L形弯曲件设计说明书
- 格式:docx
- 大小:304.15 KB
- 文档页数:17
目录一、设计任务书1.设计目的2.设计内容二、传动装置的总体设计及初步计算1.球磨机的基本参数2.总体方案确定3.选择电动机4.确定传动装置总传动比,分配各级传动比5.传动装置的运动和动力参数三、传动件的设计计算及修改传动装置的运动和动力参数1.带传动的设计计算2.第一次修改各轴的运动和动力参数3.开式齿轮传动的设计计算4.验算工作转速5.第二次修订各轴的运动和动力参数四、球磨机罐体及轴系设计1.罐体结构设计2.小齿轮轴系的设计计算3.支撑辊及其轴系的设计计算五、设计联接螺栓六、设计开启门七、设计总结八、参考资料一、设计任务书1.设计目的1)总结和综合运用已经学过的有关知识,分析和解决工程实际问题。
2)学习机械设计的一般方法,了解和掌握常用机械零件、机械传动装置和简单机械的设计过程。
3)进行基本技能的训练,例如计算、绘制方案草图、运用设计资料、查阅机械设计手册、标准、规范以及运用经验数据进行经验估算等。
2.设计内容1)设计题目:设计供实验室使用的球磨机(如图1所示)。
1.电机2.带传动3.齿轮传动4.滚轮5.球磨机筒体6.轴承电机、小带轮轴 I轴:大带轮轴 II轴:大齿轮、筒体轴心2)使用要求:球磨机研磨物料80kg;每天工作8小时;要求工作平稳(允许有轻微冲击)。
3)已知条件:周边及粉碎效率90%;制造方式:单件生产。
4)应完成的设计工作:a.球磨机总体方案设计b.传动件的设计及计算c.球磨罐体设计及轴系设计d.设计联接螺栓。
e.计算机或手工绘制工作图:球磨机总体图小齿轮轴系部件草图f.编写设计说明书二、传动方案的总体设计及初步计算1.球磨机的基本参数2.总体方案确定从球磨机的基本参数计算可知,球磨机转速为42.95r/min,电动机的转速一般有1500r/min、1000r/min、750r/min三种,由此可算出本设计的传动比i=23.28,在15到30的范围之内,初步拟订以下四种方案进行选择(都是2级传动):表1 各种传动方案论证简图优、缺点简图优、缺点电动机通过蜗轮蜗杆传动带动开式齿轮。
机械设计课程设计说明书 机械设计课程设计说明书题号:43一、 传动方案-—V 带传动原始题目:课程设计题目五:带式运输机传动装置工作条件:连续单向运转,载荷平稳,空载起动,使用期限10年,小批量生产,两班制工作,运输带速度允许误差为±5%。
滚筒效率:ηj =0。
96(包括滚筒与轴承的效率损失)。
1-电动机 2-带传动 3-减速器 4-联轴器 5-滚筒 6-传送带原始数据题 号 41 42 4344 45 46 47 4849 50运输带工作拉力(N)1100 1150 1200 1250 1300 1350 1450 1500 1500 1600 运输带工作速度(m ·s -1) 1.50 1。
60 1。
70 1。
50 1.55 1.60 1.55 1。
65 1。
70 1.80 卷筒直径(mm) 250 260 270 240 250 260 250 260 280 300已知条件: 1.工作参数运输带工作拉力F = 1200N 。
运输带工作速度V =1。
70 m/s(允许带速误差±5%)。
滚筒直径D = 270 mm. 滚筒效率0。
96(包括滚筒与轴承的效率损失). 2.使用工况两班制工作,连续单向运转,载荷平稳,空载起动。
3.工作环境室内,灰尘较大,环境最高温度35℃。
4.动力来源三相交流电,电压380/220V. 5.寿命要求使用期限10年,其工作期限(使用折旧期)为10年,大修期4年,中修期2年,小修Fν期半年。
6.制造条件一般机械厂制造,小批量生产.二、选择电动机(1)确定电动机额定功率、工作功率(输出功率)动力来源:三相交流电,电压380/220V电动机是标准件,根据要求两班制,灰尘较大,最高温度35度,三相交流电,笼型异步,封闭式结构,电压380v,Y型根据,可得电动机额定功率因为总效率——为闭式齿轮传动效率(0.97);——带传动效率(0.96)--为滚动轴承效率(0。
机械设计课程设计-轴系部件设计说明书H a r b i n I n s t i t u t e o f T e c h n o l o g y机械设计大作业课程名称:机械设计设计题目:轴系部件设计院系:能源学院班级:0802105设计者:就是不告诉你学号:10802105XX指导教师:曲建俊设计时间:2010/11/21哈尔滨工业大学机械设计大作业轴系部件设计说明书题目:行车驱动装置的传动方案如下图所示。
室内工作、工作平稳、机器成批生产,其他数据见下表。
方案电动机工作功率Pd/kW电动机满载转速nm/(r/min)工作机得转速n w/(r/min)第一级传动比i1轴承座中心高H/mm最短工作年限5.4. 1 2.2 940 60 3.2 20010年1班一选择轴的材料因为传递功率不大,轴所承受的扭矩不大,故选择45号钢,调质处理。
二初算轴径d min对于转轴,按扭转强度初算直径d min≥C√P n m3式中 P——轴传递的功率;C——由许用扭转剪应力确定的系数;n——轴的转速,r/min。
由参考文献[1] 表10.2查得C=106~118,考虑轴端弯矩比转矩小,故取C=106。
输出轴所传递的功率:P3=P d·ηV带·η轴承·η齿轮=2.2×0.96×0.99×0.96=2.00724 kW输出轴的转速:nm=n wi1·i2=940355 112×9920=59.912 r/min代入数据,得d≥C√Pn m3=106√2.0072459.9123=34.172 mm考虑键的影响,将轴径扩大5%, d min≥34.172×(1+ 5%)=35.88 mm。
三结构设计1.轴承部件机体结构形式及主要尺寸为了方便轴承部件的装拆,减速器的机体采用剖分式结构。
取机体的铸造壁厚δ=8mm,机体上的轴承旁连接螺栓直径d2=12 mm,C1=18 mm,C2=16 mm,为保证装拆螺栓所需要的扳手空间,轴承座内壁至坐孔外端面距离L=δ+C1+C2+(5~8)mm=47~50 mm取L=48 mm。
目录一、设计任务书二、电动机的选择三、传动装置的运动和动力参数计算四、传动件设计与计算五、高速轴的设计与计算六、中间轴的设计与计算七、低速轴的设计与计算八、键的选择以及校核九、轴承的校核十、润滑方式及密封方式的选择十一、设计总结十二、参考资料一、设计任务书设计带式运输机传动装置(简图如下)1——电动机2——联轴器3——二级圆柱齿轮减速器4——联轴器原始数据:数据编号 4钢绳拉力F/kN 15钢绳速度v/(m/min) 10卷筒直径D/mm 3801.工作条件:间歇工作,每班工作不超过15%,每次工作不超过10min,满载启动,工作中有中等震动,两班制工作,钢绳速度允许误差±5,设计寿命10年。
2.加工条件:生产20台,中等规模机械厂,可加工7-8级齿轮。
3.设计工作量:(1)减速器的装配图A0一张(2)零件图A4二张。
(3)设计说明书1份(打印)。
