冷压接线端子标准 8
- 格式:pdf
- 大小:1.21 MB
- 文档页数:1
冷压端子六边形压接标准一、端子材料冷压端子应采用符合规定的优质铜合金材料制造。
其具有优良的导电性能和机械加工性能,能够满足在各种环境下的稳定工作。
二、端子形状冷压端子的形状应为六边形,这种形状设计可以增加端子的强度和稳定性。
端子的边长、厚度等参数应符合相关标准。
三、压接尺寸在进行压接操作时,必须确保压接部分的尺寸符合规定。
压接部分的长度应等于电缆的直径或稍长一些,但不应超过规定值。
压接部分的宽度应等于电缆的厚度或稍宽一些,但不应超过规定值。
四、压接工具应使用专用的冷压端子压接工具进行压接操作。
工具的压力和行程应可调,以确保在不同规格和材料的情况下都能得到良好的压接效果。
五、压接操作在进行压接操作时,应先将电缆插入端子,确保电缆完全进入压接部分。
然后,使用压接工具将端子压接到电缆上。
压接操作应连续进行,不得中断。
在完成压接操作后,应检查压接部分是否有毛刺、裂纹等缺陷。
如果有缺陷,应重新进行压接操作。
六、检验标准完成压接操作后,应对冷压端子进行检验。
检验标准包括:端子与电缆的连接处应平整、光滑,无毛刺;端子的电气性能应符合相关标准;在一定压力下,端子与电缆的连接处不应出现松动或脱落现象。
七、使用环境冷压端子适用于在室内干燥、无尘、无腐蚀性气体和无强电磁干扰的环境下使用。
在室外使用时,应采取相应的防护措施,如加装保护盒等。
八、包装运输冷压端子应按照相关规定进行包装和运输。
包装箱内应附有产品说明书、质量合格证明文件和其它必要的文件。
在运输过程中,应防止碰撞和挤压,以确保产品不受损坏。
文件制修订记录一、适用范围公司内产品加工过程中使用冷压接线端子的过程。
二、定义:冷压接是借助较大的挤压力和金属间的位移,使连接器触脚或接线端子与导线间实现机械和电气连接。
三、导线加工工艺要求1.绝缘导线加工要求A.剪线:绝缘导线的剪裁长度应符合设计或工艺文件的要求,允许有5%~10%的正误差,不允许出现负误差,即不允许比图纸规定长度短。
B.剥线:剥线长度应根据芯线截面积和接线端子的形状来确定。
在生产中,剥线长度应符合工艺文件(导线加工表)的要求。
具体剥线长度参考下表1-1。
图1图2表1-1线耳规格适用导线剥线长度压力调节(输入气压0.6mpa)备注RNB1.25 -x 1015#20;1007号线需要剥10mm折双使用5mm 800KG压力压床RNB2 - x 1015#14;1015#20号线需要剥11mm折双使用5~5.5mm,800KG压力压床RNB3.5 -x 2.5~4mm 27~7.5mm 800KG压力压床RNB5.5 -x 4 ~6mm2 7.5mm 5T压床最小压力RNB8 - x 6~10mm2 8.5mm 5T压床最小压力RNB14 – x仿进口SC25-8 10~16mm2 11mm 5T压床偏左9档如图2为15档RNB22 – x仿进口SC35-10 16~25mm2 12.5~13mm 5T压床正中间偏12档剥线长度尽量避免断股。
如图3、图4、图5所示,为不合格剥线样品。
图6为合格样品。
图3线芯被剥伤图4绝缘层不齐图5绝缘层有残余图6绝缘层比较平整1.1.1 导线的绝缘层不允许损伤,否则会降低其绝缘性能。
线芯应无锈蚀、氧化发黑等现象。
绝缘层损坏或芯线有锈蚀的导线不能使用。
1.1.2 C 、对于输入电源线加工,需要浸锡才能使用的导线,多股芯线剥头后应拧紧后再浸锡。
1.1.3 芯线浸锡层与绝缘层之间应留出1-2mm 间隙,以便于检查芯线的伤痕和断股,并防止绝缘层因过热而收缩或损坏。

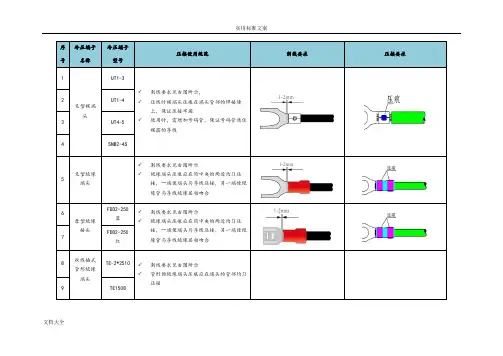
冷压端子压接说明 Corporation standardization office #QS8QHH-HHGX8Q8-GNHHJ8剥线要求见右图所示,压线时裸端头压痕在端头管部的焊接缝上,保证压接牢固使用时,需增加号码管,保证号码管遮住裸露的导线剥线要求见右图所示绝缘端头压痕应在筒中央的两边均匀压接,?端使端头与导线压接,另一端使绝缘管与导线绝缘层相吻合剥线要求见右图所示绝缘端头压痕应在筒中央的两边均匀压接,?端使端头与导线压接,另一端使绝缘管与导线绝缘层相吻合剥线要求见右图所示管形预绝缘端头压痕应在端头的管部均匀压接剥线要求见右图所示剥线要求见右图所示管形预绝缘端头压痕应在端头的管部均匀压接匀压接剥线要求见右图所示,压线时裸端头压痕在端头管部焊接缝上,保证压接牢固使用时,需增加号码管,保证号码管遮住裸露的导线绝缘端头压痕应在筒中央的两边均匀压接,?端使端头与导线压接,另一端使绝缘管与导线绝缘层相吻合绝缘压接区压缩绝缘层,但不会刺穿。
