钢材焊接力学性能试验记录表
- 格式:doc
- 大小:44.50 KB
- 文档页数:1
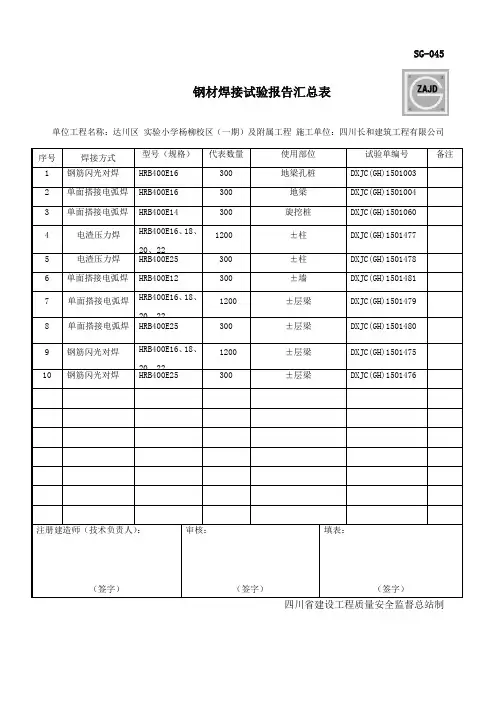
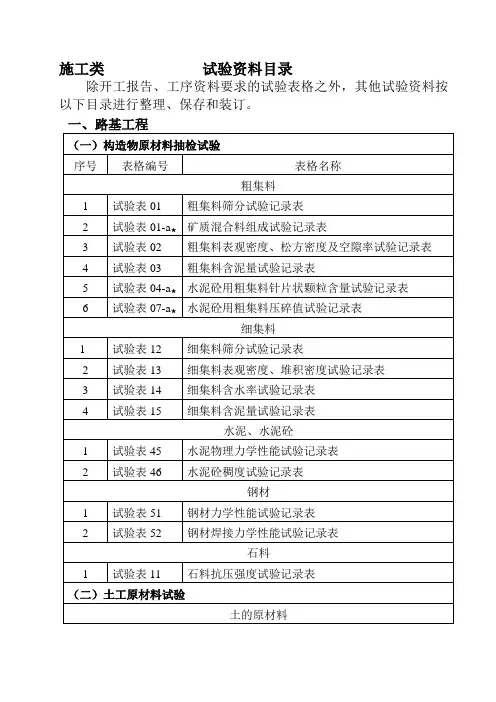
SG-045
钢材焊接试验报告汇总表
单位工程名称:达川区实验小学杨柳校区(一期)及附属工程施工单位:四川长和建筑工程有限公司
序号焊接方式型号(规格)代表数量使用部位试验单编号备注1钢筋闪光对焊HRB400E16300地梁孔桩DXJC(GH)1501003
2单面搭接电弧焊HRB400E16300地梁DXJC(GH)1501004
3单面搭接电弧焊HRB400E14 300旋挖桩DXJC(GH)1501060
4电渣压力焊HRB400E16、18、
20、22 1200±柱DXJC(GH)1501477
5电渣压力焊HRB400E25300±柱DXJC(GH)1501478 6单面搭接电弧焊HRB400E12300±墙DXJC(GH)1501481 7单面搭接电弧焊HRB400E16、18、
20、22
1200±层梁DXJC(GH)1501479 8单面搭接电弧焊HRB400E25 300±层梁DXJC(GH)1501480
9钢筋闪光对焊HRB400E16、18、
20、22 1200±层梁DXJC(GH)1501475
10钢筋闪光对焊HRB400E25 300±层梁DXJC(GH)1501476
注册建造师(技术负责人):
(签字)审核:
(签字)
填表:
(签字)。
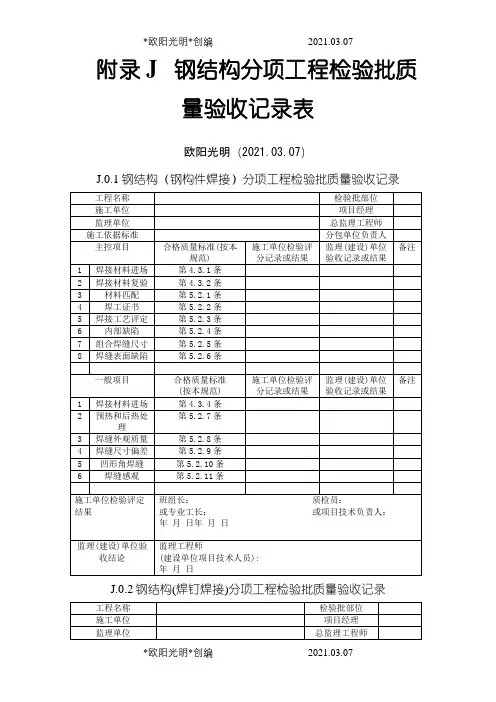
附录J 钢结构分项工程检验批质
量验收记录表
欧阳光明(2021.03.07)
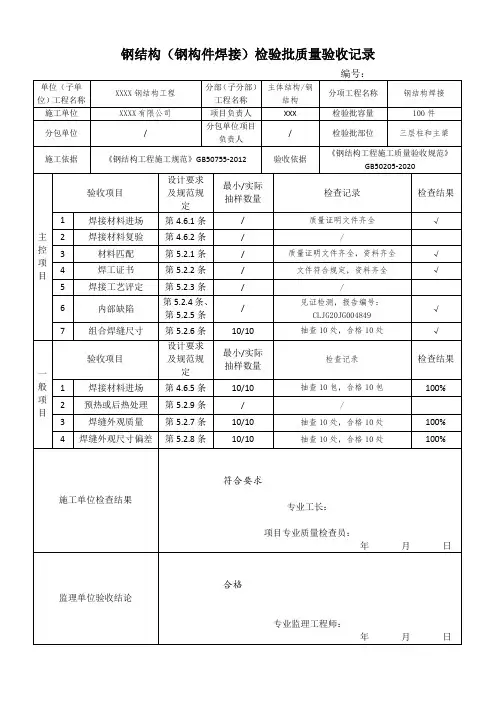
J.0.1钢结构(钢构件焊接)分项工程检验批质量验收记录
J.0.2钢结构(焊钉焊接)分项工程检验批质量验收记录
J.0.3钢结构(普通紧固件连接)分项工程检验批质量验收记录
J.0.4钢结构(高强度螺栓连接)分项工程检验批质量验收记录
J.0.5钢结构(零件及部部件加工)分项工程检验批质量验收记录
