冲模冲裁件凸凹模尺寸计算
- 格式:ppt
- 大小:724.00 KB
- 文档页数:9
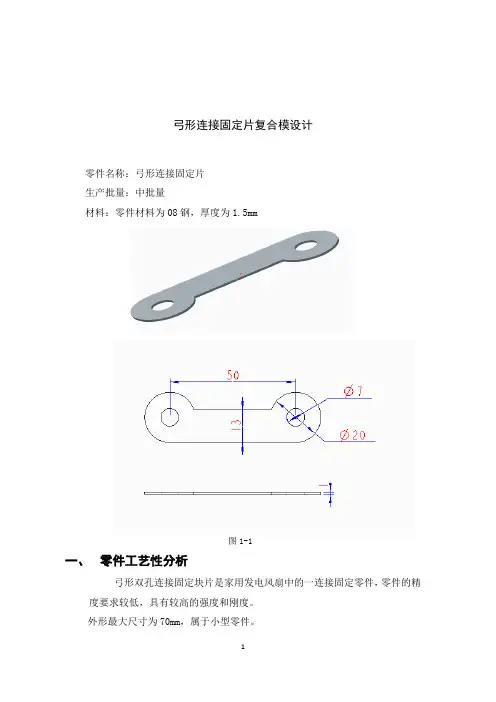
弓形连接固定片复合模设计零件名称:弓形连接固定片生产批量:中批量材料:零件材料为08钢,厚度为1.5mm图1-1一、零件工艺性分析弓形双孔连接固定块片是家用发电风扇中的一连接固定零件,零件的精度要求较低,具有较高的强度和刚度。
外形最大尺寸为70mm,属于小型零件。
该零件应中批量生产,外精度不高,只需平整,外轮廓是该零件需要保证的重点。
该零件用到的冲压工序有冲孔、落料,因此可设计冲孔落料复合模生产此零件。
二、工序设计及工艺计算1、排样毛坯最大尺寸70mm,不算太小,为保证冲裁件的质量,模具寿命和操作方便,采用有搭边,单排排样,如下图2-1所示,冲裁件之间的搭边值a=1.5mm,冲裁件与条料件侧边之间的搭边值a=2.3mm。
1图2-1-1计算条料的宽度:B=70+2×2.3+c=74.7(mm)其中c为调料可能的摆动量,c=0.1mm计算条料的步距:A=20+1.5=21.5(mm)图2-1-2一个步距内材料的材料利用率:η=985.182/(74.7*21.5)×100%= 61.34%2、压力中心确定和压力机的选择(1)、冲裁力的计算冲裁力 F p=Lt σb Kp (2-2-1) 其中:由图2-2知,周长L=213.057mm;=900Mpa, 此时,Kp=1,则:材料:08F钢板,查表,σbFp=213.057X1X900X1=191.75(kN) (2-2-2) 根据以上模具结构类型,采用弹性卸料和漏料出件,卸料力F q=KF,取K=0.05,则:F q =0.05×191.75=9.59(kN) (2-2-3)推料力Fq1=nK1Fp,去凹模刃壁垂直部分高度h=5mm,t=1mm,n=5/1=5;取K1=0.06,则:F q1=5X0.06X191.75=57.53(kN) (2-2-4)顶件力Fq2=K2Fp,K2=0.06,则:Fq2=0.06X191.75=11.51 (kN) (2-2-5) 本套模具用到的由压力机提供的有冲裁力和推料力,因此:总冲压力F=FP+ F q1总=191.75+57.53=249.28(kN) (2-2-6) (2)、压力中心的确定压力中心在两小圆垂直中心线上(3)、压力机的选择,取系数为1.3,则选用的压力机公称压力P≥(1.1~1.3) F总=1.3×249.28=324(kN)P≥1.3F总初选压力机公称吨位为400kN,型号为J23-40,其主要工艺参数如下:公称压力:400KN;滑块行程:100mm;行程次数:80次∕分;最大闭合高度:300mm;最大装模高度:220mm;闭合高度调节量:80mm;工作台尺寸(前后×左右):150mm×300mm;模柄孔尺寸:直径50mm,深度70mm;工作垫板:厚度80mm,孔径200mm;电动机功率:1.5kW。
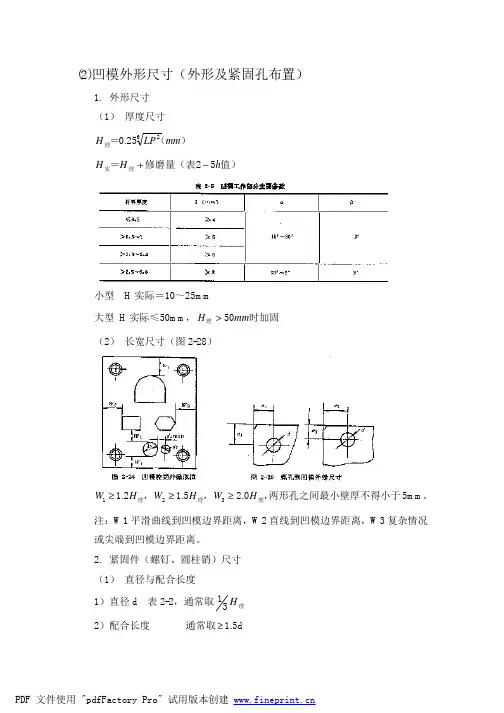