1510/min380NF KN v mD mm===为减速器的传动比,i为高速级传动比,六、中间轴的设计与计算1.已知条件:中间轴传递的功率22.73p kw = 转速3211.94/min n r = 齿轮分度圆直径2346.4d mm = 368d mm = 齿宽252b mm = 374b mm =2.选择轴的材料因传递的功率不打,并对重量及结构尺寸无特殊要求,故由表7-4选用的材料45钢调质处理 硬度220HBS, 查表得650b Mpa σ= 再查表13-2得 许用弯曲应力[]60b Mpa σ-= 3. 初算轴径查表13-1得107~118c 值在范围内 则()333min 3 2.73107~11824.61~27.14211.94p d c mm n ≥=⨯= 4.结构设计(1)轴的结构构想图。
1(2)设计轴的各段轴径与确定轴承该段轴上安装轴承,其审计应与轴承的选择同步,考虑齿轮有轴向力存在,选用角七、低速轴的设计与计算1.材料的选择 选用45钢正火处理 600b Mpa σ= 硬度210HBS 55b Mpa σ-=2.按扭转强度估算轴径根据表13-1查得107~118c =又由表12-2查得33 2.52(107~118)(42.8~47.2)41.48P d c mm n ≥== 考虑到轴的最小直径处要安装联轴器会有键槽存在,故将估算直径加大3%-5%则取(45~50)mm ,取50d mm =,选用的联轴器为HL4 3.设计轴的结构并绘制草图八、键的选择及校核1.高速轴键的选取与校核轴与联轴器的连接,选用一个普通平键,根据轴上的尺寸查资料[1]表10-1初选定为b h⨯87⨯50L=mm键、轴、轮毂的材料都是45钢由资料[3]表6-2查得许用挤压应力100120 p MPaσ⎡⎤=⎣⎦,取平均值110p MPaσ⎡⎤=⎣⎦,轴上用于连接联轴器的键的工作长度为8504622bl L mm=-=-=键与轮毂键槽的接触高度0.50.57 3.5k h mm==⨯=,130d mm =由公式3112219.31083.54630p p TMPakldσσ⨯⨯⎡⎤===<⎣⎦⨯⨯故此键满足工作要求键槽的接键与轮毂键槽的接触高度键与轮毂键槽的接触高度1410093-=2。
机械设计基础课程设计计算说明书第一部分设计任务书机械设计课程设计任务书设计题目:输送传动装置的设计传动简图:原始数据:参数输出轴功率P/kW 输出轴转速n (r/min)数据 5.5 70工作条件:轻微振动载荷;单向传动;室内工作。
使用期限:长期使用。
生产批量:成批。
工作机速度(或转速)允许误差:±5%。
设计工作量:1.减速器装配图1张(A0或A1);2.零件工作图:低速轴、大齿轮,共2张。
η2=0.98 η3=0.98 η4=0.95 ηv=0.96 ηa=0.849第二部分选择电动机2.1电动机类型的选择按照工作要求和工况条件,选用三相笼型异步电动机,电压为380V,Y型。
2.2确定传动装置的效率查表得:滚动轴承的效率:η2=0.98闭式圆柱齿轮的效率:η3=0.98开式圆柱齿轮的效率:η4=0.95V带的效率:ηv=0.96总效率ηa=ηv·η23·η3·η4=0.8492.3选择电动机容量工作机所需功率为电动机所需额定功率:输出轴转速:查课程设计手册表选取推荐的合理传动比范围,V带传动比范围为:2~4,一级圆柱齿轮传动比范围为:3~6,开式圆柱齿轮传动比范围为:4~6,因此合理的总传动比范围为:24~144。
电动机转速的可以选择的范围为n d=i a×n w=(24~144)×70=1680~10080r/min。
综合考虑电动机和传动装置的尺寸、价格、重量、和减速器、开式齿轮传动传动比等因素,选定电机型号为:Y132S2-2的三相异步电动机,额定功率P en =7.5kW ,满载转速为n m =2915r/min ,同步转速为n t =3000r/min 。
方案电机型号额定功率(kW)同步转速(r/min) 满载转速(r/min) 1 YE3-Y160L-8 7.5 750 720 2 Y160M-6 7.5 1000 970 3 Y132M-4 7.5 1500 1440 4Y132S2-27.530002900图3-1电机尺寸2.4确定传动装置的总传动比和分配传动比中心高外形尺寸 地脚安装尺寸地脚螺栓孔直径 轴伸尺寸 键部位尺寸 H L ×HDA ×BK D ×E F ×G 132475×315 216×1401238×8010×33i a =41.643 i v =3 i c =4i 1=3.47(1)总传动比的计算由选定的电动机满载转速n m和工作机主动轴转速n w,可以计算出传动装置总传动比为:(2)分配传动装置传动比取普通V带的传动比:i v=3取开式圆柱齿轮传动比:i c=4减速器传动比为2.5动力学参数计算1.电机轴的参数2.高速轴的参数3.低速轴的参数4.工作机轴的参数各轴转速、功率和转矩列于下表轴名称转速n/(r/min)功率P/kW转矩T/(N•m)电机轴2915 6.6821.88高速轴971.67 6.3562.41低速轴280.02 6.1208.04工作机轴70.01 5.74782.99第三部分V带传动的设计1.求计算功率P c由表9-7,查得工作情况系数KA=1.1可得2.选择带型根据P ca=7.35kW,和小带轮转速n1=2915,由图9-8,选用A型。
远跃制药机械股份SHANGHAI UNIWIN PHARMACEUTICALMACHINERY CO.,LTD3000L配液罐使用说明书地址:市青浦区练塘工业园区蒸夏路328号TEL:1 FAX:0 邮编:201716网址:.chnyd.:目录一、产品概述 (2)二、安全注意事项 (2)三、结构概述 (4)二、规格及技术参数 (7)五、产品性能 (7)六、控制系统 (8)七、安装及调试 (9)八、设备操作 (11)九、设备清洁 (13)十、设备维护保养 (14)十一运输及贮存 (15)十二售后服务 (15)一、产品概述我公司生产的卫生级配液罐严格按照GB150-2011《压力容器》、NB/T 47015-2011《压力容器焊接规程》、NB/T47003.1-2009《钢制焊接常压容器》及卫生部《药品生产质量管理规》精细制作。
产品具有设计合理、工艺先进、质量优、生产效率高、使用成本低、外观精美等特点。
配液罐主要用于制药、食品、化工、生物制品等行业液体物料的混合、暂存、配制。
本设备凡与药液接触的部分均采用304或316L不锈钢制造,具有无毒、无脱落、良好的耐腐蚀性等特点,不仅能使药品、食品质量得到保证,而且设备使用寿命长。
二、安全注意事项危险——错误使用时,会引起危险发生,可能导致人身死亡。
注意——错误使用时,可能会导致人身轻度伤害和设备损坏。
1、验收3、试运行4、保养维护三、结构概述配液罐主要由罐本体及附件组成。
本体主要由筒体、支腿(或支耳)、上下封头、夹套及保温层组成。
配液罐筒体圆柱形,上下封头为标准椭圆形或蝶形封头,主要材质为304或316L不锈钢。
保温材料多为聚氨酯或岩棉棉,厚度50mm~100mm。
附件主要包括卫生人孔、视镜视灯、料液进出口及其它工艺管口、CIP清洗口、搅拌系统和其它选项如:液位计、温度计、清洗球、呼吸器、称重模块、压力表、安全阀等。