线芯伸出于导体压接区前部1-2mm绝缘和导体压接区之间的部分可以看见绝缘层和导体。
压接要求说明剥线过程中禁止将铜芯切断每根导线要拉勒挺直,行线做到平直整齐,式样美观剥线过程中不允许有中间接头、强力拉伸导线及绝缘层破损的情况剥线长度符合要求,禁止剥线长度过长或过短,影响产品导电性能导线芯插?端头后,不能有未插?的线芯露出端?管外部不能出现绞线的现象,不能剪断线芯冷压接端头的规格必须与所接?的导线直径相吻合,禁止使用大一号或以上规格的端子压接导线剥去导线绝缘层后,应尽快与冷压接端头压接,避免线芯产?氧化膜或粘有油污通常不允许2根导线接入1个冷压接端头,因接线端?限制必须采用时,宜先采2根导线压接的专?端头或选???级或??级的冷压接端头。
绝缘端头与?根导线压时,避免出现裸线芯露出绝缘管外的情况裸端头的管部应套?标记套管内,避免带电裸露部份外露标记套管的?字符号应朝外或便于观察的?向压接过程中,注意避免压接过于靠前导致的端子压接区损坏若止口被完全损毁,实际端子会被推向一直穿过外壳避免剥线长度过短,或线缆未完全插入导体压接区,端接不能达到规定的拉拔力避免剥线长度过长导致的线缆插入压接区过深。
冷压接线端子介绍1.安全可靠:冷压接线端子采用机械压接方式,连接牢固可靠,能够保证电气连接的安全性。
2.便于安装:冷压接线端子安装简单方便,不需要使用焊接设备,只需通过压接工具进行压接即可完成连接。
3.节约时间:相比于传统的焊接连接方式,冷压接线端子更加高效,可以节约安装时间。
4.灵活多样:冷压接线端子适用于各种规格和类型的导线,能够满足不同的连接需求。
5.耐腐蚀性强:冷压接线端子通常采用高质量的金属材料制成,具有良好的耐腐蚀性能,能够在恶劣的工作环境中长时间稳定运行。
6.经济实用:冷压接线端子制作工艺简单,成本相对较低,是一种经济实用的电气连接设备。
1.确定导线尺寸:根据需要连接的导线规格,选择合适的冷压接线端子。
2.剪断导线:根据需要的长度,使用导线剪切剪断导线,并在剪断的导线两端去除绝缘层。
3.插入导线:将剪断后的导线插入冷压接线端子的接线孔或接线槽中,确保导线与端子之间良好接触。
4.压接导线:使用压接工具,通过旋转螺钉将导线紧固在端子本体中。
通过适量的压力,确保导线与端子之间形成牢固的电气连接。
5.检查连接:确认压接过程完成后,使用万用表等测试设备对连接的电阻进行测量,确保连接质量良好。
1.选择合适的规格:根据导线规格和要连接的设备,选择合适的冷压接线端子,以确保连接的质量和稳定性。
2.避免超负荷:在连接过程中,不要超过冷压接线端子规定的最大额定电流,以免引起过热或短路等安全问题。
3.注意绝缘保护:冷压接线端子之间应保持足够的安全间隙,以防止短路和漏电现象的发生。
对于暴露在潮湿或腐蚀性环境中的接线端子,应采取防护措施,防止接线部分受到损坏。
4.定期检查:定期检查冷压接线端子的连接情况,确保连接牢固可靠。
如果发现连接不良或松动现象,及时处理。
总之,冷压接线端子是一种安全可靠、便捷高效的电气连接设备。
通过合理选择和使用,能够为各种电气设备提供稳定和可靠的电气连接。
文档大全
使用时,需增加号码管,保证号码管遮住
端使端头与导线压接,另一端使绝
端使端头与导线压接,另一端使绝
文档大全
文档大全
压线时裸端头压痕在端头管部焊接缝上,
使用时,需增加号码管,保证号码管遮住
端使端头与导线压接,另一端使绝
但不会刺穿。
绝缘和导体压接区之间的部分可以看
压接要求说明
剥线过程中不允许有中间接头、强力拉伸导线及绝缘层破文档大全
剥线长度符合要求,禁止剥线长度过长或过短,影响产品
管外部
的导线直径相吻合,禁止文档大全
限
根导
标记套管内,避免带电裸露部份外露压接过程中,注意避免压接过于靠前导致的端子压接区损文档大全
避免剥线长度过短,或线缆未完全插入导体压接区,端接
压接过程中避免倒钩向内或向外的过度弯曲,从而影响端文档大全
布线要求说明
,导线的余
导线应理顺平直,导线清晰分明;捆扎于内的导线不得交叉、损
剪去过长的扎带并与扎带头基本平齐,扎带头方向一致,并应尽
导线的弯曲处,应在紧靠弯曲的直线段分文档大全
文档大全