(2)凹模外形尺寸(外形及紧固孔布置)1. 外形尺寸(1) 厚度尺寸)(=理mm LP H 6225.0值)修磨量(表=理实h H H 52−+小型 H 实际=10~25mm大型 H 实际≤50mm ,时加固理mm H 50>(2) 长宽尺寸(图2-28),,,理理理H W H W H W 0.25.12.1321≥≥≥两形孔之间最小壁厚不得小于5mm 。
注:W1平滑曲线到凹模边界距离,W2直线到凹模边界距离,W3复杂情况或尖端到凹模边界距离。
2. 紧固件(螺钉、圆柱销)尺寸(1) 直径与配合长度1)直径d 表2-2,通常取理H 31 2)配合长度 通常取d 5.1≥(2) 位置尺寸1)孔心-外部边距离,一般可取1.5d2)孔心-(光滑)孔边距离,一般可取1.5d 。
3)螺孔间距 一般约等于10d例题一已知某冲件如图,求凹模结构尺寸解:求外廓尺寸1. 冲裁周长L =20+20+20+10π=91.4162. 冲裁力P =1.3×91.416×1×200=23768.160(P =1.3lt τ)3. 厚度H(取整数进一位)===理1626.1525.062LP H 考虑刃磨量,据表2-5,刃口厚度h =5,21516==实+H4. 长宽尺寸(1) 边宽 W 1=1.2×16=19.2,W 2=1.5×16=24(2) 压力中心 X 0=0,Y 0=-6.6(压力中心6.656.6432144332211−≈−=++++++=l l l l y l y l y l y l y c ) (3) 长度尺寸20-6.6+W 2=37.4,10+6.6+W 1=35.8压力中心定为凹模几何中心,则凹模长度为2×37.4=74.8=75(进一位取整数)(4) 宽度尺寸20+2W 2 =68∴凹模外形尺寸为75×68×21注:通常凹模板外廓尺寸应按标准选取,可加大取为:80×80×22求紧固孔尺寸 料厚=1抗剪强度20016=5.3进一位取61. 紧固件直径:由d≈H理/3=3如内六角螺钉GB70-85 M6×L圆柱销GB119-86 A6×L A表示过度配合B表示间隙2. 紧固件长度L 紧固件配合长度L’应大于1.5d3. 紧固件位置及数量(1)距边尺寸,取1.5d=9(2)螺孔间距75-2×9=5768-2×9=50(3)销孔位置:销孔边距螺孔中心≥1.5d=9销孔中心距螺孔中心≥2d=12销孔中心距57-2×12=33。
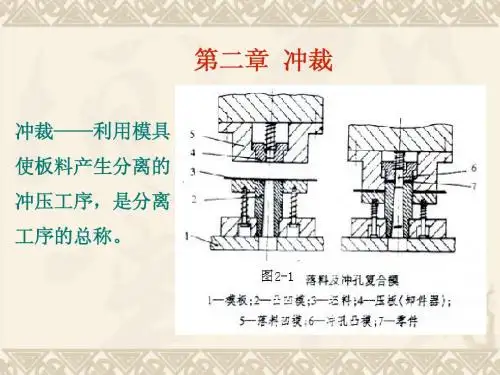

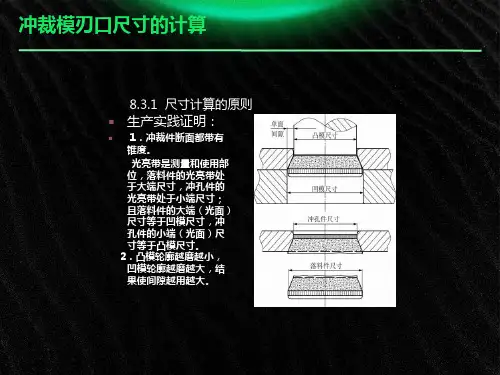
冲压工艺与模具设计冲裁模凸模与凹模刃口尺寸的计算落料件大端尺寸冲孔件小端尺寸1、 基准件的确定 落料件尺寸由凹模尺寸决定,以凹模为基准,间隙取在凸模上; 冲孔件尺寸由凸模尺寸决定;以凸模为基准, 间隙取在凹模上。
2.3.1 凸模、凹模刃口尺寸计算的依据和原则2、考虑冲模的磨损规律 落料模:凹模基本尺寸应取落料件公差范围的较小尺寸; 冲孔模:凸模基本尺寸应取冲孔件公差范围的较大尺寸。
