OEE计算及损失分析
- 格式:pptx
- 大小:343.93 KB
- 文档页数:41
OEE的计算公式OEE(Overall Equipment Effectiveness)是一种衡量设备效率和生产效果的关键性指标。
它是由美国自动化协会(American Productivity & Quality Center)提出并广泛应用于各类制造企业中。
设备的有效生产时间(Net Operating Time,也称为稼动时间)指的是设备在生产过程中的全部时间减去计划维修时间、预定停机时间和计划修整时间。
公式如下:稼动时间=总时间-计划维修时间-预定停机时间-计划修整时间设备的速度损失(Speed Loss)指的是设备在生产中由于速度低于设计速度而造成的损失时间。
这可能是由于设备故障、设备调试期间的运行速度下降、设备因为操作员的技术水平不高而无法达到最大速度等原因造成的。
公式如下:速度损失=稼动时间-设备实际运行时间设备的质量损失(Quality Loss)指的是由于生产过程中产生的次品和废品所导致的损失时间。
这可能是由于操作员技术不熟练、原材料质量问题、设备故障引起的废品等原因造成的。
公式如下:质量损失=稼动时间-合格产品产生的时间根据以上三个因素,可以计算出OEE的值。
OEE的计算公式如下:OEE=稼动时间×性能指标×质量指标其中性能指标(Performance Index)表示设备在生产中实际运行时间与设备理论运行时间的比值。
性能指标的计算公式为:性能指标=设备实际运行时间÷(设备理论运行时间×合格产品产生的时间)质量指标(Quality Index)表示合格产品产生的时间与设备实际运行时间的比值。
质量指标的计算公式为:质量指标=合格产品产生的时间÷设备实际运行时间将性能指标和质量指标代入OEE计算公式中,可以得到最终的OEE值。
OEE计算与分析OEE(Overall Equipment Efficiency)是衡量生产设备效率的一个重要指标。
它可以帮助企业评估生产过程中各种损失以及设备的利用率,为企业提供改进生产效率的参考。
OEE可以通过以下公式计算:OEE = Availability × Performance× Quality其中,Availability表示设备的可用时间与计划生产时间的比值,Performance表示实际产量与标准产量的比值,Quality表示良品产量与实际产量的比值。
首先,我们可以详细介绍一下Availability的计算和分析。
Availability的计算公式是:Availability = (计划生产时间 - 停机时间) / 计划生产时间停机时间包括计划停机时间和非计划停机时间。
计划停机时间是计划工作时间中设备停机的时间,通常用于设备维护、更换工具等。
非计划停机时间是指设备出现故障或其他原因导致的非计划停机的时间。
通过详细记录每个停机事件的开始和结束时间,可以计算出总的停机时间。
然后,将总的停机时间除以计划生产时间,即可得到Availability的值。
在分析Availability时,可以根据每个停机事件的原因进行分类,例如设备故障、物料不足、工具更换等。
通过分析停机事件的数量和持续时间,可以找出导致停机的主要原因,并采取相应的措施来减少停机时间。
其次,我们来看一下Performance的计算和分析。
Performance的计算公式是:Performance = 实际产量 / (计划生产时间 - 停机时间) Performance反映了设备在实际生产过程中运行的效率。
除了停机时间,还需要考虑设备在正常运行状态下的速度是否达到预期。
如果设备运行速度低于预期,可能是由于操作不当、工艺问题或设备老化等原因。
通过分析Performance时,可以结合操作日志以及设备监控系统的数据,找出导致设备运行效率低下的主要原因。
OEE分析报告1. 引言OEE(Overall Equipment Effectiveness,设备综合效能)是一种衡量生产设备利用率和效率的指标,可以帮助企业评估和改善生产过程。
本文将介绍OEE的定义、计算方法以及如何通过OEE分析报告来识别生产过程中的问题并提出改进建议。
2. OEE的定义和计算方法2.1 定义OEE是一个综合指标,可以衡量生产设备的效果、时间利用率和质量损失情况。
