺过程卡辽B2—6.1编号共2 页第 1 页审核:年月日编制:年月日人孔筒体工艺过程卡(续页)辽B2—6.2人孔法兰盖工艺过程卡辽B2—6.1编号共1 页第 1 页审核:年月日编制:年月日人孔筒体与工艺过程卡辽B2—6.1人孔筒体与工艺过程卡(续页)辽B2—6.2鞍座(支腿)组对工艺过程卡辽B2—6.1审核:年月日编制:年月日封头与筒体组装工艺过程卡辽B2—6.1审核:年月日编制:年月日封头与筒体组对工艺过程卡(续页)辽B2—6.2法兰与接管组对工艺过程卡辽B2—6.1编号共1 页第 1 页审核:年月日编制:年月日鞍座(支腿)与(封头/筒体)组装工艺过程卡辽B2—6.1审核:年月日编制:年月日组装工艺过程卡辽B2—6.1组装工艺过程卡(续页)辽B2—6.2喷漆工艺过程卡辽B2—6.1审核:年月日编制:年月日。
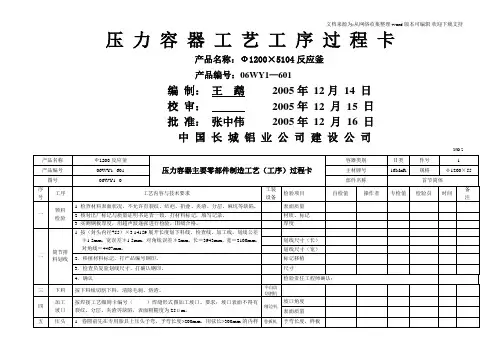
压力容器工艺工序过程卡产品名称:Ф1200×5104反应釜产品编号:06WY1—601编制:王鹉2005年12月14 日校审:2005年12 月15 日批准:张中伟2005年12 月16 日中国长城铝业公司建设公司产品名称Ф1200反应釜压力容器主要零部件制造工艺(工序)过程卡容器类别Ⅱ类件号 1产品编号06WY1--601 主材牌号16MnR 规格φ1200×55 图号06WY1--0 部件名称首节筒体序号工序工艺内容与技术要求工装设备检验项目自检值操作者专检值检验员时间备注一领料检验1.检查材料表面状况,不允许有裂纹、结疤、折叠、夹渣、分层、麻坑等缺陷。
表面质量2.核对出厂标记与质量证明书是否一致,打材料标记,填写记录。
材质、标记3.实测钢板厚度,用超声波逐张进行检验,Ⅲ级合格。
厚度二筒节排料划线1.按(封头内径+55)×展开长度划下料线、检查线、加工线,划线公差≯,宽误差≯,对角线误差≯2mm,长=3943mm,宽=2100mm,对角线=4467mm。
划线尺寸(长)划线尺寸(宽)2.移植材料标记,打产品编号钢印。
标记移植3.检查员复验划线尺寸、打确认钢印。
尺寸4.确认检验责任工程师确认:三下料按下料线切割下料,清除毛刺、熔渣。
半自动切割机四加工坡口按焊接工艺细则卡编号()焊缝形式图加工坡口。
要求:坡口表面不得有裂纹、分层、夹渣等缺陷,表面粗糙度为25μm。
刨边机坡口角度表面质量五压头卷圆1.卷圆前先在专用胎具上压头予弯,予弯长度>200mm,用弦长>300mm的内样板检查压头弧度。
卷扳机予弯长度,样板尺寸,予弯弧度2.控制进料端部与卷板机上辊外圆母线平行。
3.上辊分多次均匀下压,使焊口自然靠拢对齐,不圆度≯12mm。
不圆度六对口加产品试板停点1.控制对口错边量:δs>55时纵缝错边量≤,环缝≤7mm。
错边量2.采用埋弧自动焊时对口间隙0-1mm。
对口间隙3.清理坡口及坡口两侧20mm范围内污物,见金属光泽。
压力容器
制造工序过程卡
产品名称:制造编号:
编制:审核:
总装工序过程卡
总装工序过程卡
补强圈制造工序过程卡
法兰制造工序过程卡
法兰盖制造工序过程卡
卷制筒节制造工序过程卡
球冠封头制造工序过程卡
球冠封头制造工序过程卡
筒体制造工序过程卡
筒体制造工序过程卡
椭圆封头制造工序过程卡产品名称:气压机出口油气分离器
椭圆封头制造工序过程卡
产品名称:气压机出口油气分离器续表一
无缝钢管筒体(筒节)制造工序过程卡
折边锥形封头制造工序过程卡
折边锥形封头制造工序过程卡
**石油管理局**炼油建安公司审图记录。
压力容器
制造工艺、检验过程卡
:沧州市化工机械有限公司
GY表3 封头制造工艺、检验过程卡
GY表3 筒节制造工艺、检验过程卡
GY表3 筒节制造工艺、检验过程卡
GY表3 人孔法兰制造工艺、检验过程卡
GY表3 人孔法盖制造工艺、检验过程卡
GY表3 人孔筒节制造工艺、检验过程卡
GY表3 管板制造工艺、检验过程卡
GY表3 容器法兰制造工艺、检验过程卡
GY表3 膨胀节制造工艺、检验过程卡
GY表3 长颈法兰与接管组焊工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡共2页第2页
GY表3 换热器总装工艺、检验过程卡
GY表3 换热器总装工艺、检验过程卡
GY表3 水压试验工艺、检验过程卡
GY表3 气压试验工艺、检验过程卡
GY表3 气液组合压力试验工艺、检验过程卡
GY表3 气密性试验工艺、检验过程卡
GY表3 氨检漏试验工艺、检验过程卡
GY表3 M36以上(含M36)容器主螺栓制造工艺、、检验过程程卡
GY表3 公称直径≥250接管制造工艺、检验过程卡
GY表3 换热管制造工艺、检验过程卡
GY表3 补强圈制造、检验过程卡
GY表3 产品试板制作、试验、检验过程卡
GY表3 产品酸洗钝化工艺、检验过程卡
GY表3 产品酸洗钝化工艺、检验过程卡
GY表3 除锈、喷漆过程检验卡。