当一个接线柱上同时接一次线和二次线时,应将二次线放在一次文档大全
实用标准文案
文档大全。
冷压接头压接标准冷压接头是指由多孔绝缘件和金属管材厂家合作提供的非熔断接头,它是一种接线方法,无需在接头处进行预热,用冷压的方式将多孔绝缘件和金属管材紧贴在一起,使接线牢固、可靠,能够满足不同导线的高可靠压接连接要求。
二、应用1.冷压接头在电力行业最常用在输电系统中连接低压电缆及公共用电系统,用以连接不同类型的电缆。
2.冷压接头也广泛应用在从冶金工业、到汽车制造、以及电子电器等不同行业中,其外形紧凑、压力稳定、抗老化、体积小、使用寿命长等优点有很大的应用价值。
三、压接要求1.表面处理:多孔绝缘件表面必须为光滑、平整、无污物、无隙缝、无裂纹,金属管材表面必须无污物和毛刺,两头以及材质、厚度等必须一致。
2.正确颜色:接头钳连接器分别应有不同的颜色,以及标志位置,以便区分两端的联接。
3.压接压力:冷压接头的压接压力必须按照规定的压力进行,压接压力过大或过小均会导致接线失效。
四、施工流程1.清理:用专用清洁剂清洗接头内的表面污物,并用干布擦拭干净。
2.检查:检查冷压接头结构和表面上是否有破损、杂物及电线夹头接头是否有滑牙现象。
3.压接:将多孔绝缘件安装到接头焊接台上,然后用接线子进行压接。
4.检查压接效果:检查压接位置是否安装及压接质量是否合格,然后按规定的压力进行压接。
五、安全措施1.使用冷压接头压接时,首先应对电缆、绝缘件及金属管材等进行清洁擦拭,并确保它们的表面无污渍、毛刺等脏垢物。
2.在进行压接时,要当心使用压接枪,避免电缆、绝缘件等受到损伤,保证其良好的保护性能,防止接头损坏。
3.使用冷压接头压接时,要对其密封件、保护件等组件进行检测,确保其完好无损;使用冷压接头压接时要按规定标准进行,不得超出压力范围。
六、总结冷压接头压接是一种电缆及公共用电系统接线的有效方法,安全可靠,施工容易,无需熔断,使用简单快捷,是当今低压电缆施工中的一种主流技术。
但是,在安装过程中,必须仔细检查接头各部位,确保压接质量良好,严格按照规定要求执行,以便确保压接效果。
冷压接头压接标准
IEC 62841-1-1 《自身回火镍钴硅橡胶绝缘可调式螺纹接头(DN 4 到 DN 12)铜管及镍钴铸铁母针方面的冷压接头压接标准》规定,冷压接头压接标准如下:
(一)压接元件应按产品要求选用。
(二)在压接前,应先检查有无裂纹及杂质,有裂纹及杂质的接
头不能压接。
(三)压接表面应搓洗干净,含锈膜的应洗去锈。
搓洗后不得存
在有油污及水渍。
(四)必须使用影响压接牢度的指定大小的模具进行冷压接头压接,模具破损时应马上更换。
(五)用指定力量使模具中接头端面与外壁压紧,压接温度不
得高于90℃,时间控制在2s以内。
(六)压接接头的模具开模时,应留有0.2mm空隙以上,保证释
放接头位置。

文件制修订记录一、适用范围公司内产品加工过程中使用冷压接线端子的过程。
二、定义:冷压接是借助较大的挤压力和金属间的位移,使连接器触脚或接线端子与导线间实现机械和电气连接。
三、导线加工工艺要求1.绝缘导线加工要求A.剪线:绝缘导线的剪裁长度应符合设计或工艺文件的要求,允许有5%~10%的正误差,不允许出现负误差,即不允许比图纸规定长度短。
B.剥线:剥线长度应根据芯线截面积和接线端子的形状来确定。
在生产中,剥线长度应符合工艺文件(导线加工表)的要求。
具体剥线长度参考下表1-1。
图1图2表1-1线耳规格适用导线剥线长度压力调节(输入气压0.6mpa)备注RNB1.25 -x 1015#20;1007号线需要剥10mm折双使用5mm 800KG压力压床RNB2 - x 1015#14;1015#20号线需要剥11mm折双使用5~5.5mm,800KG压力压床RNB3.5 -x 2.5~4mm 27~7.5mm 800KG压力压床RNB5.5 -x 4 ~6mm2 7.5mm 5T压床最小压力RNB8 - x 6~10mm2 8.5mm 5T压床最小压力RNB14 – x仿进口SC25-8 10~16mm2 11mm 5T压床偏左9档如图2为15档RNB22 – x仿进口SC35-10 16~25mm2 12.5~13mm 5T压床正中间偏12档剥线长度尽量避免断股。
如图3、图4、图5所示,为不合格剥线样品。
图6为合格样品。
图3线芯被剥伤图4绝缘层不齐图5绝缘层有残余图6绝缘层比较平整1.1.1 导线的绝缘层不允许损伤,否则会降低其绝缘性能。