冲裁间隙采用最小合理间隙值3、制件和冲模刃口尺寸偏差应按“入体”原则标注“入体”原则:向材料实体方向单向标注落料件和凸模上偏差为零,下偏差为负;冲孔件和凹模上偏差为正,下偏差为零。
2.3.2 凸、凹模刃口尺寸的计算方法图 2.3.1冲模的制造公差与冲裁间隙之间关系图 a)落料;b)冲孔 1、凸模与凹模分别加工计算模具刃口尺寸分开加工:是指凸模和凹模分别按图纸标注的尺寸和公差进行加工特点:制造周期短,互换性好,但是间隙受模具制造影响,适合于简单形状的冲压件。
冲模的制造公差与冲裁间隙之间应满足:∣δp∣+ ∣δd∣≤2c max-2c minδp ——凸模下偏差;δd——凹模上偏差。
若:∣δp∣+ ∣δd∣>2c max-2c min取δp = 0.4(2c max-2c min) ;δd = 0.6(2c max-2c min)(1)落料(以凹模为基准,先确定凹模尺寸)落料凹模的尺寸:D d=(D max-xΔ)0+ δd落料凸模的尺寸:D p=(D d- 2c min)0-δp(2)冲孔(以凸模为基准,先确定凸模尺寸)冲孔凸模的尺寸:d p=(d min+ xΔ)0-δp冲孔凹模的尺寸:d d=(d p+2c min)0+ δd(3)凹模型孔中心距:L d=(L min+0.5Δ)±0.125Δ2、凸模和凹模配制加工计算刃口尺寸按尺寸和公差制造出凹模或凸模其中一个(基准件),然后依此为基准再按最小合理间隙配作另一件。
选用冲裁间隙的依据和原则
遇到下列情况应加大间隙值
1、厚料冲小孔,即冲孔直径小于料厚
2、同样条件下,冲孔间隙比落料可大些
3、硬质合金冲模需加大30%
4、凹模壁或复合模的凸、凹模壁较薄时
5、硅钢片料中含硅量大
6、高速冲压时,如冲程次数超过200次/min时,模具易发热,需增大10%左右
遇到下列情况应减小间隙值
1、凹模为斜刃口
2、采用电火花穿孔加工凹模型孔的,间隙值应比磨削加工取小(0.2%-0.3%)t
3、加热冲裁
4、冲孔后需攻螺纹的制件
间隙方向的确定原则
1、落料时,因制件尺寸随凹模尺寸而定,故间隙应在减小凸模尺寸方向取得
2、冲孔时,因孔尺寸随凸模尺寸而定,故间隙应在增大凹模尺寸方向取得
考虑到凸、凹模的磨损,尺寸将有变化,在制造新模具时,应采用最小合理间隙。
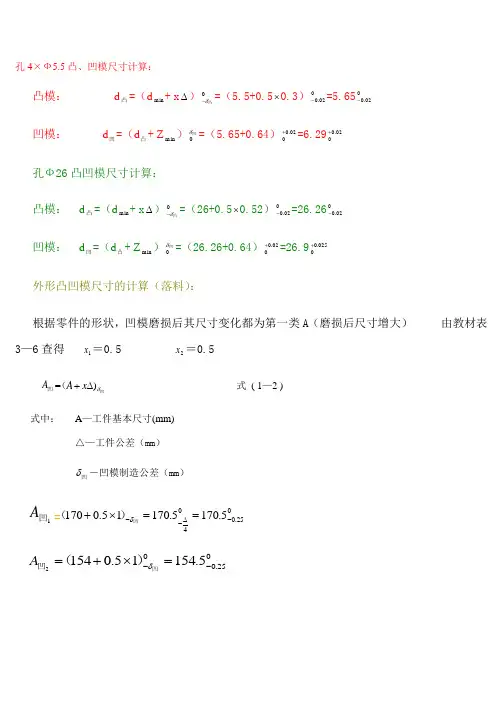
孔4×Ф5.5凸、凹模尺寸计算:凸模: d 凸=(d min + x ∆)0凸δ-=(5.5+0.5⨯0.3)002.0-=5.65002.0- 凹模: d 凹=(d 凸+ Z min )凹δ0=(5.65+0.64)02.00+=6.2902.00+ 孔Ф26凸凹模尺寸计算:凸模: d 凸=(d min + x ∆)0凸δ-=(26+0.5⨯0.52)002.0-=26.26002.0- 凹模: d 凹=(d 凸+ Z min )凹δ0=(26.26+0.64)02.00+=26.9025.00+ 外形凸凹模尺寸的计算(落料):根据零件的形状,凹模磨损后其尺寸变化都为第一类A (磨损后尺寸增大) 由教材表3—6查得 1x =0.5 2x =0.5凹A =凹(δ)∆+x A 式 ( 1—2 ) 式中: A —工件基本尺寸(mm) △—工件公差(mm ) 凹δ-凹模制造公差(mm )1凹A =025.0045.1705.17015.0170-∆--==⨯+凹)(δ025.005.15415.01542--=⨯+=凹)(凹δA凹模的外形一般有矩形与原形两种。