配液罐根据安装方式分为:支耳式配液罐、移动式配液罐、支腿式配液罐,如图下:(1)支耳式配液罐(2)移动式配液罐(3)立式配液罐根据结构不同可分为单层配液罐、双层配液罐(带保温层或夹套)、三层配液罐(带保温和夹套)如下图:(1)双层配液罐(带夹套)(2)双层配液罐(带保温层)(3)三层配液罐(带保温和夹套)(4)单层配液罐根据搅拌形式分为侧搅拌,底部搅拌、上搅拌如下图:(1)侧搅拌(2)底部搅拌(3)上搅拌二、规格及技术参数我公司生产的PYG系类配液罐常用规格和型号参数:五、产品性能本产品性能优越,主要表现在以下几方面:1、操作性能配液罐的附件(如清洗球、进出口、人孔、呼吸口、搅拌系统等)均合理分布,无论是观察、操作均简便容易。
《零件工艺编制训练》课程设计说明书专业机械制造与自动化班级 10241学生姓名冷佰忠指导教师陈新刚2011 年 12 月 22 日目录一、设计内容 (2)二、V带传动总体设计 (2)三、各带轮的设计及结果 (4)1、结构尺寸设计 (4)2、材料的选择,结构形式设计 (4)3、3D软件设计零件 (5)四、轴的设计 (6)五、机架的设计 (6)六、零件的装配 (7)七、设计小结 (8)八、参考资料 (8)一、设计内容。
1. 已知条件:电机功率P=7.5Kw ,小带轮转速n 1=1440 r/min, 传动比i=2.5,传动比允许误差≤5%±轻度冲击;两班制。
2. 设计内容和要求。
1) V带传动的设计计算。
2) 轴径设计。
取45号刚时,按下式估算:3m in 110 1.03p d n≥⨯,并圆整;3) V带轮的结构设计。
选择带轮的材料、结构形式、计算基本结构尺寸;4) 用3D 软件设计零件及装配图,并标注主要的特征尺寸;5) 生成大带轮零件图(工程图),并标注尺寸、粗糙度等。
二、 V 带传动总体设计1. 确定计算功率ca P 。
由表8-7查得工作情况系数AK =1.2,故Pca=AK *p =14.3kw2. 选择V 带的带型。
根据caP 、n 1由图8-10选用A 型。
3. 确定带轮的基准直径dd ,并验算带速v 。
1)初选小带轮的基准直径1d d 。
由表8-6和表8-8,取小带轮的基准直径1d d =125mm 。
2)验算带速v 。
按式(8-13)验算带的速度。
9.42m/s因为5/30/m s v m s <<,故带速合适。
3)计算大带轮的基准直径.根据式(8-15a ),计算大带轮的基准直径2d d 。
d d2=i d d1=312.5mm ,由表8-8圆整d d2=315mm4. 确定V 带的中心距a 和基准长度dL 。
1) 根据式(8-20),初定中心距 a 0=500mm 。
汽车门柱连接件翻边整形模具设计摘要本说明书在所要加工零件的基础上,经过仔细的论证和计算,完成了本次毕业设计题目的相关内容。
由于此次加工零件的加工工艺复杂,所以不能用一套模具来完成零件的加工,要单独设计两套模具,一套落料冲孔模、一套翻边成型模。
由于模具尺寸较大且不对称,模具的模座和冲头等不是标准件,要另行设计。
在模具设计过程中,主要进行了上下模座的设计,上下垫板的设计,落料和冲孔部分的设计,刃口尺寸的设计及计算,翻边部分的设计及计算,冲裁力的计算,翻边力的计算,压力机的选择,相关标准件的选择,考虑加工的工艺性等。
因被加工的零件窄且长,成形、翻边时不易定位,可能使翻边高度不均匀,在模具设计完成后根据实际加工情况,重新调整板料的尺寸和外形才可以正常加工。
在模具设计过程中,运用CAD技术进行模具结构设计和零件图纸的绘制。
考虑模具整体制造难度较大且整体重量较大,整副模具将增加制造和安装的难度,经过经验及相关计算,可以使用组合分体模具完成该模具的全部制造。
关键字:模具、落料冲孔、翻边成型、标准件。
Automotive Connectors post mold design plastic flangeAbstractThis instruction booklet in must process the components in the foundation, after careful proof and computation, has completed this graduation project topic related content. Because this processing components craft is complex, so we can not use a die to complete the processing of this parts, must alone design two sets of dies, a cutting punched hole die, a upsiding down edges die. Because the mold size is big also is asymmetrical, the die base and punch is not a standard hardware, must separate design. In die design process, mainly process project on the punch set, die set, punch pad, die pad, pierce, forming , tool point design and size calculation, upsiding down edgesof the design and calculation, stamping power calculation, upsiding down edges power calculation, hydraulic machine select, Related standards of standard parts atc. Because the components processes is been narrow also is long, bending and upsiding down edges not positioning, In die design based on the actual completion of the processing, readjusts the sheet size and the contour only then may process normally. In die design process, exertion CAD structural design and layout for the parts drawings. Consider a molding tool a whole manufacturing a difficulty bigger and whole weight to compare greatly, the whole molding tool difficulty of increment manufacturing and fixing, through experience and the related calculation, can use a discrete