线芯应无锈蚀、氧化发黑等现象。
绝缘层损坏或芯线有锈蚀的导线不能使用。
1.1.2 C 、对于输入电源线加工,需要浸锡才能使用的导线,多股芯线剥头后应拧紧后再浸锡。
1.1.3 芯线浸锡层与绝缘层之间应留出1-2mm 间隙,以便于检查芯线的伤痕和断股,并防止绝缘层因过热而收缩或损坏。
光纤接插件用冷压式端子标准光纤接插件(Fiber Optic Connector)通常有一些标准规范,其中包括连接器的类型、尺寸、连接方式等。
冷压式端子通常是指一种光纤连接器的安装方式,它不需要使用热熔或化学胶水等热处理方法,而是使用一种冷压技术将光纤插入连接器中。
典型的冷压式端子标准之一是 Fast Connector,它符合一些国际标准,例如:
1. IEC 61754-13(国际电工委员会标准):定义了单模和多模光纤的光纤连接器、插座和连接适配器的一般规范,包括冷压式连接器。
2. TIA/EIA-568(美国电信工业协会和电子工业协会标准):这是用于商业建筑标准的一系列标准,其中包括光纤连接器的规范。
3. Telcordia GR-326(美国电信工程师协会标准):提供了光纤连接器的性能和质量要求,也包括一些冷压式连接器的规范。
冷压式端子通常适用于快速、便捷的光纤连接,不需要专门的工具或设备进行热处理。
它们在光纤的连接中提供了一种方便的方式,但在使用时需要确保符合相应的标准,以确保连接的质量和性能。
1/ 1。
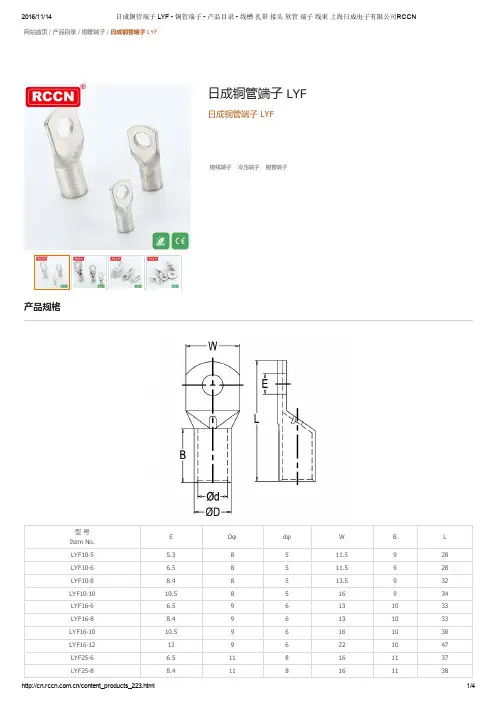
网站首页 / 产品目录 / 铜管端子 / 日成铜管端子 B SC日成铜管端子 BSC日成铜管端子 BSC接线端子冷压端子铜管端子型号Item No.尺寸 DIMENSIONE DΦdΦW B LBSC1.5-4 4.2 3.4 1.88.0 5.016.0 BSC1.5-5 5.2 3.4 1.810.0 5.017.0 BSC1.5-6 6.5 3.4 1.810.0 5.018.0 BSC2.5-4 4.2 3.7 2.48.07.018.0 BSC2.5-5 5.2 3.7 2.410.07.020.0 BSC2.5-6 6.5 3.7 2.410.07.020.0 BSC2.5-88.4 3.7 2.412.57.023.0BSC4-4 4.2 4.5 3.110.07.020.0BSC4-5 5.2 4.5 3.110.07.020.0BSC4-6 6.5 4.5 3.110.07.020.0BSC4-88.4 4.5 3.112.57.023.0BSC6-4 4.2 5.2 3.810.09.023.0BSC6-5 5.2 5.2 3.810.09.024.0产品规格BSC6-6 6.5 5.2 3.812.09.024.0 BSC6-88.4 5.2 3.812.59.026.0 BSC6-1010.5 5.9 4.015.09.028.0 BSC10-5 5.2 5.9 4.512.09.025.0 BSC10-6 6.5 5.9 4.512.09.025.0 BSC10-88.4 5.9 4.512.59.027.0 BSC10-1010.5 5.9 4.515.09.029.0 BSC10-1213.0 5.9 4.517.09.031.0 BSC16-5 5.2 6.8 5.412.012.030.0 BSC16-6 6.5 6.8 5.412.012.030.0 BSC16-88.4 6.8 5.412.512.030.0 BSC16-1010.5 6.8 5.416.012.033.0 BSC16-1213.0 6.8 5.417.012.035.0 BSC25-5 5.28.4 6.813.012.033.0 BSC25-6 6.58.4 6.813.012.033.0 BSC25-88.48.4 6.815.012.033.0 BSC25-1010.58.4 6.818.012.034.0 BSC25-1213.08.4 6.818.012.035.0 BSC25-1415.08.4 6.820.012.038.0 BSC35-5 5.210.28.216.014.038.0 BSC35-6 6.510.28.216.014.038.0 BSC35-88.410.28.216.014.038.0 BSC35-1010.510.28.218.014.039.0 