凹模的外形尺寸应保证凹模有足够的强度与刚度。
凹模的厚度还应包括使用期内的修磨量。
凹模的外形尺寸一般是根据材料的厚度和冲裁件的最大外形尺寸来确定的。
查《冲压工艺及模具设计》万战胜主编中国铁道出版社表2—22 凹模外形尺寸得凹模最小壁厚C=52mm 凹模厚度H=36mm故凹模板的外形尺寸:长 L=L1+2C=170+52×2=274mm宽 B=L2+2C=154+52×2=258mm故L×B×H=274×258×36 mm又查《模具手册之四—冲模设计手册》编写组编著机械工业出版社表14-6 矩形和圆形凹模外行尺寸(GB2858-81)将上述尺寸改为315×250×40mm。
一.冲裁间隙分类见表4-1表4-1 冲裁间隙分类(JB/Z 271-86)二.冲裁间隙选取(仅供参考) 见表4-2(见下页)表4-2 冲裁间隙比值(单边间隙) (单位:%t)(注: 1. 本表适用于厚度为10mm以下的金属材料, 厚料间隙比值应取大些;2. 凸,凹模的制造偏差和磨损均使间隙变大, 故新模具应取最小间隙;3. 硬质合金冲模间隙比钢模大20% 左右.)注: 冲裁间隙选取应综合考虑下列因素:1.冲床﹑模具的精度及刚性.2.产品的断面质量﹑尺寸精度及平整度.3.模具寿命.4.跳屑.5.被加工材料的材质﹑硬度﹑供应状态及厚度.6.废料形状.7.冲子﹑模仁材质﹑硬度及表面加工质量.三.冲裁力﹑卸(剥)料力﹑推件力﹑顶件力F冲= 1.3 * L * t *τ(N) (公式4-1)F卸= K卸* F冲(N) (公式4-2)F推= N * K推* K冲(N) (公式4-3)F顶= K顶* F冲(N) (公式4-4)其中:L ――冲切线长度(mm)t ――材料厚度(mm)τ――材料抗剪强度(N/mm2 )1.3 ――安全系数K卸――卸(剥)料力系数K推――推料力系数K顶――顶料力系数K卸K推K顶数值见表4-3表4-3 卸料力﹑推件力和顶件力系数注:卸料力系数K卸在冲多孔﹑大搭边和轮廓复杂时取上限值.四.中性层弯曲半径R = r + x * t (mm) (公式4-5) 其中:R――中性层弯曲半径(mm)r ――零件内侧半径(mm)x ――中性层系数中性层系数见表4-4(仅供参考)表4-4 中性层系数x值注: 弯曲件展开尺寸与下列因素有关:1.弯曲成形方式.2.弯曲间隙.3.有无压料.4.材料硬度﹑延伸率﹑厚度.5.根据实际状况精确修正.五.材料最小弯曲半径,见表4-5表4-5 最小弯曲半径注:表列数据用于弯曲中心角≧90∘﹑断面质量良好的情况. 