molding tool of combination to complete all manufacturings of this mold tool.Keyword:die, punched hole, upsiding down edges, standard parts目录引言 (1)第1章设计任务书 (2)第2章确定工艺方案 (3)第3章相关计算 (4)3.1内孔翻边的工艺计算 (4)3.1.1翻边件的口部壁厚 (5)3.1.2翻边力P和翻边功A (5)3.1.3翻边间隙和凸、凹模尺寸 (5)3.2内凹外缘翻边的计算 (6)3.3翻边凹模刃部的入模量 (7)第4章初步选定压力机 (9)4.1压力机类型的选择 (9)4.2压力机规格的选择 (9)第5章模具安装 (11)第6章翻边模具主要零件的结构设计与加工工艺 (12)6.1模具材料的选用 (12)6.2模具的总体设计 (12)6.3工作零件的结构设计 (12)6.4 模架、模柄的选择 (14)6.5螺钉的选择 (14)第7章成形模具凸凹模的数控加工工艺分析 (15)7.1 产品分析 (15)7.2 成型零件结构与分析 (15)7.3 工艺分析 (15)7.3.1工艺基准选择 (16)7.3.2装夹方式的选择 (16)7.3.3加工顺序安排 (16)7.4 基于MaterCAM的数控加工工艺过程 (17)7.5 分析与小结 (17)第8章选定设备 (19)总结 (20)参考文献 (22)引言模具是用以限定生产对象的形状和尺寸的装置。
目录一、课程设计任书 (2)二、电动机的选择 (4)三、传动装置的运动和动力参数计算 (5)四、V带传动设计 (6)五、减速器齿轮设计 (8)六、轴的设计及强度校核(输入轴) (11)七、轴的设计计算(输出轴) (14)八、滚动轴承的选择及计算 (15)九、键连接的选择及校核计算 (17)十、润滑与密封 (18)十一、连轴器的选择 (18)十二、减速器附件的选择 (18)十三、参考资料 (19)十四、心得体会 (19)一课题设计任务书一、目的及要求:机械设计课题的设计主要是培养学生的机械设计的综合能力。
通过自己动手,可以体会和巩固先修课程的理论和实际知识,同时还能学习如何运用标准、规范、手册等有关国家标准及技术手册,更重要的是可以提高学生从机器功能的要求、尺寸、工艺、经济和安全等诸多方面综合考虑如何设计的能力,从而树立正确的设计思想。
课程结束每个学生必须完成:1.一张减速器装配图(用A1或A0图纸绘制);2.齿轮和轴的零件图各一张;3.设计说明书一份(约6000~8000字)。
二、设计题目:设计运送原料的带式运输机所用的圆柱齿轮减速器,具体内容是:1.设计方案论述。
2.选择电动机。
3.减速器外部传动零件设计。
4.减速器设计。
1) 设计减速器的传动零件;2) 对各轴进行结构设计,按弯扭合成强度条件验算个轴的强度;3) 按疲劳强度条件计算输出轴上轴承的强度;4) 选择各对轴承,计算输出轴上轴承的寿命;5) 选择各键,验算输出轴上键连接的强度;6) 选择各配合尺寸处的公差与配合;7) 决定润滑方式,选择润滑剂;5. 绘制减速器的装配图和部分零件工作图;6. 编写设计说明书。
三、已知条件1. 展开式一级齿轮减速器产品。
2. 动力来源:电力,三相交流,电压380/220V。
3. 输送带工作拉力F=1100N。
4. 输送带工作速度v=1.5m/s。
5. 滚筒直径D=250mm。
6. 滚筒效率η=0.96(包括轴承与滚筒的效率损失)。
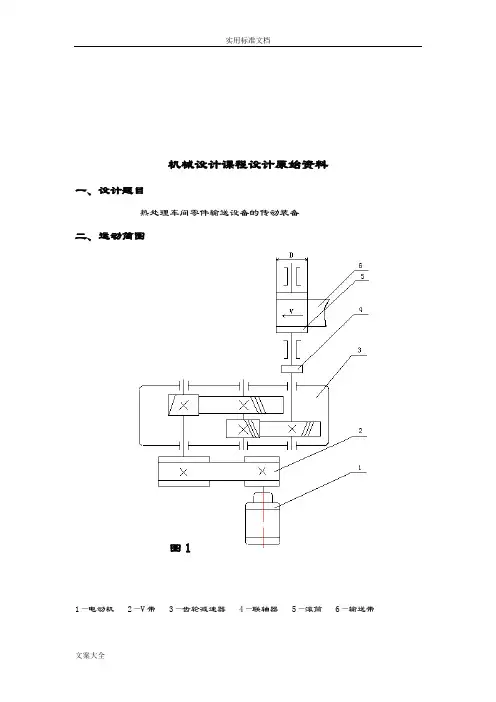
实用标准文档机械设计课程设计原始资料一、设计题目热处理车间零件输送设备的传动装备二、运动简图图11—电动机 2—V带 3—齿轮减速器 4—联轴器 5—滚筒 6—输送带三、工作条件该装置单向传送,载荷平稳,空载起动,两班制工作,使用期限5年(每年按300天计算),输送带的速度容许误差为±5%.四、原始数据滚筒直径D(mm):320运输带速度V(m/s):0.75滚筒轴转矩T(N·m):900五、设计工作量1减速器总装配图一张2齿轮、轴零件图各一张3设计说明书一份六、设计说明书内容1. 运动简图和原始数据2. 电动机选择3. 主要参数计算4. V带传动的设计计算5. 减速器斜齿圆柱齿轮传动的设计计算6. 机座结构尺寸计算7. 轴的设计计算8. 键、联轴器等的选择和校核9. 滚动轴承及密封的选择和校核10. 润滑材料及齿轮、轴承的润滑方法11. 齿轮、轴承配合的选择12. 参考文献七、设计要求1. 各设计阶段完成后,需经指导老师审阅同意后方能进行下阶段的设计;2. 在指定的教室内进行设计.一. 电动机的选择一、电动机输入功率w P60600.75244.785/min 22 3.140.32w v n r Rn π⨯⨯===⨯⨯90044.785 4.21995509550w w Tn P kw ⨯===二、电动机输出功率d P其中总效率为32320.960.990.970.990.960.833v ηηηηηη=⨯⨯⨯⨯=⨯⨯⨯⨯=带轴承齿轮联轴滚筒4.2195.0830.833wd P P kw η=== 查表可得Y132S-4符合要求,故选用它。
Y132S-4(同步转速1440min r ,4极)的相关参数 表1二. 主要参数的计算一、确定总传动比和分配各级传动比传动装置的总传动比144032.1544.785m w n i n ===总 查表可得V 带传动单级传动比常用值2~4,圆柱齿轮传动单级传动比常用值为3~5,展开式二级圆柱齿轮减速器()121.3~1.5i i ≈。
机械设计大作业计算说明书轴系设计说明书专业:班级:设计者:(部分内容有错,仅供参考)设计题目:已知数据:转速1/480/m in m n n i r == P=3.65kw T=72610.24 N ·mm轴上小齿轮: 齿数Z1=17,模数5m =,齿宽b=17mm ,分度圆直径d=85mm ,压力角 20=α 圆周力1510/2t a T F Nd ==径向力×tan 550r t F F N α== 法向力F n =F t ÷cos20=1607N 轴上大带轮:压轴力:F Q =1481.68N=1490N一、选择轴的材料因传递功率不大,且对质量及结构尺寸无特殊要求,故选用常用材料45号钢,调质处理。
二、初算轴径d min对于转轴,按扭转强度初算轴径,由机械设计教材得C=106~118,考虑轴端弯矩比转矩小,故取C=106,则d =C PN3=20.84mm考虑键槽的影响,取d min =d ×1.05=21.88mm ,取轴径为d=40mm 。
三、结构设计1.确定轴承部件机体的结构形式及主要尺寸为方便轴承部件的装拆,铸造机体采用剖分式结构,取机体的铸造壁厚δ=8mm ,机体上轴承旁连接螺栓直径d 2=12mm ,装拆螺栓所需要的扳手空间C 1=18mm ,C 2=16mm ,故轴承座内壁到座孔外壁面距离L=δ+C 1+C 2+5~8mm=47~50mm ,取L=50mm 。
2.确定轴的轴向固定方式因为一级齿轮减速器输出轴的跨距不大,且工作温度变化不大,故轴的轴向固定采用两端固定方式。