BSC35-1213.011.98.219.014.040.5 BSC35-1415.011.98.220.014.042.0 BSC50-6 6.511.99.517.816.045.0 BSC50-88.411.99.517.816.045.0 BSC50-1010.511.99.517.816.045.0 BSC50-1213.011.99.520.016.045.0 BSC50-1415.011.99.522.016.046.0 BSC50-1617.011.99.524.016.047.0 BSC70-88.414.111.220.420.052.0 BSC70-1010.514.111.220.420.052.0 BSC70-1213.014.111.220.420.052.0 BSC70-1415.014.111.220.420.052.0 BSC70-1617.014.111.225.020.053.0 BSC95-88.417.113.524.023.058.0 BSC95-1010.516.713.524.023.058.0 BSC95-1213.016.713.524.023.058.0 BSC95-1415.016.713.524.023.058.0 BSC95-1617.016.713.524.023.058.0 BSC120-88.418.615.027.022.063.0 BSC120-1010.518.615.027.022.063.0 BSC120-1213.018.615.027.022.063.0 BSC120-1415.018.615.027.022.063.0 BSC120-1617.018.615.027.022.063.0 BSC120-2021.018.615.027.022.063.0 BSC150-88.420.416.529.526.070.0 BSC150-1010.520.416.529.526.070.0 BSC150-1213.020.416.529.526.070.0BSC150-1415.020.416.529.526.070.0 BSC150-1617.020.416.529.526.070.0 BSC150-2021.020.416.529.526.070.0 BSC185-1010.522.618.532.532.075.0 BSC185-1213.022.618.532.532.075.0 BSC185-1415.022.618.532.532.075.0 BSC185-1617.022.618.532.532.075.0 BSC185-2021.022.618.532.532.075.0 BSC240-1010.525.521.037.038.090.0 BSC240-1213.025.521.037.038.090.0 BSC240-1415.025.521.037.038.090.0 BSC240-1617.025.521.037.038.090.0 BSC240-2021.025.521.037.038.090.0 BSC300-1010.528.823.541.542.098.0 BSC300-1213.028.823.541.542.098.0 BSC300-1415.028.823.541.542.098.0 BSC300-1617.028.823.541.542.098.0 BSC300-2021.028.823.543.042.098.0 BSC400-1010.535.128.550.544.0110.0 BSC400-1213.035.128.550.544.0110.0 BSC400-1415.035.128.550.544.0110.0 BSC400-1617.035.128.550.544.0110.0 BSC400-2021.035.128.550.544.0110.0 BSC500-1010.537.430.050.548.0120.0 BSC500-1213.037.430.053.548.0120.0 BSC500-1415.037.430.053.548.0120.0 BSC500-1617.037.430.053.548.0120.0 BSC500-2021.037.430.053.548.0120.0 BSC630-1010.543.235.063.056.0140.0 