第三章金属切削机床第三节
- 格式:ppt
- 大小:1.37 MB
- 文档页数:48
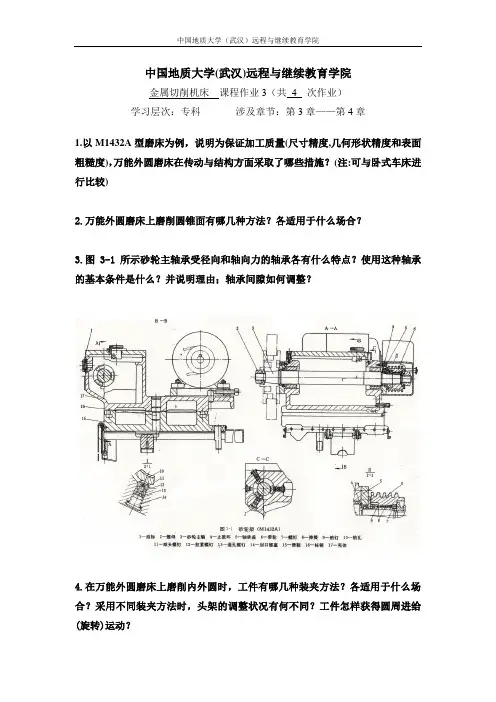
中国地质大学(武汉)远程与继续教育学院金属切削机床课程作业3(共 4 次作业)学习层次:专科涉及章节:第3章——第4章1.以M1432A型磨床为例,说明为保证加工质量(尺寸精度,几何形状精度和表面粗糙度),万能外圆磨床在传动与结构方面采取了哪些措施?(注:可与卧式车床进行比较)2.万能外圆磨床上磨削圆锥面有哪几种方法?各适用于什么场合?3.图3-1所示砂轮主轴承受径向和轴向力的轴承各有什么特点?使用这种轴承的基本条件是什么?并说明理由;轴承间隙如何调整?4.在万能外圆磨床上磨削内外圆时,工件有哪几种装夹方法?各适用于什么场合?采用不同装夹方法时,头架的调整状况有何不同?工件怎样获得圆周进给(旋转)运动?5.为什么中型万能外圆磨床的尾架顶尖通常采用弹簧预紧?而卧式车床则采用丝杠螺母预紧?6.如磨床头架和尾座的锥孔中心线在垂直平面内不等高,磨削的工件将产生什么误差,如何解决?如两者在水平面内不同轴,磨削的工件又将产生什么误差,如何解决?7.采用定程磨削法磨削一批零件后,发现工件直径尺寸大了0.03mm ,应如何进行补偿?并说明调整步骤?8.试分析无心外圆磨床和普通外圆磨床在布局、磨削方法、生产效率及适用范围方面各有什么不同?9.内圆磨削的方法有几种?各适用于什么场合?10.试分析卧轴矩台平面磨床在磨削方法、加工质量、生产效率等方面有何不同?它们的适用范围有何不同?11.分析比较应用范成法与成形法加工圆柱齿轮各有何特点?12.在滚齿机上加工直齿和斜齿圆柱齿轮,大质数直齿圆柱齿轮,用切向发加工蜗轮时,分别需要调整哪几条传动链?画出传动原理图,并说明各传动链的两端件及计算位移是什么?13.滚齿机上加工斜齿圆柱齿轮时,工件的范成运动(12B )和附加运动(22B )的方向如何确定?以Y3150E 滚齿机为例,说明在操作使用中如何检查这两种运动方向是否正确?14.滚齿机上加工直齿和斜齿圆柱齿轮时,如何确定滚刀刀架扳转角度与方向?如扳转角度有误差或方向有误差,将会产生什么后果?15.在滚齿机上加工齿轮时,如果滚刀的刀齿相对于工件的轴心线不对称,将会产生什么后果?如何解决?16.在滚齿机上加工一对斜齿轮时,当一个齿轮加工完成后,在加工另一个齿轮前应当进行哪些挂轮计算和机床调整工作?17.对比滚齿机和插齿机的加工方法,说明题目各自的特点及主要应用范围18.磨齿有哪些方法?各有什么特点?19.锥齿轮加工机床的工作原理有采用假想冠轮和假想近似冠轮之分,它们在机床上是如何体现的?怎样把工件的全部轮齿切出?采用这种不同的假想齿轮对机床结构和加工质量各有什么影响?参考答案1.以M1432A型磨床为例,说明为保证加工质量(尺寸精度,几何形状精度和表面粗糙度),万能外圆磨床在传动与结构方面采取了哪些措施?(注:可与卧式车床进行比较)答:在传动方面包含三个方面的措施:(1)砂轮旋转主运动t n,通常由电动机通过三角带直接带动砂轮主轴旋转;(2)工件圆周进给运动w n,通常由单速或多速异步电动机经塔轮变速机构传动;(3)工件纵向进给运动a f,通常采用液压传动,以保证运动的平稳性,并便于实现无级调速和往复运动循环的自动化。
第二章金属切削原理及刀具● 1. 切削时工件上形成的三个表面是已加工表面、过渡表面和待加工表面。
● 2. 工件与刀具之间的相对运动称为切削运动,按其功用可分为主运动和进给运动,其中主运动消耗功率最大。
● 3. 按照切削性能,高速钢可分为普通性能高速钢和高性能高速钢两种,超硬刀具材料主要有陶瓷、金刚石和立方氮化硼三种● 4. 外圆车刀的主偏角增加,背向力Fp 减少,进给力Ff 增大。