3.选择滚动轴承类型,并确定其润滑与密封方式因为没有轴向力作用,故选用深沟球支承。
因为齿轮的线速度v =πdn 60×1000=π×85×10060×1000m/s =0.45m/s ,齿轮为开式,故滚动轴承采用脂润滑。
因为该减速器采用脂润滑,密封处轴颈的线速度较低,故滚动轴承采用毡圈密封。
冲压成型技术第一章绪论1.冷冲压——利用模具和冲压设备对板料金属进行加工,以获得所需要的零件形状和尺寸;1.冷冲压工艺可分为:分离工序和成型工序两大类;2.冷冲压中的分离工序主要包括:落料、冲孔和切割等;3.冷冲压的成形工序可分为:弯曲、拉深、翻孔、翻边、账形、扩口、缩口和旋压等; 1.冷冲压工艺有哪些特点:(1)生产效率搞;2加工成本低,材料利用率搞;3产品尺寸精度稳定;4操作简单5容易实现机械化和自动化2.冷冲压技术的发展趋势:1工艺分析计算方法的现代化;2模具设计制造技术的现代化;3冷冲压生产的机械化和自动化;4建议模具、通用组合模具,数控冲压等适合小批量工件生产;5改进板料性能,提高其成形能力和使用效果;第二章冲裁1.冲裁:是利用模具使板料生产分离的冲压工序,包括落料、冲孔、剖切、修边等;2.冲孔:用冲模沿封闭轮廓曲线在工件上冲出所需形状的孔叫冲孔;冲下部分是废料;3.模具寿命:是以冲出合格制品的冲裁次数来衡量,分两次刃磨寿命与全部磨损后的总寿命;4.当冲裁间隙较大时,冲裁后因材料弹性回复,使冲孔件尺寸大于凸模尺寸5.从板料上冲下所需形状的工件或毛坯称落料;6.斜刃冲裁比平刃冲裁有冲裁力小的优点;7.冲制一工件,冲裁力为 F ,采用刚性卸料、下出件方式,则总压力为冲裁力 + 推料力; 8.板料冲裁时变形区的强压应力区是位于凸模端面靠近刃口处;9、使冲裁过程的顺利进行,将梗塞在凹模内的冲件或废料顺冲裁方向从凹模孔中推出,所需要的力称为推料力;10切边是分离工序,翻边是成形工序;11连续模中,条料送进方向的定位有多种方法,当进距较小,材料较薄;而生产效率高时,一般选用侧刃定位较合理;1冲裁主要包括:落料、冲孔、切口、剖切、修边等;2从板料冲下所需形状的零件叫落料;3在冲裁应力状态中,凹模端面处材料的应力状态为:轴向压应力、径向拉应力;4影响冲裁件质量的因素有:凸凹模间隙大小及分布的均匀性,模具刃口状态,模具结构与制造精度,材料性质等;5凸凹模间隙大小及均匀程度是影响冲件质量的主要因素;6在冲裁模中,凸模刃口磨盾时,毛刺产生在落料制件上,凹模刃口磨钝时,毛刺产生在所冲孔上;7、用斜刃口模具冲裁时,为了得到平整的零件,落料时应将凹模做成斜刃,冲孔时应将凸模做成斜刃;8、光洁冲裁包括:小间隙圆角凹模冲裁和负间隙冲裁;9、进行齿圈压板冲裁精冲应满足的条件是:1模具上有齿圈压板、顶出器或还有顶杆,以形成刃口部位的三向压应力状态;2选择合适的顶出力和齿圈压板力;3模具冲裁间隙很小,Z=0.01mm;4刃口部位必须圆角,R=~0.03mm;冲孔时,凸模带小圆角;落料时,凹模带小圆角;2. 冲裁过程中,冲压件的断面的特征区和影响的因素:1)圆角带,影响因素有:材料性质、工件轮廓形状、凸凹模间隙2)光亮带,影响因素有:材料的塑性、凸凹模间隙、模具刃口的磨损程度3)断裂带,影响因素有:材料塑性差、刃口间隙大、断裂带大3.冲裁中凸凹模间隙如何影响冲裁件的端面质量:1)凸凹模间隙合理:上下裂纹重合,冲裁件断面比较平整光滑,毛刺很少,并且冲裁力较小;2)凸凹模间隙过小:上下裂纹中间产生二次剪切,冲裁件断面垂直,毛刺较长但易去除;3)凸凹模间隙过大:材料因拉应力增加而被撕裂,冲裁件光亮带减少,塌角和撕裂带增大,毛刺大而厚;4.精冲模具结构设计要点:1.精冲成形凸凹模间隙小,冲裁力较大,对模具的刚性与精度要求较高;2.凸凹模间隙极小,为保证间隙均匀,要有精确而稳定的导向装置;应选用滚珠导向.3.严格控制凸模进入凹模的深度,以避免刃口损坏.4.要考虑模具工作部分的排气问题;5、降低冲裁力的方法有:1将材料加热红冲;只适合厚料;2在多个凸模的冲裁模中,将凸模长度作阶梯布置,其中将小凸模设计短些,将大凸模设计长些;3用斜刃口模具冲裁,冲孔时,将凸模刃口做成斜刃口,凹模刃口做成平刃口;落料时,将凹模刃口做成斜刃口,凸模刃口做成平刃口;9.凸凹模刃口尺寸的计算;有一零件,如图所示,材料为Q235A,采用落料成形,查得磨损系数为X 0=,请计算落料凹模的刃口尺寸;不考虑模具的制造公差,计算结果保留两位小数第一类尺寸:磨损后尺寸增大;①020.0100-:85.99)20.075.0100(1=⨯-=d A②020.080-:85.79)20.075.080(2=⨯-=d A③016.030-:88.29)16.075.030(3=⨯-=d A第二类尺寸:磨损后尺寸减小;④18.0050+:14.50)18.075.050(1=⨯+=d B第三类尺寸:磨损后尺寸不变;⑤12.0016+:06.16)12.050.016(1=⨯+=d C第3章 弯曲1、弯曲回弹:板料常温下的弯曲总是伴有弹性变形的,所以卸载以后,总变形部分立即恢复,引起工件回跳,回跳又称为回弹,回弹的结果表现在弯曲件曲率和角度的变化;2、应力中性层:板料弯曲时,毛坯截面上的应力,在外层的拉应力过渡到内层压应力时,发生突然变化的或应力不连续的纤维层,称为应力中性层;3.校正弯曲:板料经自由弯曲阶段后,开始与凸、凹模表面全面接触,此时,如果凸模继续下行,零件受到模具挤压继续弯曲,弯曲力急剧增大,称为校正弯曲,其目的,在于减少回弹,提高弯曲质量;4为了避免弯裂,一般弯曲线方向与材料纤维方向垂直;5、材料屈服强度小,则反映该材料弯曲时回弹小;6不对称的弯曲件,弯曲时应注意防止偏移;7.弯曲零件可以在压力机上用模具弯曲,也可用于用弯曲机进行折弯或滚弯;8.弯曲过程中的应变中性层用弯曲件毛坯长度计算,应力中性层用以计算弯曲应力和应力分析;9.板料弯曲时,以中性层为界,外层纤维受拉使厚度减薄,内层纤维受压使板料增厚;10.校正弯曲的目的在于减少回弹,提高弯曲质量;11.减小回弹的措施有:1从冲压件结构工艺上改进弯曲件局部结构和选用合适材料:在弯曲件变形区设加强筋,选用弹性模量大而屈服强度低的材料来弯曲,弯曲前进行退火;2在模具上补偿回弹,减小回弹引起的弯曲误差;3采用校正弯曲减小回弹;4采用拉弯法减小回弹;12、影响弯曲回弹的因素:影响弯曲回弹的因素:1材料的机械性能;2切向应变的大小;3弯曲角 的大小; 13.弯减少曲回弹的措施有:1改进弯曲件局部结构和选用合适材料;2补偿法;3校正法;4拉弯法;14、弯曲件的展开长度计算:如图所示为一弯曲零件,材料为15钢,材料的内移系数x见表1,请计算该弯曲零件的展开长度 ;计算结果保留两位小数的数值表1 弯曲90°时内移系数x解:①查表确定中性层的内移系数:R2: r/t=2/2=1,查表1,得内移系数x=;R4: r/t=4/2=2,查表1,得内移系数x=;②计算圆角处的中性层半径:R2:ρ=2+×2=R4:ρ=4+×2=③展开后的长度第四章拉深1.带料连续拉深:系利用多工位级进模在带料上进行多道拉深,最后将工件从带料上冲裁下来;1.拉深变形过程中,成形前毛坯的扇形单元,拉深后变为工件直壁的矩形单元;2.拉深时,危险区常指圆角区;3.