BSC630-1213.043.235.063.056.0140.0 BSC630-1415.043.235.063.056.0140.0 BSC630-1617.043.235.063.056.0140.0 BSC630-2021.043.235.063.056.0140.0图片介绍规格书下载接线端子UL日成端子镀锡环保证书日成端子材料环保证书日成接线端子CE证书日成端子CE证书产品目录相关产品JY1-2连接接线端子1 JY1-2连接接线端子JWD9框式螺钉接线端子1 JWD9框式螺钉接线端子 SA…JWD1框式螺钉接线端子1 JWD1框式螺钉接线端子 UK…日成收缩中间端子 B HS日成收缩中间端子 BHS日成收缩绝缘端子 YF-HS日成收缩绝缘端子 YF-HS日成尼龙双线管形端子 EWN 日成尼龙双线管形端子 EWN 日成尼龙管形绝缘端子 ETN日成尼龙管形绝缘端子 ETN日成收缩绝缘端子 PV-HD日成收缩绝缘端子 PV-HD日成收缩绝缘端子 LVB-HD日成收缩绝缘端子 LVB-HD日成收缩绝缘端子 LVA-HD日成收缩绝缘端子 LVA-HD日成收缩绝缘端子 RF-HS 日成收缩绝缘端子 RF-HS 日成圆形尼龙绝缘端子 RFN日成圆形尼龙绝缘端子 RFN日成叉形尼龙绝缘端子 YFN日成叉形尼龙绝缘端子 YFN日成尼龙中间端子 B N日成尼龙中间端子 BN日成尼龙旗形端子 FN日成尼龙旗形端子 FNPDF PDF PDF PDF PDF更多返回铜管端子 >日成尼龙全绝缘公端子 PNB日成尼龙全绝缘公端子 PNB日成尼龙全绝缘母端子 PNA日成尼龙全绝缘母端子 PNA日成易进绝缘端子 ERF日成易进绝缘端子 ERF日成易进绝缘端子 EYF日成易进绝缘端子 EYF日成片形易进绝缘端子 ED…日成片形易进绝缘端子 EDBF日成针型易进绝缘端子 EP…日成针型易进绝缘端子 EPINF日成针型裸端子 PI N日成针型裸端子 PIN日成针型预绝缘端子 PI NF日成针型预绝缘端子 PINF日成片形裸端子 DB N日成片形裸端子 DBN日成片形绝缘尼龙端子 DB F日成片形绝缘尼龙端子 DBF日成型钩形接线端子 MF日成型钩形接线端子 MF日成母全绝缘端子 PV日成母全绝缘端子 PV日成中间裸端子 B C日成中间裸端子 BC日成全绝缘中间端子 B F日成全绝缘中间端子 BF日成子弹型母绝缘端子 FA日成子弹型母绝缘端子 FA环保线槽电缆接头金属接头尼龙扎带尼龙软管接线端子铜管端子金属软管热收缩管护线套固定座配线标志结束带尼龙铆钉尼龙螺丝接线头隔离柱夹线套工具新品&配件网站首页 / 产品目录 / 铜管端子日成铜管端子 SC日成铜管端子 SC日成铜管端子 ASC日成铜管端子 ASC日成铜管端子 B SC日成铜管端子 BSC日成窥口接线端头 CSC日成窥口接线端头 CSC日成铜管端子 HUP日成铜管端子 HUP日成铜管端子 DT日成铜管端子 DT日成铜管端子 T日成铜管端子 T日成铜管端子 TL日成铜管端子 TL日成铜管端子 AES日成铜管端子 AES日成喇叭口铜管端子 HES日成喇叭口铜管端子 HES日成加长铜管端子 HESL日成加长铜管端子 HESL日成喇叭口铜管端子 FC日成喇叭口铜管端子 FC日成铜管端子 TT日成铜管端子 TT日成窄头铜管端子 K L90日成窄头铜管端子 KL90日成窄头铜管端子 SG日成窄头铜管端子 SG日成铜管端子 LYF日成铜管端子 LYF日成加厚铜管裸端子 LYF90日成加厚铜管裸端子 LYF90日成铜管裸端子 LYF45日成铜管裸端子 LYF45日成铜管裸端子 GC90日成铜管裸端子 GC90日成铜管裸端子 GC45日成铜管裸端子 GC45日成铜管端子 DI N 日成铜管端子 DIN 日成圆形裸端子 DI N日成圆形裸端子 DIN日成铜管端子 DTS日成铜管端子 DTS日成铜管端子 C45日成铜管端子 C45日成铜管端子 TPE 日成铜管端子 TPE 日成扁形铜管端子 CP日成扁形铜管端子 CP日成铜管端子 HP日成铜管端子 HP日成喇叭口铜管端子 TU日成喇叭口铜管端子 TU日成美规铜管端子 AWG 日成美规铜管端子 AWG 日成铜管端子 CL-H日成铜管端子 CL-H日成铜管端子 CL-H2日成铜管端子 CL-H2日成铜管端子 HUP90日成铜管端子 HUP90日成双孔铜管端子 AD 日成双孔铜管端子 AD 日成高压中间祼铜端子 B L日成高压中间祼铜端子 BL日成裸端子 