● 5. 切削用量要素包括切削深度(背吃刀量)、进给量、切削速度三个。
● 6. 加工脆性材料时,刀具切削力集中在刀尖附近,宜取较小的前角和后角。
第二章金属切削原理及刀具7. 在车削外圆时,切削力可以分解为三个垂直方向的分力,即主切削力,进给抗力和切深抗力,其中在切削过程中不作功的是切深抗力。
8. 金刚石刀具不适合加工铁族金属材料,原因是金刚石的碳元素与铁原子有很强的化学亲和作用,使之转化成石墨,失去切削性能。
9. 刀具磨损形态包括前刀面磨损、后刀面磨损和边界磨损。
11. 刀具的磨损过程分为初期磨损、正常磨损和急剧磨损三个阶段,其中初期磨损阶段刀具磨损较快。
12. 车刀的主偏角越大,在切削过程中产生的径向切削力就越小。
13. 刀具后角是指后刀面与切削平面间的夹角。
5第二章金属切削原理及刀具14. 当高速切削时,宜选用(高速钢,硬质合金)刀具;粗车钢时,应选用(YT5、YG6、YT30)。
15. 制造复杂刀具宜选用(高速钢、硬质合金);粗车钢时,应选用(YT5、YG6、YT30)。
第二章金属切削原理及刀具● 1. 安装外车槽刀时,刀尖低于工件回转中心时,与其标注角度相比。
其工作角度将会:( C )● A、前角不变,后角减小; B、前角变大,后角变小;● C、前角变小,后角变大; D、前、后角均不变。
● 2. 车外圆时,能使切屑流向工件待加工表面的几何要素是:(A )● A、刃倾角大于0°;B、刃倾角小于0°;● C、前角大于0°; D、前角小于0°。

机械制造技术基础课后习题答案第一章机械加工方法1-1 特种加工在成形工艺方面与切削加工有什么不同?答:1精密微细的零件。
2切除多余材料。
341-2 简述电火花加工、电解加工、激光加工和超声波加工的表面形成原理和应用范围。
答:1放电过程极为短促炸力把熔化和企划的金属抛离电极表面点持续时间的长短适应性强工件的材料硬度限制。
2将电镀材料做阳极镀材料就会逐渐的溶解儿附着到作为阴极的工件上形成镀层。
并由电应用范围管3通过光学系统将激光聚焦成一个高能晾凉的小光斑质爆炸式的喷射去处。
激光束的功率很高异型孔。
4工作中超声振动还是悬浮液产生空腔适宜加工各种脆硬材料、淬火钢等也能加工1-3车削加工能形成那些表面?答各种回转面和平面1-4镗削与车削有什么不同?答(1)主运动不同(2)加工精度不同,一般车削高于镗削。
1-5 简述滚切斜齿轮时的四条传动链。
第二章金属切削切学原理与刀具2 - 1 .金属切削过程有何特征答的几个重要参数:主倾角,刃倾角,前角,后角,副倾角,副后角2 - 2 .切削过程的三个变形区各有什么特点答第一变形区这三个变形区汇集在切削刃附近切屑面上。
2 -3 .分析积屑瘤产生的原因及其对加工的影响答在中低速切削塑性金属材料时,刀—屑接触表面由于强烈的挤压和摩擦而成为新鲜表面,两接触表面的金属原子产生强大的吸引力,使少量切屑金属粘结在前刀面上,产生了冷焊,并加工硬化,形成瘤核。
瘤核逐渐长大成为积屑瘤积屑瘤粘结在前刀面上由此可见消除措施速切削或低速切削2 - 4切屑与前刀面之间的摩擦与一般刚体之间的滑动摩擦有无区别答2 - 5车刀的角度是如何定义的答P1 7工作角度是以切削过程中实际的切削平面、基面和正交平面为参考平面确定的刀具角度。
2 - 6金属切削过程为什么会产生切削力答123面与过度表面和以加工表面之间的摩擦力。
2 - 7车削时切削合力为什么常分解为三个相互垂直的分力来分析答1)车削时的切削运动为三个相互垂直的运动:主运动(切削速度)、进给运动(进给量)、切深运动(背吃刀量),为了实际应用和方便计算,在实际切削时将切削合力分解成沿三个运动方向、相互垂直的分力。