六﹑弯曲回弹半径及回弹角r 凸 = r 0 / ( 1 + K r 0 / t ) (公式4-6)回弹角的数值为Δα = (180°-α0 )( r 0 / r 凸 - 1) (公式4-7)式中 r 凸 ―― 凸模的圆角半径, [r 凸 ]为mm; r 0 ―― 工件的圆角半径, [r 0 ]为mm; α0 ――工件的弯曲角度, [α0]为(°); t ―― 工件材料厚度, [t]为mm; K ―― 简化系数, 见表4-6表4-6 简化系数k 值七﹑ 弯曲力计算针对“v ”型弯曲:F 弯 = 0.6kbt σb / (R + t ) (N) (公式4-8)其中:b ――― 弯曲线长度 (mm) t ――― 材料厚度 (mm) r ――― 内侧半径 (mm) σb ―― 材料极限强度 (N/mm 2)k―――安全糸数,一般k=1.3八﹑拉深(抽引)系数m = d/D (公式4-9)其中:d ――拉深(抽引)后工件直径(mm)D――毛坯直径(mm)1. 无凸缘或有凸缘筒形件用压边圈拉深系数见表4-7表4-7 无凸缘或有凸缘筒形件用压边圈拉深的拉深系数(适用08,10号钢)注: 1) 随材料塑性高低,表中数值应酌情增减.2) ――在线方为直筒件(d凸=d1 ).3) 随d凸/D 数值增大, r/t 值可相应减小, 满足2r1≦h1, 保証筒部有直壁.4) 查用时, 可用插入法, 也可用偏大值.5)多次拉深首次形成凸缘时,为考虑多拉入材料,m1增大0.02.2. 带凸缘筒形件第一次拉深系见表4-8表4-8 带凸缘筒形件第一次拉深时的拉深系数m 1注:适用于08﹑10号钢 3.无凸缘筒形件用压边圈拉深系数见表4-9表4-9 无凸缘筒形件用压边圈时的拉深系数注: 1. 凹模圆角半径大时 (r 凹 = 8 ~ 15t ), 拉深系数取小值, 凹模圆角半径小时 (r 凹 = 4 ~ 8t ),拉深系数取大值.2. 表中拉深系数适用于08﹑10S ﹑15S 钢与软黄铜H62 ﹑ H68. 当拉深塑性更大的金属时(05﹑08Z 及10Z 钢﹑铝等), 应比表中数值减小1.5-2%. 而当拉深塑性较小的金属时(20﹑25﹑A2﹑A3﹑酸洗钢﹑硬铝﹑硬黄铜等), 应比表中数值增大1.5-2%(符号S 为深拉深钢, Z 为最深拉深钢).4. 无凸缘筒形件不用压边圈拉深系数见表4-10表4-10 无凸缘筒形件不用压边圈时的拉深系数注:适用于08﹑10以及15Mn等材料5. 有工艺切口的第一次拉深系数见表4-11表4-11有工艺切口的第一次拉深系数m1 (材料:08﹑10)6. 有工艺切口的以后各次拉深系数见表4-12表4-12有工艺切口的以后各次拉深系数m n(材料:08﹑10))7. 有工艺切口的各次拉深系数见表4-13表4-13有工艺切口的各次拉深系数九﹑拉深(抽引)力F抽=3(σb + σs )( D – d - r凹)t (N) (公式4-10)其中:σb――材料极限强度(N/mm2)σs――材料屈服强度(N/mm2)D―――毛坯直径(mm)d―――拉深凹模直径(mm)r凹――拉深凹模圆角(mm)t―――材料厚度(mm)十﹑孔的翻边1. 翻边系数K = d/D (公式4-11)d ――预冲孔直径(mm)D ――翻边后平均直径(mm)各种材料极限翻边系数见表4-14,表4-15表4-14 低碳钢的极限翻边系数K表4-15 其它一些材料的翻边系数2. 