K S日成裸端子 KS日成加厚针形绝缘端子 K SN日成加厚针形绝缘端子 KSN共45条记录, 1/1页首页上一页1下一页末页日成OT 圆形开口接线端子日成OT 圆形开口接线端子日成铜管端子 HUPD日成铜管端子 HUPD日成铜管端子 HUPD90特点:90度端头日成铜管端子 HUPD45日成铜管端子 HUPD45日成3M 电工胶带日成3M 电工胶带日成3M 自粘橡胶防水胶带日成3M 自粘橡胶防水胶带日成高压黄腊带日成高压黄腊带日成接线端子盒套装日成接线端子盒套装日成绝缘子日成绝缘子环保线槽电缆接头金属接头尼龙扎带尼龙软管接线端子铜管端子金属软管热收缩管护线套固定座配线标志结束带尼龙铆钉尼龙螺丝接线头隔离柱夹线套工具新品&配件环保线槽电缆接头金属接头尼龙扎带尼龙软管接线端子铜管端子金属软管热收缩管护线套固定座配线标志网站首页 / 产品目录日成环保粗齿线槽 VDRF 日成环保细齿线槽 HVDRF 日成环保闭口线槽 VDRC 日成密封阻燃线槽 SDR 日成粗齿阻燃线槽 VDR 日成细齿阻燃线槽 HVDR 日成细齿阻燃线槽 HVDRT4日成细齿阻燃线槽 HVDRT 日成粗齿阻燃线槽 VDRT日成公制电缆接头 AG 日成德制电缆接头 PG 日成美制电缆接头 NPT 日成英制电缆接头 G 日成公制电缆防水接头 ST-M 日成公制电缆接头 MGA 日成德制电缆接头 PGA 日成公制电缆接头 MGB 日型电缆防水接头PGB NPT防电磁金属电缆接头日成半爪加厚金属电日成全爪加厚金属电日成耐高温金属电缆防电磁金属电缆接头防电磁金属电缆接头日成半爪金属电缆防日成耐扭金属电缆防日成双锁式金属电缆日成自锁式尼龙扎线带 G 日成超宽型尼龙扎线带 GEHD 日成抗紫外线扎带 GUV 日成耐候性超宽尼龙线带 GUV 日成耐寒型尼龙扎带 GCS 日成耐热型尼龙扎线带 GHS 日成防火级尼龙扎线带 GV0日成彩色尼龙扎线带日成标牌尼龙扎线带 MCV日成PA 尼龙波纹管日成PA 尼龙阻燃波纹管日成PA 尼龙剖开式波纹管日成PA 阻燃尼龙剖开软管日成HDPE 波纹管日成HDPEV0阻燃波纹管日成HDPE 剖开式波纹管日成HDPEV0阻燃黑色波纹管日成LDPE 波纹管日成圆形预绝缘端子日成R 型圆形裸端子日成叉形预绝缘端子日成Y 型裸端子日成欧式管形预绝缘日成双线管形预绝缘日成管形裸端子 EN日成母预绝缘端子 L日成公预绝缘端子 L日成铜管端子 SC 日成铜管端子 ASC 日成铜管端子 BSC 日成窥口接线端头 CSC 日成铜管端子 HUP 日成铜管端子 DT 日成铜管端子 T 日成铜管端子 TL 日成铜管端子 AES日成金属软管接头 NBG 日成铜制金属软管接头 TNBG 日成金属软管防水接头 NBL 日成90度金属软管接头 NBW 日成45度金属软管接头 NBN 日成内螺纹金属软管接头 NBF 日成锁紧式金属软管接头 NBE 双头固定式金属软管接头 NBK 日成外牙镀锌管接头 ELZ日成热收缩管 HST日成超薄热收缩管 H日成黄绿热收缩管2日成含胶热收缩套管日成高压母排保护套日成含胶热收缩套管日成耐老化冷缩管 E日成硅橡胶耐高温套日成硅树脂黄腊管 S日成电源线扣-新 SR 日成线扣钳 KT-1日成电源线扣 SR 日成光纤孔塞 HP 日成直角型电源线扣日成耐扭式电源线扣日成直角耐扭式电源线扣日成扣式护线套 SB 日成开口扣式护线套 OSB日成粘式扎线固定座 HC 日成锁式扎线固定座 HC 日成插鞘式扎线固定座 PHC 日成配线固定钮 UC 日成闭口连接环 CR 日成可调式配线固定座 AC 日成粘式配线固定座 JS 日成插鞘式固定座 LWC 日成可调式配线固定座 AP日成配线标志 EC日成彩色配线标志 E 日成扁型配线标志 E日成配线标志箱 EC 日成标志靶 号码带日成电缆牌 MS 日成空白胶管 OMR 电脑线号机 LM-380日成配线标志 OM结束带尼龙铆钉尼龙螺丝接线头隔离柱夹线套工具新品&配件日成卷式结束带 KS/S 日成卷式结束带 KS日成阻燃卷式结束带 KSV0/S 日成阻燃卷式结束带 KSV0日成开口式结束带 KP 日成可扩充编织网 PET 日成开口编织网 PETO 日成彩色编织网 PET-X 日成防电磁编织网带 EMC日成尼龙铆钉 SR日成公母可退式尼龙铆钉 SG 日成旋转式尼龙铆钉 SRC 日成尼龙铆钉 SRT 日成平头尼龙铆钉 SRH 日成耐高温尼龙铆钉 SRHR 日成长型捶式尼龙铆钉 SR 日成短型捶式尼龙铆钉 