J.0.6钢结构(构件组装)分项工程检验批质量验收记录
J.0.7钢结构(预拼装)分项工程检验批质量验收记录
J.0.8钢结构(单层结构安装)分项工程检验批质量验收记录
表J.0.9钢结构(多层结构安装)分项工程检验批质量验收记录
J.0.10钢结构(网架结构安装)分项工程检验批质量验收记录
J.0.11钢结构(压型金属板)分项工程检验批质量验收记录
J.0.12钢结构(防腐涂料涂装)分项工程检验批质量验收记录
J.0.13钢结构(防火涂料涂装)分项工程检验批质量验收记录。
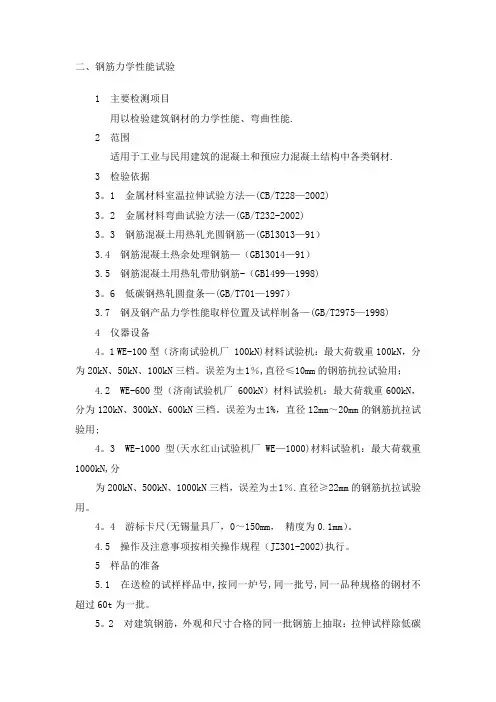
二、钢筋力学性能试验1 主要检测项目用以检验建筑钢材的力学性能、弯曲性能.2 范围适用于工业与民用建筑的混凝土和预应力混凝土结构中各类钢材.3 检验依据3。
1 金属材料室温拉伸试验方法—(CB/T228—2002)3。
2 金属材料弯曲试验方法—(GB/T232-2002)3。
3 钢筋混凝土用热轧光圆钢筋—(GBl3013—91)3.4 钢筋混凝土热余处理钢筋—(GBl3014—91)3.5 钢筋混凝土用热轧带肋钢筋-(GBl499—1998)3。
6 低碳钢热轧圆盘条—(GB/T701—1997)3.7 钢及钢产品力学性能取样位置及试样制备—(GB/T2975—1998)4 仪器设备4。
1 WE-100型(济南试验机厂 100kN)材料试验机:最大荷载重100kN,分为20kN、50kN、100kN三档。
误差为±1%,直径≤10mm的钢筋抗拉试验用;4.2 WE-600型(济南试验机厂 600kN)材料试验机:最大荷载重600kN,分为120kN、300kN、600kN三档。
误差为±1%,直径12mm~20mm的钢筋抗拉试验用;4。
3 WE-1000型(天水红山试验机厂WE—1000)材料试验机:最大荷载重1000kN,分为200kN、500kN、1000kN三档,误差为±1%.直径≥22mm的钢筋抗拉试验用。
4。
4 游标卡尺(无锡量具厂,0~150mm,精度为0.1mm)。
4.5 操作及注意事项按相关操作规程(JZ301-2002)执行。
5 样品的准备5.1 在送检的试样样品中,按同一炉号,同一批号,同一品种规格的钢材不超过60t为一批。