它由三个主要组成部分构成:设备利用率、生产效率和质量达标率。
2.2 计算方法OEE的计算公式如下:OEE = 设备利用率 × 生产效率 × 质量达标率其中,设备利用率表示设备实际运行时间与总运行时间的比率,生产效率表示实际产量与理论产量的比率,质量达标率表示合格产品的数量与总产量的比率。
3. OEE分析报告的步骤3.1 收集数据首先,需要收集与生产设备相关的数据,如设备运行时间、停机时间、产量和质量数据等。
这些数据可以通过生产系统、传感器或手动记录的方式获得。
3.2 计算OEE根据收集到的数据,可以计算出每个设备的OEE。
将设备利用率、生产效率和质量达标率根据2.2节的计算方法进行计算,并得出OEE的值。
3.3 分析OEE指标根据计算得到的OEE值,可以对生产过程进行分析。
首先,比较不同设备的OEE值,找出效果最好和最差的设备。
然后,比较不同时间段的OEE值,找出生产效率波动较大的时间段。
3.4 识别问题和改进建议通过分析OEE指标,可以识别出生产过程中存在的问题。
例如,设备利用率低可能是由于设备故障或停机时间过长导致的。
生产效率低可能是由于操作不当或工艺不合理导致的。
质量达标率低可能是由于原材料质量不良或工艺参数设置不准确导致的。
针对识别出的问题,可以提出相应的改进建议。
例如,对于设备利用率低的问题,可以进行设备维护和保养,减少故障发生的可能性;对于生产效率低的问题,可以进行员工培训和工艺优化,提高操作效率;对于质量达标率低的问题,可以加强原材料的质量控制和工艺参数的监测。
OEE(Overall Equipment Effectiveness),即设备综合效率,其本质就是设备负荷时间实际产量与理论产量的比值。
企业在进行OEE计算时常常遇到很多迷惑的问题,如工厂停水、停电、停气、停汽使设备不能工作,等待定单、等待排产计划、等待检查、等待上一道工序造成的停机,不知如何计算。
本文引入非设备因素停机的概念,修改了OEE的算法,使计算得到的OEE更能够真实反映设备维护的实际状况,让设备完全利用的情况由完全有效生产率这个指标来反映。
本文同时介绍了在不同情况下如何分析设备损失的PM分析流程。
1、 OEE表述和计算实例OEE= 时间开动率×性能开动率×合格品率其中,时间开动率 = 开动时间/负荷时间而,负荷时间 = 日历工作时间-计划停机时间开动时间 = 负荷时间–故障停机时间–设备调整初始化时间性能开动率 = 净开动率×速度开动率而,净开动率 = 加工数量×实际加工周期/开动时间速度开动率 = 理论加工周期/实际加工周期合格品率 = 合格品数量/ 加工数量在OEE公式里,时间开动率反映了设备的时间利用情况;性能开动率反映了设备的性能发挥情况;而合格品率则反映了设备的有效工作情况。
反过来,时间开动率度量了设备的故障、调整等项停机损失,性能开动率度量了设备短暂停机、空转、速度降低等项性能损失;合格品率度量了设备加工废品损失。
OEE还有另一种表述方法,更适用于流动生产线的评估, 即OEE= 时间开动率×性能开动率×合格品率而,时间开动率 = 开动时间/计划利用时间而,计划利用时间 = 日历工作时间-计划停机时间开动时间 = 计划利用时间–非计划停机时间性能开动率 = 完成的节拍数/计划节拍数其中,计划节拍数 = 开动时间/标准节拍时间合格品率 = 合格品数量/加工数量这与前述的OEE公式实际上是同一的。
计算:停机时间 = 115+12 = 127 min计划开动时间 = 910 – 127 = 783 min时间开动率 = 783/910 = 86%计划节拍数 = 开动时间/标准节拍时间 = 783/3 = 261性能开动率 = 203/261 = 77.7%合格品率 = 一次合格品数/完成产品数 = 152/203 = 74.9%于是得到 OEE = 86% ×77.7%×74.9% = 50%2、 OEE的实质如果追究OEE的本质涵,其实就是计算周期用于加工的理论时间和负荷时间的百分比。
OEE计算及损失分析OEE(Overall Equipment Efficiency)即设备综合效率,是一个衡量设备运营效率的指标。