拉深时,用等面积法确定坯料尺寸,即坯料面积等于拉深件的表面积;4.拉深过程中,坯料的凸缘部分为变形区;5.拉深时,拉破缺陷往往从凸模圆角区靠上部_位置开始;6.拉深时,模具采用压边装置的目的是防止起皱;1.弹性压边装置用于单动压床;压边力系由气垫、弹簧或橡皮产生;2.旋转体零件系采用圆形毛坯,其直径按面积相等的原则计算;3.决定间隙c时,不仅要考虑材质和板厚,还要考虑工作的尺寸精度和表面质量要求;4.带法兰的圆筒件拉深时,其变形可以利用圆筒件拉深的公式进行分析计算;5.对浅阶梯圆筒零件,每个阶梯高度不大,但相邻阶梯的直径差较大而不能一次拉深时,可先拉深成球形或大圆角的圆筒件,然后用校形获得所需的零件形状和尺寸;6.锥形零件拉深时,变形区可分为三部分:法兰平面区,板料与凹模圆角接触区,位于凸、凹模间隙的自由表面区;7.在生产中,带料连续拉深的型式和成形特点:1无切口的连续拉深,即在整体带料上拉深,相邻两个拉深件之间相互约束,材料在纵向流动较困难,容易拉裂;有点是节省材料,用于拉深不太困难的;2有切口的连续拉深是在零件的相邻处切开;两零件相互影响和约束就较小,拉深次数可以少些,模具简单,但毛坯材料消耗较多,这种拉深一般用于拉深较困难的;8.防止工件拉深开裂的主要方法:1采用适当的拉深比;2适当的压边力;3增加凸模表面的粗糙度;4对凹模进行润滑,减少阻力;9、圆筒件拉深过程中,工件的变形区分为:1法兰区:受径向拉应力和切向压应力2凹模圆角区:材料受拉深和塑性弯曲,3圆筒侧壁区传力区:受轴向拉伸,4圆筒底部区;5凸模圆角区:板料产生塑性弯曲和径向拉伸;2、请计算总的拉深系数:总的拉深系数m=36-2×2/=.第五章胀形与翻边1.胀形:利用模具强迫板料厚度减薄荷表面积增大,以获取零件几何形状的冲压加工方法叫做胀形;1.圆孔翻边时,主要的变形是坯料切向的伸长和厚度方向的收缩;2.翻边成形按工艺特点划分有内孔圆孔或非圆孔翻边、外缘翻边和变薄翻边等方法; 3.翻边成形按变形性质划分时,有伸长类翻边、压缩类翻边以及属于体积成形的变搏翻边等;4.在外缘翻边的毛坯计算中,内曲翻边可参考圆孔翻边毛坯计算方法;弯曲翻边可参考浅拉深毛坯计算方法;5.在非圆孔翻边中,如果圆孔上没有直线段或外凸的弧线段,则翻边的变形性质仍属伸长类翻边;如果孔缘轮廓具有直线段或外凸的弧线段,翻边的变形性质属于复合成形方式; 6.影响圆孔翻边成形极限的因素有哪些答:1材料延伸率和应变硬化指数n 大;2孔缘的毛刺和硬化情况,为了避免毛刺降低成形极限,翻边时需将预制孔有毛刺的一侧朝向凸模放置;3用球形、锥形和抛物形凸模翻边时,变形条件比平底凸模优越;4板料相对厚度越大,成形极限愈大;第七章冲压工艺设计1.编制冲压工艺过程需要考虑的问题:1,对冲压件进行工艺分析;2,通过分析比较,确定最佳工艺方案;3,确定模具结构模型;4合理选择冲压设备;5,编写工艺文件和设计计算说明书;2.弯曲件成形时,应满足哪些工艺要求对于,1直边长度L,L1不宜过小,一般其值应大于2t,2,弯曲处的圆角半径,不能小于最小弯曲半径,3弯曲时应防止孔的变形,要求孔壁与弯曲处有适当距离L,4弯曲件形状应尽量对称,以避免压弯时的毛坯偏移,5多次弯曲的冲压件,为防止材料移动,更需要考虑在冲压件上设计出定位工艺孔;第八章冲模结构与设计1、连续模:连续模也是多工序模具,即在压力机的一次行程内,在连续模具的多个不同工位上完成多道冲压工序的模具;2、复合模:复合模是在压力机的一次行程内,在模具唯一的一个工位上完成两道或两道以上冲压工序的模具;3、压力中心:冲裁时的合力作用点或多工序模各工序冲压力的合力作用点,称为模具的压力中心;1.模具在最低工作位置时,上模座的上平面与下模座的下平面之间的高度一般称为模具的封闭高度;2.压力机一次行程中,在模具的一个工位上,同时完成几道不同工序的模具是复合模; 3.冲裁件外形和内形有较高的位置精度要求时,宜采用复合模;4.模具的压力中心就是冲压力合力的作用点;5.凸模设计包括:凸模结构式、凸模长度计算、凸模强度计算;6.模具的卸料、压料或推料零件,主要有卸料板、压边圈、顶件板和推件板等;7、冲裁落料模根据导向不同,其结构型式有:1无导向落料模:2导板式落料模;3导柱式落料模;冲压件精度高,模具寿命长,安装方便;。
双耳止动垫圈模具设计说明书_冲压课程设计说明书上海工程技术大学课程设计说明书双耳止动垫圈级进模设计上海工程技术大学冲压模具课程设计说明书题目名称双耳止动垫圈模具设计说明书学院材料工程学院专业名称材料成型及控制工程(CAD/CAM)班级0531111学号053111131姓名指导教师曹阳根、邓沛然完成日期2014.12.18目录1.冲压零件工艺性分析 (1)2.冲压工艺方案的确定............................................................ (2)2.1冲压方案设定 (2)2.2冲压方案优缺点分析 (2)2.3 排样方式及材料利用率 (2)3. 模具总体设计 (6)3.1 模具结构形式合理性分析 (6)3.2 模具主要零件设计 (6)3.2.1 落料凹模的设计 (6)3.2.2 冲孔凸模的设计 (8)3.2.3 凹模的设计 (9)3.2.4 卸料部件的设计 (9)3.2.5模架及其它零部件设计 (9)3.3模具总装图 (13)4.凸凹模尺寸及压力中心的计算 (14)4.1 凸、凹模工作部分尺寸与公差 (14)4.1.1 凸凹模间隙 (14)4.1.2 凹凸模尺寸计算 (14)4.2 压力中心计算、弹性元件的选用及计算 (16)5.冲裁力计算、设备类型及吨位的确定 (17)5.1 冲裁力计算 (17)5.2压力机的选定 (18)6.其它说明 (18)7.小结 (20)8.参考文献 (20)1、冲压零件工艺分析此次冲压件为双耳止动垫圈(GB855-88),规格为10mm,材料为Q235-A,经退火、不经表面处理。
工件精度为IT13。
具体尺寸如下图:零件图零件工艺性分析:此工件只有落料和冲孔两个工序。
材料为Q235-A钢,具有良好的冲压性能,适合冲裁。
工件结构相对简单,工件的尺寸全部为自由公差,可看作IT13级,尺寸精度较低,普通冲裁完全能满足要求。
机械设计一级圆柱齿轮减速器设计说明书运算说明书设计题目:带式传输机的传动装置班级:姓名:学号:指导教师:二○年月日德州学院机电工程系名目第一章绪论第二章课题题目及要紧技术参数说明2.1 课题题目2.2 要紧技术参数说明2.3 传动系统工作条件2.4 传动系统方案的选择第三章减速器结构选择及相关性能参数运算3.1 减速器结构3.2 电动机选择3.3 传动比分配3.4 动力运动参数运算第四章齿轮的设计运算(包括小齿轮和大齿轮)4.1 齿轮材料和热处理的选择4.2 齿轮几何尺寸的设计运算4.2.1 按照接触强度初步设计齿轮要紧尺寸4.2.2 齿轮弯曲强度校核4.2.3 齿轮几何尺寸的确定4.3 齿轮的结构设计第五章轴的设计运算(从动轴)5.1 轴的材料和热处理的选择5.2 轴几何尺寸的设计运算5.2.1 按照扭转强度初步设计轴的最小直径5.2.2 轴的结构设计5.2.3 轴的强度校核第六章轴承、键和联轴器的选择6.1 轴承的选择及校核6.2 键的选择运算及校核6.3 联轴器的选择第七章皮带轮的设计运算7.1 确定带型中心距及基准长度7.2 验算小带轮的包角7.3 运算V带的根数第八章减速器润滑、密封及附件的选择确定以及箱体要紧结构尺寸的运算8.1 润滑的选择确定8.2 密封的选择确定8.3减速器附件的选择确定8.4箱体要紧结构尺寸运算第九章总结参考文献第一章绪论本论文要紧内容是进行一级圆柱直齿轮的设计运算,在设计运算中运用到了«机械设计基础»、«机械制图»、«工程力学»、«公差与互换性»等多门课程知识,并运用«AUTOCAD»软件进行绘图,因此是一个专门重要的综合实践环节,也是一次全面的、规范的实践训练。