5。
2 对建筑钢筋,外观和尺寸合格的同一批钢筋上抽取:拉伸试样除低碳热轧圆盘条1根,其余钢筋都拉2根,长度500mm左右;冷弯试样2根,长度(300—350)mm左右。
6 工作环境温度为检测室内的自然环境,温度10~35℃,湿度为室内自然湿度,地面清洁干净,无杂物.7 弯曲试验7。
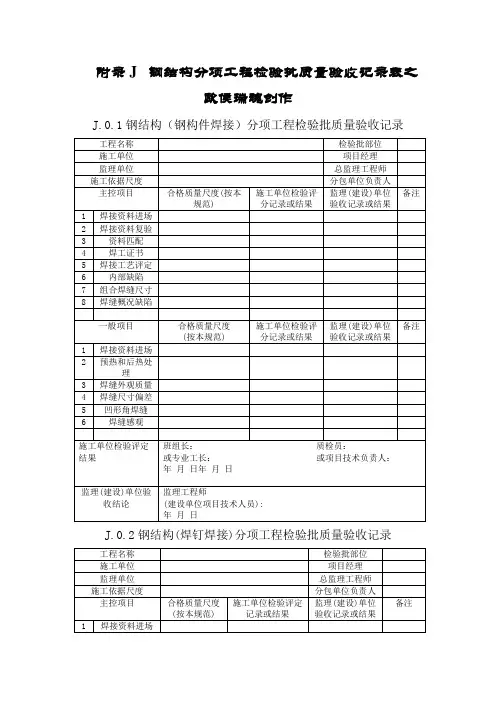
附录J 钢结构分项工程检验批质量验收记录表之
欧侯瑞魂创作
J.0.1钢结构(钢构件焊接)分项工程检验批质量验收记录
J.0.2钢结构(焊钉焊接)分项工程检验批质量验收记录
J.0.3钢结构(普通紧固件连接)分项工程检验批质量验收记录
J.0.4钢结构(高强度螺栓连接)分项工程检验批质量验收记录
J.0.5钢结构(零件及部部件加工)分项工程检验批质量验收记
录
J.0.6钢结构(构件组装)分项工程检验批质量验收记录
J.0.7钢结构(预拼装)分项工程检验批质量验收记录
J.0.8钢结构(单层结构装置)分项工程检验批质量验收记录
表J.0.9钢结构(多层结构装置)分项工程检验批质量验收记录
J.0.10钢结构(网架结构装置)分项工程检验批质量验收记录
J.0.11钢结构(压型金属板)分项工程检验批质量验收记录
J.0.12钢结构(防腐涂料涂装)分项工程检验批质量验收记录
J.0.13钢结构(防火涂料涂装)分项工程检验批质量验收记录。
钢结构(钢构件焊接)分项工程检验批质量验收记录
二.钢结构(焊钉焊接)分项工程检验批质量验收记录
三.钢结构(普通紧固件连接)分项工程检验批质量验收记录
四.钢结构(高强度螺栓连接)分项工程检验批质量验收记录
五.钢结构(零件及部件加工)分项工程检验批质量验收记录
监理工程师:
(建设单位项目技术人员): 年月曰六.钢结构(构件组装)分项工程检验批质量验收记录
论监理工程师:
(建设单位项目技术人员)年月日七.钢结构(预拼装)分项工程检验批质量验收记录
八.钢结构(单层结构安装)分项工程检验批质量验收记录
九.钢结构(多层结构安装)分项工程检验批质量验收记录
十.钢结构(网架结构安装)分项工程检验批质量验收记录
卜一钢结构(压型金属板)分项工程检验批质量验收记录