预冲孔直径d = D-2( h - 0.43r - 0.72t ) (公式4-12)h ――翻边高度(mm)r ――翻边圆角(mm)t ――材料厚度(mm)3. 翻边高度h = D/[( 1-k )/2] + 0.4r + 0.72t (公式4-13)4. 翻边口部材料厚度t1 = t√k (mm) (公式4-14)5.翻边力F = 1.1tπtσs( D-d )σs ――材料屈服强度(Mpa)十一设计连接器五金零件应注意的要点1.尺寸标注:1)尺寸标注在最显要位置,直观,不封闭;2)重要﹑关键尺寸直接标注,不能有累积公差;3)尺寸公差大小应综合考虑功能及制造成本,并非越小越好,体现“该精就精,该粗就粗”一般经济公差为:下料±0.03,成形±0.05,角度±0.5°4)重要及关键尺寸应综合考虑制程稳定性、装配、使用功能并非多益善.5)设计基准,制造基准,测量基准相统一;2.形位公差:1)基准(面或线)不应有变形2)标注应清楚明确,方便量测;3)设计基准,制造基准,测量基准相统一;4)应综合考虑制程稳定性及使用要求,并非多多益善,精度一般可达到0.10;5)很稳定的尺寸, 如下料尺寸等可以不标.3.结构设计及强度要求1)材料选用满足使用要求,又方便采购的原料;2)零件外形园角,防止滚镀表面刮伤;3)零件应有足够的强度及刚性,防止在贮存,电镀、搬运过程中的变形及尺寸变异;4)特殊零件,可采用多种工序组合方式,如多轴成形加工.五金模具+治具等不同方式来完成;5)连续料带要求:A)Carrier应有足够的强度及刚性B)尽量采用双侧CarrierC)注意包装时Carrier及零件是否变形D)连续电镀的孔径、孔距特殊要求4.五金零件加工工艺:1)冲裁A)断面质量、光亮面比例大小B)毛刺大小(一般不超过0.05)及方向,对外观、功能的影响C)倒刺结构,不允许有园角D)尽量避免长悬臂或长槽E)零件平整度要求,一般为0.102) 弯曲A)最小弯曲半径B)外侧龟裂的影响C)弯起高度应大于2t,如图4-4D)孔边距离应大于t,如图4-5,也可采用如图4-6所示工艺 F)材料方向性对使用性能的影响 3) 抽引A) 形状尽量简单对称B) R 角不应太小,一般可达R0.30, 如图4-7 C) 内外尺寸不可同时标注 D) 表面模痕不应有苛刻要求E) 平面度一般可达0.10第八章工程图面作业标准第二节五金模具一.五金模具开发流程,见表8-1二.五金模具装配图(图8-1)三.模具图面常见符号含义M,MC ――铣SP ――――基准点H ―――热处理TYP ――――典型尺寸ELE ――镀铬RP ――――圆弧点DYE ――染黑CEN,CL ――中心线G ―――磨TAN ――――切点PG ―――光学曲线磨THR ――――穿孔JG ―――坐标磨BOTT ―――底面W/C,W ――线割TOP ――――顶面E,EDM――放电SYM ――――对称L ――――车T ―――――厚度INT ―――交点CB ――――沉孔C ――――倒角CLEAR ―――间隙四.典型零件排样1.HOOK类,见图8-22.抽引类,见图8-33.外壳类,见图8-4。