通过这次训练,使我们在众多方面得到了锤炼和培养。
要紧表达在如下几个方面:〔1〕培养了我们理论联系实际的设计思想,训练了综合运用机械设计课程和其他相关课程的基础理论并结合生产实际进行分析和解决工程实际问题的能力,巩固、深化和扩展了相关机械设计方面的知识。
摘要卷扬机又称绞车。
是起重垂直运输机械的重要组成部分,配合井架、桅杆、滑轮组等辅助设备,用来提升物料、安装设备等作业,由人力或机械动力驱动卷筒、卷绕绳索来完成牵引工作的装置。
垂直提升、水平或倾斜曳引重物的简单起重机械。
分手动和电动两种。
现在以电动卷扬机为主。
本次设计的5吨电动卷扬机是由电动机、连轴器、制动器、减速器、卷筒、导向滑轮、起升滑轮组、吊钩等组成。
本次设计的步骤是从钢丝绳开始入手,然后依次对卷扬机的卷筒、卷筒心轴、电动机、减速器齿轮、减速器轴、制动器、联轴器以及卷筒机的导向滑轮设计与选取。
其中卷筒、卷筒轴、卷筒毂、减速器的设计最为主要,本设计重点做了介绍,其余部分有得只是略作分析。
本次设计的卷筒机由于它结构简单、搬运安装灵活、操作方便、维护保养简单、对作业环境适应能力强等特点,可以应用于冶金起重、建筑、水利作业等方面,但是此次设计的卷筒机主要运用于用于5吨桥式吊车起升机构。
提升重物是卷扬机的一种主要功能,各类卷扬机的设计都是根据这一要求为依据的。
关键词:卷扬机,卷筒,卷筒轴,减速器第一章绪论1.2卷扬机的常见类型:常见的卷扬机吨位有:0.3T卷扬机0.5T卷扬机1T卷扬机1.5T卷扬机2T卷扬机3T 卷扬机5T卷扬机6T卷扬机8T卷扬机10T卷扬机15T卷扬机20T卷扬机25T卷扬机30T卷扬机。
从是否符合标准的角度:卷扬机可分为国标卷扬机、非标卷扬机常见卷扬机型号有1、JK0.5-JK5单卷筒快速卷扬机2、JK0.5-JK12.5单卷筒慢速卷扬机3、JKL1.6-JKL5溜放型快速卷扬机4、JML5、JML6、JML10溜放型打桩用卷扬机5、2JK2-2JML10双卷筒卷扬机6、JT800、JT700型防爆提升卷扬机7、JK0.3-JK15 电控卷扬机9、非标卷扬机其中Jk表示快速卷扬机,jm表示慢速卷扬机,jt表示防爆卷扬机,单卷筒表示一个卷筒容纳钢丝绳,双卷筒表示两个卷筒容纳钢丝绳。
第1章机械设计基础课程设计计算说明书1.1 概述1.1.1机械设计课程设计的目的原理及特点(1)通过课程设计实践,树立正确的设计思想,增强创新意识,培养综合运用机械设计基础课程和其他先修课程的理论与生产实际知识去分析与解决机械设计问题的能力;(2)学习机械设计的一般方法,掌握机械设计的一般规律;(3)进行机械设计基本技能的训练,例如计算、绘图、查询设计资料和手册、运用标准和规范等。
1.1.2机械设计课程设计的内容本次机械设计课程设计的内容为带式运输机传动装置,其装置如图1所示。
图1.1带式运输机传动装置简图设计参数:输送带的有效拉力F=1500N,输送线速度v=1.00m/s,卷筒直径d=250mm,载荷平稳,常温下连续运转,工作环境有灰尘,电源为三相交流电,电压为380V。
本次课程设计的工作量:(1) 减速器装配工作图1 张(A0 图纸);(2) 零件工作图2 张(低速轴、轴承透盖,A2 图纸);(3) 设计计算说明书1 份。
1.1.3机械设计课程设计的方法和步骤(1) 设计准备;(2) 传动装置的总体设计;(3) 传动零件的设计计算;(4) 装配草图的设计;(5) 装配工作图的设计;(6) 零件工作图的设计;(7) 撰写设计计算说明书;(8) 设计总结和答辩。
1.1.4机械设计课程设计中应该注意的问题(1) 正确处理参考已有资料与创新的关系;(2) 正确处理设计计算与结构设计和工艺要求等方面的关系;(3) 熟练掌握边画图、边计算、边修改的设计方法,力求精益求精;(4) 正确使用标准和规范;(5) 图纸应符合机械制图规范,说明书要求计算正确,书写工整,内容完整;(6) 要充分发挥主观能动性,要勤于思考、深入专研的学习精神和严肃认真、一丝不苟、有错必改、精益求精的工作态度;(7) 要注意掌握设计进度,保质保量地按期完成设计任务。
1.2 传动方案的拟定采用一级圆柱齿轮减速器,其传动比一般小于6,传递功率可达到数万千瓦,效率较高,工艺简单,精度易于保证,一般工厂均能制造,应用广泛。
模具设计与制造专业 冲压模具设计与制造课程 弯曲模设计
班 级: 模具143 姓 名: xxxxx 学 号: xxxxxxxxx16 指 导 教 师: xxxx 成 绩: 常州信息职业技术学院
1 目录
零件分析: ................................................................................ 1 零件工艺性能 ............................................................................ 1 分析比较和确定工艺方案 ......................................................... 2 毛坯尺寸计算 ............................................................................ 2 回弹补偿量的确定 .................................................................... 4 冲压力计算及冲压中心的确定 ................................................. 4 冲压设备的选择 ........................................................................ 6 凸凹模结构设计 ........................................................................ 7 凸凹模结构设计 ...................................................................... 10 总体结构设计 .......................................................................... 12 常州信息职业技术学院 2 1 零件分析: 零件材料Q235,简图如图1所示