十二钢结构(防腐涂料涂装)分项工程检验批质量验收记录
十三钢结构(防火涂料涂装)分项工程检验批质量验收记录。
Q460C高强钢焊接关键技术研究试验资料一、原材料复检及可焊性分析1试验目的对原材料力学性能进行检验,对Q460C热轧及控扎钢材可焊性进行分析。
2原材料本次试验选择板厚12mm的Q460C热轧及控扎钢板,采用山西太钢不锈钢股份有限公司(Q460C)热轧钢板,中普(邯郸)钢铁股份有限公司(Q460C)控轧钢板,质量证明书如下所示:3试验方案在本次使用的钢板上取样进行材料复检时,根据标准要求:每种板(热轧和控扎)上取1个化学成分试样;1个拉伸试样;1个弯曲试样;3个冲击试样。
取样完成后,分别加工至试验所需的尺寸,然后进行相应的化学成分试验和力学性能试验。
4试验过程及结果1)试验设备设备名称:液压伺服万能材料试验机设备型号:WAW-1000C设备名称:冲击试验机设备型号:JB-300B设备名称:冲击试验低温槽设备型号:DWC-404)碳当量计算按照GB/T1591-2018规定:碳当量( CEV )由熔炼分析成分按式( 1 )计算:CEV(%)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu )/15式( 1 )热轧板碳当量计算:CEV(%)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu )/15= 0.143+1.455/6+(0.206+0.0001+0.0001)/5+(0.018+0.023 )/15=0.45当热机械轧制钢的碳含量不大于 0.12% 时,宜采用焊接裂纹敏感性指数( Pcm )代替碳当量评估钢材的可焊性,焊接裂纹敏感指数( Pcm )由熔炼分析成分按式( 2 )计算:Pcm(%) =C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B式(2 )碳含量低于0.12%,采用焊接裂纹敏感性指数( Pcm )代替碳当量评估钢材的可焊性控扎板焊接裂纹敏感指数计算二、熔敷金属试验1试验目的验证焊接材料力学性能。
2原材料本次试验采用气体保护焊(GMAW)和埋弧焊(SAW)两种焊接方式。
.
.