它可以帮助企业了解设备的运行状况,找出可能影响生产效率的问题,从而进行改进。
OEE的计算涉及到三个主要指标:设备的可利用率(Availability)、设备的性能利用率(Performance)和生产质量利用率(Quality)。
通过计算这些指标的乘积,可以得到设备的总体效率。
设备的可利用率(Availability)指的是设备在规定工作时间内,真正开展生产的时间。
它可以通过以下公式计算:可利用率=(总运行时间-停机时间)/总运行时间其中,总运行时间指设备规定的工作时间,停机时间指设备因故障、更换备件、缺少原材料等原因停止生产的时间。
可利用率的值一般介于0和1之间,1表示设备在规定工作时间内完全可用。
设备的性能利用率(Performance)指的是设备在可利用时间内实际产出与设备理论产出之间的比例。
它可以通过以下公式计算:性能利用率=实际产出/(理论产出时间×理论产量)其中,实际产量指设备在可利用时间内真正完成的产量,理论产出时间指设备在可利用时间内能够完成的产出所需的时间,而理论产量则是指一台设备在规定工作时间内可以完成的所有产量。
生产质量利用率(Quality)指的是设备在可利用时间内实际合格品与实际产出之间的比例。
它可以通过以下公式计算:质量利用率=实际合格品/实际产出其中,实际合格品指设备在可利用时间内真正完成的合格产品数量,实际产出指设备在可利用时间内真正完成的产品数量。
计算出设备的可利用率、性能利用率和生产质量利用率之后,可以将它们相乘得到设备的OEE。
OEE=可利用率×性能利用率×质量利用率。
损失分析是对OEE计算结果进行细项分析,以找出对设备效率影响较大的损失原因,为进一步改进提供依据。
1.设备故障:设备发生故障导致停机时间增加,影响可利用率。
OEE(Overall Equipment Effectiveness),即设备综合效率,其本质就是设备负荷时间内实际产量与理论产量的比值。
企业在进行OEE计算时常常遇到很多迷惑的问题,如工厂停水、停电、停气、停汽使设备不能工作,等待定单、等待排产计划、等待检查、等待上一道工序造成的停机,不知如何计算。
本文引入非设备因素停机的概念,修改了OEE的算法,使计算得到的OEE更能够真实反映设备维护的实际状况,让设备完全利用的情况由完全有效生产率这个指标来反映。
本文同时介绍了在不同情况下如何分析设备损失的PM分析流程。
1、 OEE表述和计算实例OEE= 时间开动率×性能开动率×合格品率其中,时间开动率 = 开动时间/负荷时间而,负荷时间 = 日历工作时间-计划停机时间开动时间 = 负荷时间–故障停机时间–设备调整初始化时间性能开动率 = 净开动率×速度开动率而,净开动率 = 加工数量×实际加工周期/开动时间速度开动率 = 理论加工周期/实际加工周期合格品率 = 合格品数量/ 加工数量在OEE公式里,时间开动率反映了设备的时间利用情况;性能开动率反映了设备的性能发挥情况;而合格品率则反映了设备的有效工作情况。
反过来,时间开动率度量了设备的故障、调整等项停机损失,性能开动率度量了设备短暂停机、空转、速度降低等项性能损失;合格品率度量了设备加工废品损失。
OEE还有另一种表述方法,更适用于流动生产线的评估, 即OEE= 时间开动率×性能开动率×合格品率而,时间开动率 = 开动时间/计划利用时间而,计划利用时间 = 日历工作时间-计划停机时间开动时间 = 计划利用时间–非计划停机时间性能开动率 = 完成的节拍数/计划节拍数其中,计划节拍数 = 开动时间/标准节拍时间合格品率 = 合格品数量/加工数量这与前述的OEE公式实际上是同一的。
计算:停机时间 = 115+12 = 127 min计划开动时间 = 910 – 127 = 783 min时间开动率 = 783/910 = 86%计划节拍数 = 开动时间/标准节拍时间 = 783/3 = 261性能开动率 = 203/261 = 77.7%合格品率 = 一次合格品数/完成产品数 = 152/203 = 74.9%于是得到 OEE = 86% ×77.7%×74.9% = 50%2、 OEE的实质如果追究OEE的本质内涵,其实就是计算周期内用于加工的理论时间和负荷时间的百分比。
