ASM 自动焊线机器介绍Au wire bonding process参考文档
- 格式:ppt
- 大小:18.75 MB
- 文档页数:153

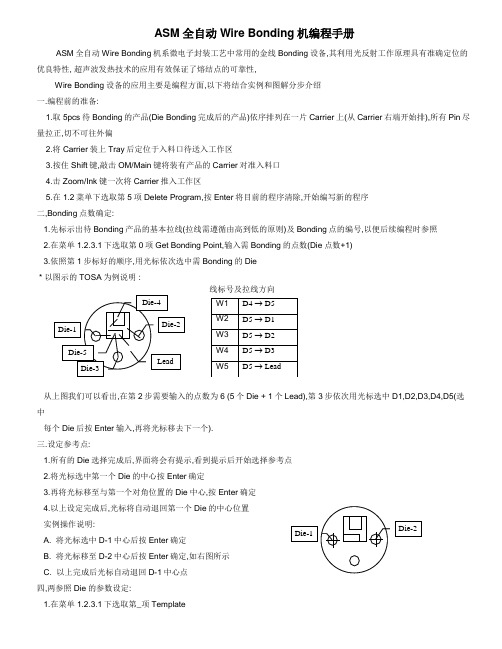
ASM 全自动Wire Bonding 机编程手册ASM 全自动Wire Bonding 机系微电子封装工艺中常用的金线Bonding 设备,其利用光反射工作原理具有准确定位的优良特性, 超声波发热技术的应用有效保证了熔结点的可靠性,Wire Bonding 设备的应用主要是编程方面,以下将结合实例和图解分步介绍 一.编程前的准备:1.取5pcs 待Bonding 的产品(Die Bonding 完成后的产品)依序排列在一片Carrier 上(从Carrier 右端开始排),所有Pin 尽量拉正,切不可往外偏2.将Carrier 装上Tray 后定位于入料口待送入工作区3.按住Shift 键,敲击OM/Main 键将装有产品的Carrier 对准入料口4.击Zoom/Ink 键一次将Carrier 推入工作区5.在1.2菜单下选取第5项Delete Program,按Enter 将目前的程序清除,开始编写新的程序 二,Bonding 点数确定:1.先标示出待Bonding 产品的基本拉线(拉线需遵循由高到低的原则)及Bonding 点的编号,以便后续编程时参照2.在菜单1.2.3.1下选取第0项Get Bonding Point,输入需Bonding 的点数(Die 点数+1) 3.依照第1步标好的顺序,用光标依次选中需Bonding 的Die * 以图示的TOSA 为例说明 :从上图我们可以看出,在第2步需要输入的点数为6 (5个Die + 1个Lead),第3步依次用光标选中D1,D2,D3,D4,D5(选中每个Die 后按Enter 输入,再将光标移去下一个). 三.设定参考点:1.所有的Die 选择完成后,界面将会有提示,看到提示后开始选择参考点2.将光标选中第一个Die 的中心按Enter 确定3.再将光标移至与第一个对角位置的Die 中心,按Enter 确定4.以上设定完成后,光标将自动退回第一个Die 的中心位置 实例操作说明:A. 将光标选中D-1中心后按Enter 确定B. 将光标移至D-2中心后按Enter 确定,如右图所示C. 以上完成后光标自动退回D-1中心点 四,两参照Die 的参数设定:1.在菜单1.2.3.1下选取第_项Template线标号及拉线方向2.通过调整” ←↑ ↓→”键,使光标将第一个Die 刚好完全框住后按Enter 键输入(开始设定D-1的第1个参考点)3.接下来是设定第一个Die 的寻找区域,同样是通过调整” ←↑ ↓→”键,使光标圈定第一个Die 以及周边的一定区域后按 Enter 键输入4.此时我们能看到一个黑白十分分明的图面,将菜单进入第_项Adjust Image 通过调整第1项(同轴光)和第3项(侧光)来设定黑白对比度,直至黑白相当明显后按Enter 存储图片5.以同样方式设定第一个Die 的第2个参考点(因PIN 的面积较少,两参照点可重叠在一点)6.第一个参照Die 两参考点设定好后,光标将自动跳至下一个参照Die 的中心点位置7.再以同样方式设定好第二个参照Die 的参数,到此两参照Die 参数设定完成 实例操作说明:A. 在菜单1.2.3.1下选取第_项TemplateB. 两对角点描出一个四边区域刚好圈住整个Die-1后按Enter(设定D-1的第1个参考点)C. 再将Template 后的参数设定为11,再圈定合适区域选取D-1的寻找区域D. 按Enter 后出现黑白明显的图面,调第1和第3项将黑白对比度调至适度E. 按Enter 存储图片F. 以同样方式设定好D-1的第2个参考点G. D-1的两参考点设定好后,光标自动跳到D-2的中心点,以同样方式设定好D-2的两参考点即可 图示说明:Die-1参数设定过程(图一~图三为第1个参考点设定,图四~图六为第2个参考点设定)Die-2参数设定过程(图一~图三为第1个参考点设定,图四~图六为第2个参考点设定)五.