SG-045 钢材焊接试验报告汇总表
单位工程名称:达川区实验小学杨柳校区(一期)及附属工程施工单位:四川长和建筑工程有限公司序号焊接方式型号(规格)代表数量使用部位试验单编号备注
1 钢筋闪光对焊HRB400E16 300 地梁孔桩DXJC(GH)1501003
2 单面搭接电弧焊HRB400E16 300 地梁DXJC(GH)1501004
3 单面搭接电弧焊HRB400E1
4 300 旋挖桩DXJC(GH)1501060
4 电渣压力焊HRB400E16、
18、20、22
1200 -5.1---±0.000柱DXJC(GH)1501477
5 电渣压力焊HRB400E25 300 -5.1---±0.000柱DXJC(GH)1501478
6 单面搭接电弧焊HRB400E12 300 -5.1---±0.000墙DXJC(GH)1501481
7 单面搭接电弧焊HRB400E16、
18、20、22
1200 -5.1---±0.000层梁DXJC(GH)1501479
8 单面搭接电弧焊HRB400E25 300 -5.1---±0.000层梁DXJC(GH)1501480
9 钢筋闪光对焊HRB400E16、
18、20、22
1200 -5.1---±0.000层梁DXJC(GH)1501475
10 钢筋闪光对焊HRB400E25 300 -5.1---±0.000层梁DXJC(GH)1501476
注册建造师(技术负责人):
(签字)审核:
(签字)
填表:
(签字)。
钢材(焊接、连接件)物理试验1、目的实验员准确、科学的检测钢筋混凝土用钢材的屈服强度、抗拉强度、伸长率、弯曲变形性能及反向弯曲变形性能来判定该钢材是否合格。
2、适用范围本程序适用于本实验室检测人员在钢材(焊接件)试验中对来样的识别、处置、试验及相关应用标准的使用等管理。
3、职责1)检测人员必须为持证上岗人员,试验工必须在相关监督员的监督下才可操作。
2)负责对来样的完整性和对应于检测要求的适宜性进行检查。
3)严格按照所检样品的技术标准,选择适宜的机器和相应的操作规程。
4)做好试验原始记录,对试验数据的科学性、准确性负责,对不合格品及时填写不合格品通知单,上报室质量负责人,通知相关单位。
5)严格按操作规程使用仪器、设备,做好机器维护保养6)工作,认真填写运行记录。
7)严格执行安全制度,做到文明检验,离岗时,检查水电源,防止事故的发生。
8)认真钻研业务,及时学习新标准、新技术不断提高水平。
因个人的工作失误,造成的质量问题,给实验室带来不良影响,视情节轻重,给予行政处分或送交司法部门。
4、引用标准a、钢筋混凝土用热轧光圆钢筋GB1499.1-2008b、钢筋混凝土用热轧带肋钢筋GB1499. 2-2007c、金属拉伸试验方法GB/T288-2010d、混凝土结构工程施工质量验收规范GB50207-2002e、钢筋焊接接头试验方法标准JGJ/T27-2012f、冷轧带肋钢筋混凝土结构技术规程JGJ95-955、检验项目一:钢筋原材(一)钢筋原材取样新进钢材依据《钢筋混凝土用钢第1部分:热轧光圆钢筋》GB 1499.1-2008和《钢筋混凝土用钢第2部分:热轧带肋钢筋》GB 1499.2-2008,进行弯曲、拉伸试验检测、重量偏差。
最大力下总伸长率。
牌号有HPB、HRB两种。
按照同一批量、同一规格、同一炉号、同一出厂日期、同一交货状态的钢筋,每批重量不大于60t为一检验批,超过60t的部分,每增加40t (或不足40t的余数),增加一个拉伸和弯曲试验试样。
钢材(焊接、连接件)物理试验1、目的实验员准确、科学的检测钢筋混凝土用钢材的屈服强度、抗拉强度、伸长率、弯曲变形性能及反向弯曲变形性能来判定该钢材是否合格。