OEE定义和计算方式汇总OEE是全称为Overall Equipment Effectiveness,中文名字叫做设备综合效能,是一种用于测量和评估设备性能的指标。
OEE的计算方式将设备的可用时间、性能效率和质量损失三个方面综合考虑,通过对设备的日常运行数据进行统计和分析,可以得出设备整体效率的量化指标。
OEE的计算方式如下:1. 设备的可用时间(Available Time):表示设备在规定时间段内应该可用的时间。
可用时间可以通过设备日历时间减去计划的停机时间和非计划的停机时间来计算。
可用时间=设备日历时间-计划停机时间-非计划停机时间2. 设备的性能效率(Performance Efficiency):表示设备在实际生产过程中的效率水平。
性能效率可以通过实际生产数量除以所需生产数量来计算。
性能效率=实际生产数量/所需生产数量3. 设备的质量损失(Quality Loss):表示设备生产过程中产生的质量损失。
质量损失可以通过实际良品数量除以实际生产数量来计算。
质量损失=实际良品数量/实际生产数量4.OEE的计算公式:OEE=可用时间×性能效率×质量损失OEE的计算结果可以是一个百分比值,表示设备整体的效率水平。
一般来说,高于85%的OEE被视为优秀,70%到85%的OEE被视为良好,低于70%的OEE被视为需要改进。
OEE的计算方式能够帮助企业发现设备运行中的问题和瓶颈,从而针对性地进行改进和优化。
通过准确地测量和评估设备的性能,企业能够找出并解决影响生产效率的因素,如设备故障、停机时间、性能不良等,从而提高设备的产能和生产效率。
除了OEE的计算方式,还有一些常见的OEE的改进方法包括:1.关键性能指标(KPIs)的设定和监控:设定关键性能指标,如设备的平均停机时间、停机次数、故障频率等,并定期监控这些指标的变化,从而及时发现并解决问题。
2.停机时间分析:对设备的停机时间进行分析,找出停机原因和停机时间的分布情况,从而确定采取适当的措施来减少停机时间。
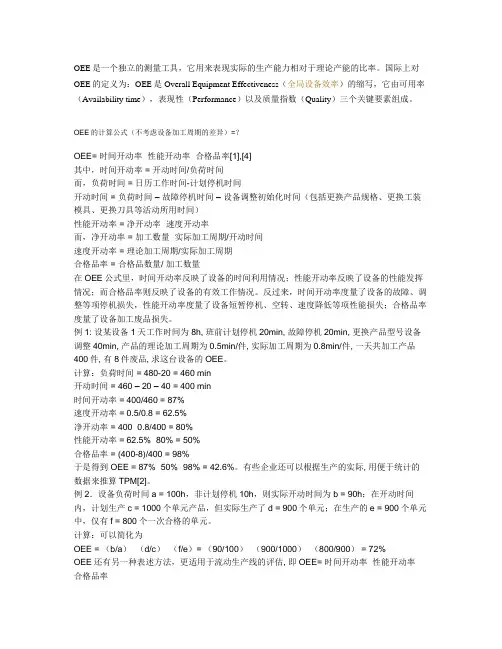
OEE是一个独立的测量工具,它用来表现实际的生产能力相对于理论产能的比率。
国际上对OEE的定义为:OEE是Overall Equipment Effectiveness(全局设备效率)的缩写,它由可用率(Availability time),表现性(Performance)以及质量指数(Quality)三个关键要素组成。
OEE的计算公式(不考虑设备加工周期的差异)=?OEE= 时间开动率×性能开动率×合格品率[1],[4]其中,时间开动率 = 开动时间/负荷时间而,负荷时间 = 日历工作时间-计划停机时间开动时间 = 负荷时间–故障停机时间–设备调整初始化时间(包括更换产品规格、更换工装模具、更换刀具等活动所用时间)性能开动率 = 净开动率×速度开动率而,净开动率 = 加工数量×实际加工周期/开动时间速度开动率 = 理论加工周期/实际加工周期合格品率 = 合格品数量/ 加工数量在OEE公式里,时间开动率反映了设备的时间利用情况;性能开动率反映了设备的性能发挥情况;而合格品率则反映了设备的有效工作情况。
反过来,时间开动率度量了设备的故障、调整等项停机损失,性能开动率度量了设备短暂停机、空转、速度降低等项性能损失;合格品率度量了设备加工废品损失。
例1: 设某设备1天工作时间为8h, 班前计划停机20min, 故障停机20min, 更换产品型号设备调整40min, 产品的理论加工周期为0.5min/件, 实际加工周期为0.8min/件, 一天共加工产品400件, 有8件废品, 求这台设备的OEE。
计算:负荷时间 = 480-20 = 460 min开动时间 = 460 – 20 – 40 = 400 min时间开动率 = 400/460 = 87%速度开动率 = 0.5/0.8 = 62.5%净开动率 = 400×0.8/400 = 80%性能开动率 = 62.5%×80% = 50%合格品率 = (400-8)/400 = 98%于是得到 OEE = 87%×50%×98% = 42.6%。
OEE和TEEP损失分析OEE(Overall Equipment Efficiency)是一个用来评估机器设备综合效能的关键指标,它考虑了设备的开动率、性能效率和质量率。