所有Die 的参数设定:1.两参照Die 的参数设定好后,光标自动回到第一个Die 的中心点,准备开始所有Die 的参数设定2.和第四步同样的方法先在菜单1.2.3.1下选取第_项Template,将第一个Die 全部圈住(开始设定第1个参考点) 3.将Template 后的参数设定为11后在第一个Die 周边圈取适当的寻找范围,按Enter 后开始设定第一个Die 的第2个参考点,方法同上4.方式可分别设定所有Die 的参数,此处特别要说明的是并非所有的Die 两参考点都可选在同一位置,如果Die 是PIN 的话,图-01 图-06图-05 图-04 图-03 图-02 图-07 图-12图-11 图-10 图-09 图-08两参考点选同一位置就可能了,但对于需Bonding 好几条金线的Sub-Mount 则需要将这两个参考点选在对角位置会比 较合适些, 实例操作说明:A. 在菜单1.2.3.1下选取第_项TemplateB. 两对角点描出一个四边区域刚好圈住整个Die-1后按Enter(设定D-1的第1个参考点)C. 再将Template 后的参数设定为11,再圈定合适区域选取D-1的寻找区域D. 按Enter 存储图片E. 以同样方式设定好D-1的第2个参考点F. D-1的两参考点设定好后,光标自动跳到D-2的中心点,以同样方式设定好D-2的两参考点即可G. 同样方法设定好D3,D4H. 对于D5,因有较多的Bonding 点,所有我们通常是选取其需Bonding 区域的对角点作为参考点,方法同上,如图示六.设定Wire 走线:1.将2,3,9菜单下的第4项PR Support Mode 设定为None,并确认第1项Teach&Bond 为Disable, 2.选取2.3.9菜单下的第0项Get Bond Point 后按Enter 确认3.先确定第一条线的起始点,通过2.3.9菜单下的第2项Change Bond On 选取点的特性(Die,Lead,GND),如选取的是Die,则需再输入Die 的编号,选好后移动光标至所需Bonding 的具体位置4.再确定第一条线的终止点,和第3步同样方法设定好点的特性后将光标移至需Bonding 位置按Enter,第一条线设定完成5.同样方法依次设定其他走线 实例操作说明:A 将2.3.9菜单下的第4项PR Support Mode 设定为None,并确认第1项Teach&Bond 为Disable,B 选取2.3.9菜单下的第0项Get Bond Point 后按Enter 确认C 进入2.3.9菜单下的第2项Change Bond On,按”B ”(选取Die)后输入”4”D 将光标在D-4上选取需要Bonding 的具体位置后按Enter 确认E 同样选取2.3.9菜单下的第2项Change Bond On,按”B ”(选取Die)后输入”5”F 将光标在D-4上选取需要Bonding 的具体位置后按Enter 确认,这样第一条线就设定好了G 依据先前设定好拉线顺序,同样方法将所有走线设定完成,设定点时需观察界面提示,如为所需的点则无需再选2.3.9.2切换 七.工作组Copy:1.将菜单2下的第2项Step &Repeat 设定为Matrix2.输入row 参数为1(行数,此设备已限定为1行,输入cols 参数为5(,单个工作组列数,可依据所需选择,一般选取5)3.选取第一个制品的某一特性部位(一般选D-1)作为参考点,移动光标,选取第二个制品的同样部位并按Enter 确认4.选好第二个产品的参照点并按Enter 后,光标将自动移动到最后一个(第5个)制品的相同部位附件,将光标微调至最后一个产品的相同部位后按Enter确认,5.三个参考点选择完成后系统将自动在界面上演示取货过程,按Stop两次退出实例操作说明:A 将菜单2下的第2项Step &Repeat设定为MatrixB 输入row参数为1,输入cols参数为5C 选取第一个制品的D-1中心作为参考点,移动光标,选取第二个制品的D-1中心点并按Enter确认,待光标自动移至第五个制品D-1中心点附件时,微调光标将光标对准中心点按Enter确认,然后按两次Stop推出八.Bonding高度调整:1.