2、适用范围本程序适用于本实验室检测人员在钢材(焊接件)试验中对来样的识别、处置、试验及相关应用标准的使用等管理。
3、职责1)检测人员必须为持证上岗人员,试验工必须在相关监督员的监督下才可操作。
2)负责对来样的完整性和对应于检测要求的适宜性进行检查。
3)严格按照所检样品的技术标准,选择适宜的机器和相应的操作规程。
4)做好试验原始记录,对试验数据的科学性、准确性负责,对不合格品及时填写不合格品通知单,上报室质量负责人,通知相关单位。
5)严格按操作规程使用仪器、设备,做好机器维护保养6)工作,认真填写运行记录。
7)严格执行安全制度,做到文明检验,离岗时,检查水电源,防止事故的发生。
8)认真钻研业务,及时学习新标准、新技术不断提高水平。
因个人的工作失误,造成的质量问题,给实验室带来不良影响,视情节轻重,给予行政处分或送交司法部门。
4、引用标准a、钢筋混凝土用热轧光圆钢筋GB1499.1-2008b、钢筋混凝土用热轧带肋钢筋GB1499.2-2007c、金属拉伸试验方法GB/T288-2010d、混凝土结构工程施工质量验收规范GB50207-2002e、钢筋焊接接头试验方法标准JGJ/T27-2012f、冷轧带肋钢筋混凝土结构技术规程JGJ95-955、检验项目一:钢筋原材(一)钢筋原材取样新进钢材依据《钢筋混凝土用钢第1部分:热轧光圆钢筋》GB 1499.1-2008和《钢筋混凝土用钢第2部分:热轧带肋钢筋》GB 1499.2-2008,进行弯曲、拉伸试验检测、重量偏差。
最大力下总伸长率。
牌号有HPB、HRB两种。
按照同一批量、同一规格、同一炉号、同一出厂日期、同一交货状态的钢筋,每批重量不大于60t为一检验批,超过60t的部分,每增加40t(或不足40t的余数),增加一个拉伸和弯曲试验试样。
建筑钢材力学性能试验作业指导书1.适用范围本作业指导书适用于常用建筑钢材的物理力学力学性能试验和钢筋焊接接头机械性能试验。
2.执行标准《金属拉伸试验方法》GB228—1987《金属弯曲试验方法》GB232—1999《钢筋焊接接头试验方法标准》JGJ/T27—2001《钢筋焊接及验收规范》JGJ18—963.拉伸试验3.1常用符号及定义1)平行长度Lc: 试样两头部或两夹持部分(不带头试样)之间的平行长度;2)试样标距: 拉件试验过程中以测量试样伸长度;3)原始标距LO: 实验前的标距;4)断后标距L1: 试样拉断后, 断裂部分断裂处对接在一起。
使其轴线位于同一直线上时的标距;5)规定非比例伸长应力δp: 试样标距部分的非比例伸长达到规定的原始标距百分比时的应力, 表示此应力的符号应附以叫注说明, 例如σp0.2.σp0.01等分别表示规定非比例伸长率为0.2%和0.01%时的应力;6)规定的残余伸长应力δr: 试样卸除拉伸力后, 其标距部分的残余伸长达到规定的原始标距百分比时的应力。
表示次应力的符号应附以角注说明, 例如σr0.2表示规定残余伸长里女为0.2%时的应力;7)屈服点σs:呈现屈服现象的金属才力哦啊, 试样在实验过程中力增加(保持恒定)仍能继续伸长时的应力。
如力发生下降, 应区分上、下屈服点;8)F屈服点—σsL: 当不计初始瞬间时效应时屈服阶段中的最小应力;9)抗拉强度σb: 试样拉断过程中最大力所对应的应力;10)断后伸长率δ:试样拉断后, 标距的伸长与原始标距的百分比;11)So: 试样原始横截面积;12)Fsl: 下屈服点力;13)Fb: 最大力。
3.2试样横截面积1)试样原始横截面积的测定。
①矩形试样横截面尺寸(宽度和厚度)应在标距和两端及中间处测量, 选用三处测量横截面积中最小值。
②测量试样原始横截面尺寸的量具应满足表3.2-1要求。
表3.2-1③试样原始横截面积的计算值修约到三为有效数字, 修约方法按GB8170-1987执行。