OEE的计算公式为 OEE = 开动率× 性能效率× 质量率。
OEE为企业提供了评估设备有效利用程度的直观指标。
然而,OEE只是一个评估设备效率的综合指标,它无法直接识别设备效率低下的原因。
为了进一步识别设备效率低下的原因,可以使用TEEP(Total Effective Equipment Performance)损失分析。
TEEP是一个用来评估设备综合效能损失的指标。
它考虑了设备的可用率、性能效率和质量率,类似于OEE。
但是,TEEP还额外考虑了设备的生产计划干扰因素,即设备由于计划时间外的停机导致的产能损失。
TEEP的计算公式为 TEEP = 可用率× 性能效率× 质量率× 计划率。
使用TEEP损失分析,可以更好地识别设备效率低下的根本原因,以便采取相应的措施进行改进。
通过分析TEEP的组成部分,可以识别出具体的损失类型,比如设备故障导致的停机损失、设备速度降低导致的性能损失、设备产品不合格导致的质量损失等。
这样,管理者可以有针对性地采取措施,针对不同的损失类型进行改进,以提高设备的综合效能。
TEEP还可以帮助企业评估设备修复和保养计划的优先级。
通过分析TEEP的损失类型,可以确定哪些部分的改进会对综合效能产生最大的影响。
比如,如果设备故障导致的停机损失占总损失的很大比例,那么就应优先考虑设备维护计划的改进,以减少设备故障次数和停机时间。
如果设备性能损失较大,就需要优化设备的调整和校准过程,以提高设备的性能效率。
除了以上好处,使用TEEP损失分析还可以帮助企业实施持续改进的文化。
通过识别设备效率低下的根本原因,然后采取相应的改进措施,可以不断提高设备的效率和绩效。
这种持续改进的文化能够增强企业的竞争力,提高生产效率和质量水平,最终增加了企业的盈利能力。
OEE(Overall Equipment Effectiveness),即设备综合效率,其本质就是设备负荷时间内实际产量与理论产量的比值。
企业在进行OEE计算时常常遇到很多迷惑的问题,如工厂停水、停电、停气、停汽使设备不能工作,等待定单、等待排产计划、等待检查、等待上一道工序造成的停机,不知如何计算。
本文引入非设备因素停机的概念,修改了OEE的算法,使计算得到的OEE更能够真实反映设备维护的实际状况,让设备完全利用的情况由完全有效生产率这个指标来反映。
本文同时介绍了在不同情况下如何分析设备损失的PM分析流程。
1、 OEE表述和计算实例OEE= 时间开动率×性能开动率×合格品率其中,时间开动率 = 开动时间/负荷时间而,负荷时间 = 日历工作时间-计划停机时间开动时间 = 负荷时间–故障停机时间–设备调整初始化时间性能开动率 = 净开动率×速度开动率而,净开动率 = 加工数量×实际加工周期/开动时间速度开动率 = 理论加工周期/实际加工周期合格品率 = 合格品数量/ 加工数量在OEE公式里,时间开动率反映了设备的时间利用情况;性能开动率反映了设备的性能发挥情况;而合格品率则反映了设备的有效工作情况。
反过来,时间开动率度量了设备的故障、调整等项停机损失,性能开动率度量了设备短暂停机、空转、速度降低等项性能损失;合格品率度量了设备加工废品损失。
OEE还有另一种表述方法,更适用于流动生产线的评估, 即OEE= 时间开动率×性能开动率×合格品率而,时间开动率 = 开动时间/计划利用时间而,计划利用时间 = 日历工作时间-计划停机时间开动时间 = 计划利用时间–非计划停机时间性能开动率 = 完成的节拍数/计划节拍数其中,计划节拍数 = 开动时间/标准节拍时间合格品率 = 合格品数量/加工数量这与前述的OEE公式实际上是同一的。
计算:停机时间 = 115+12 = 127 min计划开动时间 = 910 – 127 = 783 min时间开动率 = 783/910 = 86%计划节拍数 = 开动时间/标准节拍时间 = 783/3 = 261性能开动率 = 203/261 = 77.7%合格品率 = 一次合格品数/完成产品数 = 152/203 = 74.9%于是得到 OEE = 86% ×77.7%×74.9% = 50%2、 OEE的实质如果追究OEE的本质内涵,其实就是计算周期内用于加工的理论时间和负荷时间的百分比。