滚动滑鼠将光标移回第一个制品.2.选取菜单1.3下的第2项Refer Parameter并按Enter进入Bonding高度确认界面3.依据界面提示由上至下选取Die及Lead的Bonding高度,具体方法是,先通过”↑↓”键选取待设定的点,后按Enter,光标将自动移动到所选定的点上,确认位置没有问题时按Enter确认,如有偏差将光标移动到位后再按Enter确定.4.设定完成后按Stop退出设定界面进入主界面实例操作说明:A. 滚动滑鼠将光标移回第一个制品.B. 选取菜单1.3下的第2项Refer Parameter并按Enter进入Bonding高度确认界面C. 按Enter后光标自动选定D-1的中心,确认OK后按Enter确认,D. 点击”↓”键选取D-2后按Enter,光标自动选定D-2中心,确认OK后按Enter确认E. 同样方法适当好D-3,D-4,D-5F. 设定好D-5后点击”↓”键选取Lead按Enter,将光标移到Header上任意位置后按Enter确认,全部设定完成后按Stop回到主界面九.线形设定:1.选取菜单1.4的第3项Loop Group Frpe后按Enter进入线性设定界面2.参照附件中的线形,依据实际的状况依次选取适当的线形,因以建立好线性库,只须输入相应的字母即可3.设定完成后按Stop退出设定界面进入主界面实例操作说明:A 选取菜单1.4的第3项Loop Group Frpe后按Enter进入线性设定界面B 因W1属MPD→SM,所以在第栏中输入E; W2属SM→PIN, 所以在第栏中输入I; W3属SM→PIN, 所以在第栏中输入I; W4属SM→PIN, 所以在第栏中输入I; W5属SM→Header, 所以在第栏中输入C;C所有五条线形都设定完成后按Stop退回主界面十,程序存盘:1,将菜单选取1.9.0的第0项Save Bond Program,按Enter进入2.用” ←↑ ↓→”键选取所需的字母组成文件名后按Enter键将所编写的程序存盘附录一:线形代码一览表。

文件编号WI-P-016 生效日期2010-01-20文件名称ASM焊线机操作指导书与保养规范文件版次A/0页码第1 页,共 6 页1 目的:规范生产作业,提高生产效率及产品品质.2 范围:焊线站操作人员.3 职责3.1 设备部:制定及修改此作业指导书.3.2 生产部:按照此作业指导书作业.3.3 品质部:监督生产作业是否按作业指导书之要求作业.4 参考文件《ihawk 自动焊线机操作指导书》《ihawk 自动焊线机保养手册》5 作业内容5.1 开机与机台运行5.1.1 打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2 机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop 看BQM第二点的校正信息,再按Stop 键退出,等待热板升到设定的温度,开机完毕.5.1.3 装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4 装金线,揭开Wire Spool 面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5 把金线绕过Tensional Bar (线盘)下面,把金线的前端拉直并按THREAD WIR打E开Air TensionerA (真空拉紧器)之吸气把金线穿过去.5.1.6 按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7 用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8 按一下Dmmybd键,然后把焊头移到PCB位置,再按 4 把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9 测量焊针高度:按Inx 键出现Sure to index LF? 