SRS 日成脚垫 FF日成螺丝/尼龙螺丝日成塑胶螺母 PN 日成塑胶垫片 PW日成尼龙螺丝 NCRS日成尼龙螺丝 NSPH日成尼龙螺丝 NSCS日成尼龙螺丝 NSCH日成尼龙螺丝 NSOH日成尼龙螺丝 NSCR日成闭端端子 CE 日成阻燃闭端端子 CEV0日成弹簧螺式接线头 SWB 日成翅膀螺式接线头 SWY 日成耐高温螺式接线头 SWHB 日成电线接线夹 KW 日成端子台 PA日成端子台底部垫高 PAH 日成阻燃端子台 PAV0日成六角隔离柱 HTS 日成六角内螺纹隔离柱 HTP 日成直通圆体隔离柱 LED 日成PC 板尼龙轨道 BT 日成隔离柱 CS 日成PC 板隔离柱 SP 日成隔离柱 CS 1日成平底隔离柱 RS 平底隔离柱 RLS日成PC 板夹线套 MW日成PC 板夹线套 NW日成PC 板夹线套 LW日成PC 板夹线套 SO日成PC 板夹线套 BH日成PC 板夹线套 MW日成PC 板夹线套 MW 日成PC 板隔离柱 CB日成尼龙铆钉 MP扎线枪 TG-9日成美制扎线枪 TG-1日成扎线枪TG-2日成扎线枪TG-3日成扎线枪TG-4日成扎线枪TG-5日成不锈钢带扎线枪TG-6日成不锈钢带扎线枪TG-7日成不锈钢带扎线枪TG-82.8插簧端子 DJ621-E2.8A-B 2.3插簧端子DJ621-2.3A-B 6.3插簧端DJ622-D6.3A-D 新品:各类硅胶密封产品展示3新品:各类硅胶密封产品展示2新品:各类硅胶密封产品展示1新品:线束集成产品003新品:线束集成产品002新品:线束集成产品001。
冷压端子压接说明
压线时裸端头压痕在端头管部焊接缝上,
使用时,需增加号码管,保证号码管遮住
端使端头与导线压接,另一端使绝
但不会刺穿。
绝缘和导体压接区之间的部分可以看
压接要求说明
剥线过程中不允许有中间接头、强力拉伸导线及绝缘层破
剥线长度符合要求,禁止剥线长度过长或过短,影响产品
管外部
的导线直径相吻合,禁止
限
根导标记套管内,避免带电裸露部份外露
压接过程中,注意避免压接过于靠前导致的端子压接区损避免剥线长度过短,或线缆未完全插入导体压接区,端接
压接过程中避免倒钩向内或向外的过度弯曲,从而影响端布线要求说明
,导线的余
导线应理顺平直,导线清晰分明;捆扎于内的导线不得交叉、损剪去过长的扎带并与扎带头基本平齐,扎带头方向一致,并应尽
导线的弯曲处,应在紧靠弯曲的直线段分
当一个接线柱上同时接一次线和二次线时,应将二次线放在一次。
冷压端子参数范文冷压端子,也被称为冷压接线端子或者冷压接线柱,是一种常用于电气接线和连接的端子设备。
该设备通过压迫导体,使其与后续的连接器连接,从而实现电气连接。
冷压端子一般由导体与钢包绝缘套管以及螺栓等部分组成,这些部分能够提供稳定且可靠的电气连接。
1.电流载荷能力:冷压端子的电流载荷能力是指它所能承受的最大电流。
不同型号的冷压端子具有不同的电流载荷能力,通常以安培(A)为单位进行度量。
2.电压等级:冷压端子的电压等级是指它所能承受的最大电压。
不同型号的冷压端子具有不同的电压等级,通常以伏特(V)为单位进行度量。
3. 导线截面积范围:冷压端子能够容纳的导线截面积范围是指在不影响电气连接质量的前提下,能够适应的导线截面积范围。
这个参数通常以平方毫米(mm²)为单位进行度量。
4.绝缘材料:冷压端子的绝缘材料一般由钢包绝缘套管构成,这种材料能够提供良好的电气绝缘效果,从而保证安全可靠的电气连接。
5.防护等级:冷压端子的防护等级是指它对外部环境因素的阻抗程度。
防护等级一般以IPXX的形式表示,其中XX表示数字,分别代表对固体物体的阻抗等级和对液体的阻抗等级。
6.松动度:冷压端子的松动度是指连接器的松动限度。
良好的冷压端子应该具有较低的松动度,以确保连接的稳定性和可靠性。
7.安装方式:冷压端子的安装方式包括DIN导轨安装、螺柱固定安装等,不同的安装方式适用于不同的场景和要求。
8.耐火性:冷压端子的耐火性是指它在火灾情况下能够承受的温度和时间。
一般来说,要求冷压端子具有较好的耐火性,以保证在火灾发生时能够保持电气连接的安全性。
9.绝缘电阻:冷压端子的绝缘电阻是指它对通过表面的电流的阻抗。
良好的冷压端子应该具有较高的绝缘电阻,以确保电流不会从表面泄漏。
冷压端子作为电气连接的重要设备,其参数的选择和应用非常重要,决定了电气连接的质量和可靠性。
在选择冷压端子时,需要根据工程要求、实际应用场景以及环境条件等因素综合考虑。