图1 零件工艺性能 冲压工艺分析 1、材料: Q235,是常见的冲裁材料。零件用的是厚1mm的Q235板。 力学性能:抗拉强度 σb (MPa):440~470; 抗剪强度 τ(MPa):310~380; 伸长率 δ10 (%): 21~25; 屈服点σs (MPa):240; Q235为普通碳素结构钢,具有良好的塑性、焊接性以及压力加工性,主要用于工程结构和受力较小的机械零件。综合评适合冲裁加工。
2、工件结构:工件形状简单、对称,无悬臂、窄槽及锐的清角,孔边距大于1.5倍工件厚常州信息职业技术学院 2 度,孔边距大于凸凹模允许的最小壁厚,最小孔径φ7.3大于过小孔径,满足冲裁要求。 3、尺寸精度:零件图上未注公差,属于自由公差,按IT14级确定工件尺寸的公差,一般冲压均能满足其尺寸精度要求。 综上所述,制件具有较好的冲裁性能,适宜采用冲裁加工。
弯曲工艺分析 该工件材料为Q235为普通素结构钢,较利于弯曲。工件为L形,形状简单、对称,孔边(弯曲线)距Smin=11.75≥3、弯曲直边高度、最小弯曲半径均大于弯曲工艺要求,弯曲坯料上的孔还可以防止弯曲时坯料产生的偏移,弯曲边缘无缺口,尺寸为自由尺寸和表面粗糙度要求一般。因此,其弯曲工艺良好。
分析比较和确定工艺方案 从零件的结构特点以及冲压变形特点来看,该零件冲压工序性质有冲孔、落料、弯曲三种。工件弯曲部分简单。根据工序性质可能的组合情况,该零件可能的冲压方案有: 方案一:先落料,后冲孔,再进行弯曲。采用单工序模生产 方案二:冲孔、弯曲、落料,采用复合模生产。 方案三:冲孔、切废+弯曲连续冲压。采用级进模生产。
方案一模具结构简单,但需三道工序三副模具,成本高而生产效率低,难以满足大批量生产要求。
方案二只需一副模具,工件的精度及生产效率都较高,模具强度较差,制造难度大。模具各部分的强度、刚度难保证。冲裁与弯曲在一起,模具结构复杂。复合模的维修保养用高。
方案三也只需一副模具,生产效率高,将零件结构的内外形分解为简单形状的凸模或凹模,在不同工位上分步逐次冲压,提高了模具强度和模具寿命,操作方便,工件精度也能满足要求。由于工件和孔废料都可由压力机台下排出,操作方便安全,生产效率高,同时连续模上可以利用已冲的孔进行导正销定位,从而保证了工件的精度。
通过对上述三种方案的分析比较,该件的冲压生产采用方案三为佳。
毛坯尺寸计算
弯曲件展开尺寸计算 毛坯长度按零件中性层计算。圆弧的中性层位移系数根据2/tr查《冷冲压工艺与模具制造》(表3—9)得k=0.449,故中5性层曲率半径为:
2.449(mm) 1449.02 ktr常州信息职业技术学院
3 式中 ——弯曲件中性层曲率半径; r——弯曲件内层弯曲半径;
t——材料厚度;
k——中性层位移系数;
圆弧部分长度s=α=2.499×2=3.85
垂直部分的直线长度:l1=3
底部的直线长度为:l2=25
故弯曲件展开长度为:
)(85.31 2585.33 2弯1mmlllLz
排样: 本工件采用直排方案,排样图如下:
排样图 为节约材料,应合理确定搭边值.查表取搭边a=2mm,为了保证送料时工件间连接强度工件间搭边值a1=3mm。 常州信息职业技术学院 4 材料利用率 计算冲压件一个进距的材料利用率: 100%100%110SS==SAB
式中:1S——一个布局内零件冲裁件面积,2mm; 0S——一个布局内所需毛坯面积,2mm;
B——条料宽度,mm;
A——送料进距,mm;
此工件的材料利用率为
η=𝑆𝑆0100%=520.8377825.7×100%≈63.7%
回弹补偿量的确定 r/t=3<5~8时,弯曲半径的回弹值不大,因此只考虑角度的回弹。查表-1可得α=2.5° 大变形(r/t<5)时弯曲件圆角半径变化很小,而只修正弯曲角。
表-1 单角90°校正弯曲回弹角 材料 r/t ≤1 1~2 2~3 Q215、Q 235 1~1.5° 0~2° 1.5~2.5° 纯铜、铝、黄铜 0~1.5° 0~3° 2~4°
冲压力计算及冲压中心的确定 冲裁力 F=KLtτ 式中 F——冲裁力(N); L——冲裁件 K——系数,取K=1.3 t——材料厚度 τ——材料抗剪强度(MPa) 外轮廓周边长度L= 205.74mm,材料抗剪强度350 MPa,材料厚度 1mm 则 F=KLtτ=205.74×1.3×1×350=93611N 卸料力 常州信息职业技术学院 5 F卸= K 卸F 式中 F——冲裁力,单位为N; K 卸——卸料力系数,其值为0.025~0.060; 则 F卸=93611×0.06=5616.66 N
推料力 F推= nK推 F 式中 F——冲裁力,单位为N; K推——推料力系数,其值为0.050; n——废料叠加数量,其值为5; 则 F推=93611×5×0.050=23402.75 N
顶件力 F顶= K顶F 式中 F——冲裁力,单位为N; K顶——顶件力系数,其值为0.14; 则 F顶=93611×0.14=13105.54 N
弯曲力的计算 自由弯曲力 𝐹𝑍
=
0.7𝐾𝐵𝑡2𝜎𝑏
𝑟+𝑡
式中: 𝐹𝑍——冲压行程结束时的自由弯曲力; K——安全系数,一般去K=1.3; 𝐵——弯曲件的宽度(mm); t——弯曲材料的厚度(mm); r——弯曲件的内弯曲半径(mm);
b——材料的抗拉强度(Mpa)。
有零件图可知 b=20mm t=1mm r=3mm
查表可知 b=450Mpa
故 𝐹𝑍
=0.7𝐾𝐵𝑡2𝜎𝑏𝑟+𝑡=0.7×1.3×20×1×4501+3=2047.5𝑁
由于L形弯曲,其自由弯曲力为U形弯曲的一半,所以自由弯曲力为1023.75N。 顶件力和卸料力
𝐹𝑑或𝐹𝑦值可近似去自由弯曲力的30%~80%,
即𝐹𝑑=(0.3—0.8)𝐹𝑍=0.3×1023.75=307.125N 常州信息职业技术学院 6 校正弯曲力 校正弯曲力有公式: 𝐹𝑗
=𝑞𝐴
式中: 𝐹𝑗——校正弯曲时的弯曲力(N);
A——校正部分的垂直投影面积(2mm); 𝑞——单位面积上的校正力(Mpa)。 经计算得A=602mm 经查表得p=30Mpa 𝐹𝑗
=𝑞𝐴=48×30=1440𝑁
考虑到回弹补偿,故采用校正弯曲,本工件采用卸料板,故可省去压料板,所以卸料力不计算在内。
则 𝐹弯=𝐹𝑗=1440N
则𝐹冲压=𝐹冲裁+𝐹卸+𝐹推+𝐹弯=93611+5616.66+23402.75+1440=124070.41𝑁
冲压中心 由AUTOCAD得冲裁得质心: X: 1699.2670 Y: 1550.5883。 根据 X=𝐹弯𝑋1+𝐹弯𝑋2𝐹冲压 Y=𝐹弯𝑌1+𝐹弯𝑌2𝐹冲压
X=𝐹弯𝑋1+𝐹弯𝑋2𝐹冲压=720×(41.4175+53.4175)124070.41 ≈0.55𝑚𝑚 Y=𝐹弯𝑌1+𝐹弯𝑌2𝐹冲压= 720×12.3579124070.41≈0.07𝑚𝑚。 则弯曲模的压力中心为(1699.817,1550.5183)
冲压设备的选择 模具采用160KN开式压力机。选用开式双柱可倾式压力机(J23-160),其部分参数如下: 开式双柱可倾式压力机参数表 公称压力 160KN 滑块行程 70mm 行程次数 115次/min 连杆调节长度 80mm 最大装模高度 220mm 装模高度调节量 60mm 工作台尺寸前后×左右 300mm×450mm