再按A键将材料送到焊线区,进入主菜单parameter 再进入Reference Parameter 测量PCB(Lead)和晶片(Die)和高度.5.1.10 在Auto 菜单中选择 1 start single bond 按Enter 搜索PR,等搜索完P R停下来时按1 焊一根线看是否正常,按0 开始自动焊线作业.5.2 型号更换与编程5.2.1 调程序5.2.1.1 选择菜单1MAIN→9 Disk utilities →0Hurd Disk program →1 load Bondprogram 选择相应的程序,出现sure to load program? 按A确定,出现sure toload WH date ? 后按B确定,出现Change Top plate W-Clamp ,, stop to about后换上相对应的底板与压板后按Enter.5.2.1.2 删除原有程序:进入菜单Teach→Delete Pragram 把原来的程序删除掉.5.2.2 编写程序5.2.2.1 进入Teach→Teach Program 教读一个新程序1)教读手动对点:在TeachAligmment 菜单输入2(只有 1 Die 时)并按Enter 编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
A S M自动焊线机培训 YKK standardization office【 YKK5AB- YKK08- YKK2C- YKK18】自动焊线机培训目录一、键盘功能简介:2、常用按键功能简介:数字0—9 进行数据组合之输入移动菜单上下左右之光标Wire Feed 金线轮开关 Thread Wire 导线管真空开关Shift 上档键 Wc Lmp 线夹开关Shift+Pan Lgt 工作台灯光开关 EFO 打火烧球键Inx 支架输送一单元 Shift+IM↑左料盒步进一格Main 直接切至主目录 Shift+IM↓左料盒步退一格Shift+IM HM 换左边料盒 Shift+OM↑右料盒步进一格Shift+O M↓右料盒步退一格 Ed Loop 切换至修改线弧目录Shift+OM HM 换右边料盒 Chg Cap 换瓷咀Shift+Clr Tk 清除轨道 Bond 直接进入自动作业画面Dm Bnd 切线 Del. 删除键Stop 退出/停止键 Enter 确认键Shift+Ctct Sr 做瓷咀高度 Ld Pgm 调用焊线程序二、主菜单(MAIN )介绍:0.SETUP MENU (设定菜单) 1.TEACH MENU (编程菜单) 2.AUTO BOND (自动焊线) 3.PARAMETER (参数) 4.WIRE PARAMETER (焊线参数) 5.SHOW STATISTICS (显示统计资料) 6.WH MENU (工作台菜单) 7.WH UTILITY (工作台程序) 8.UTILITY (程序)9.DISK UTILITY (磁盘程序)三、机台的基本调整 1、编程:当在磁盘程序〈DISK UTILITIES 〉中,无法找到所需适用的程序时,就必须重新建立新的程序,在新编程序之前必须将原用程序清除掉(在MAIN ———— Program ——A ——STOP ),方可建立新程序。
新程序设定是在MAIN —— —— Program 中进行,其主要步骤如下:①.设置参考点(对点):MAIN ——TEACH —— program——1.Teach Alignment ——Enter——设单晶2个点,双晶3个点②.编辑图像黑白对比度〈做PR〉:用上下箭头调节亮度时,其中的1234表示(1:threshold阈值,2:CDax直射光,3:side侧光,4:B_cax混合光)其中我们只调整第2和第3项的直射光和侧光即可。