Y453,Y455桥塞
- 格式:doc
- 大小:50.00 KB
- 文档页数:4
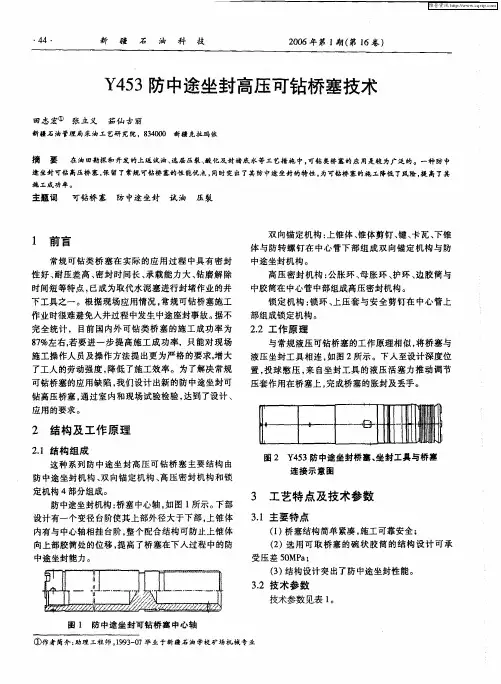
Y455桥塞试验方案一、工具结构及工作原理简介Y455桥塞是一种双卡瓦、下工具座封和解封的可取式桥塞。
它具有承受上、下压差高,座封、解封可靠等特点。
Y455可取式桥塞,主要由坐封机构、解封机构、密封机构(胶筒、密封总成等)组成。
主要应用于机械卡堵水、压裂酸化等工艺管柱中。
座封过程:将座封工具与Y455桥塞通过释放螺栓连接,从油管打压,当压力升高到一定值时,剪断座封工具上液缸的剪钉,继续打压,座封工具适配套作用在Y455桥塞的中心管锁环套,推动它以下的部件整体下移,下卡瓦先咬死套管壁,继续下移,压缩胶筒,胶筒压缩好后,继续打压,上卡瓦咬死套管壁,由于无法再下移,零件释放螺栓实际受到一个向上的力,直到将螺栓拉断,完成座封。
解封过程:下入Y455桥塞打捞工具,剪断平衡套上的剪钉,将平衡套向下推移,当下移至与上中心管衬套上的平衡孔对准时,Y455桥塞内外压力平衡;上提桥塞打捞工具,使打捞工具的卡爪勾住桥塞释放套,并带动上中心管衬套一起上移,上中心管衬套带动下中心管,下中心管上移带动中心管,同理,中心管再带动支撑套上移,支撑套再带动卡瓦环上移,从而使下卡瓦收回,再依次是上卡瓦及胶筒恢复,完成解封。
二、试验目的1.验证该工具的丢手性能;2.掌握该工具的丢手压力;3.验证该工具的承压密封性能;4.掌握该工具的解封力。
三、试验原理Y455桥塞地面试验可在“井下工具试验架”上进行。
将桥塞与座封工具连接好后再同“井下工具试验架”的专用试压短节连接,将连接好的工具串送入试验架上的套管内并上好套管上接头。
试压短节上的中心管进水口可提供桥塞座封的压力通道,套管上下进水口可分别提供验证该工具上下压差的压力通道。
“井下工具试验架”上的液压动力装置可为桥塞丢手、解封提供动力。
四、试验步骤1.工具连接将桥塞与座封工具连好,将连接好的工具串送入试验架上的套管内并上好套管上接头,连好试验管线。
2.桥塞坐封:从中心管打压,坐封桥塞,做好试验记录,验证桥塞的释放套释放压力:继续打压,记录压力值直到试压泵压力降为零,做好试验记录。
DocumentNumber Date Language TitleASME B31.1-2004版动力管道ASME B31.3-2004版工艺管道ASME规范压力管道及管件B31、B16系列标准(上册)含5个标准1.ASME B31.4-1998版液态烃和其他液体管线输送系统2.ASME B31.5-1992(R1994) 制冷管道3.ASME B31.8-1999版输气和配气管道系统4.ASME B31.9-1996版建筑管道规范5.ASME B31.11a-1989(R1998)版浆液输送管道系统ASME B31G-1991版确定已腐蚀管线剩余强度的手册(对ASME B31压力管道规范的补充文件)ASME规范压力管道及管件B31、B16系列标准(下册)含10个标准1.ASME B16.1-1998版铸铁管法兰和法兰管件(25、125和250磅级)2.ASME B16.3-1998版可锻铸铁螺纹管件(150和300磅级)3.ASME B16.4-1998版灰铸铁螺纹管件(125和250磅级)4.ASME B16.9-1993版工厂制造的锻钢对焊管件5.ASME B16.10-1992版阀门的面至面和端至端尺寸6.ASME B16.11-1996版承插焊式和螺纹式锻造管件7.ASME B16.14-1991版钢铁管螺纹管堵、内外螺丝和锁紧螺母8.ASME B16.28-1994版锻轧钢制对接焊小弯头半径弯头和180度弯头9.ASME B18.2.1a-1999版方头及六角头螺栓和螺钉10.ASME PTC25-1994 压力泄放装置性能试验规范(含1998 Special Addenda)版ASME B1.1-2003版统一英制螺纹ASME B1.3M-1992(R2001)版螺纹尺寸验收的检测体系—英寸和米制螺纹(UN、UNR、UNJ、M和MJ)ASME B1.5-1997版爱克母(ACME)螺纹ANSI/ASME B1.7M-1984(R2001)版螺纹的术语、定义和字母符号ASME B1.8-1988(R1994)版矮牙爱克母螺纹ASME B1.12-1987(R1998)版5级过盈配合螺纹ASME B1.13M-2005版M形米制螺纹ANSI/ASME B1.20.1-1983(R2001)版通用管螺纹ASME B1.20.3-1976(R1998)版干密封管螺纹(英制)ASME B1.20.5-1991(R1998)版干密封管螺纹的检测(英制)ASME B1.20.7-1991(R1998)版软管接头螺纹(英制)ASME B4.3-1978(R1999)版米制尺寸产品通用公差ASME B16.5-2003版管法兰和法兰管件ASME B16.9-2003版工厂制造的锻轧制对焊管配件ASME B16.10-2000(R2003)版阀门的面对面和端至端的尺寸ASME B16.11-2001版承插焊式和螺纹式锻造管件(2002年颁布)ASME B16.15-1985(R1994)版铸青铜螺纹管配件(125和250磅级)ASME B16.18-1984(R1994)版铸铜合金钎焊接头受压管配件ASME B16.20a-2000版管道法兰用环垫式、螺旋缠绕式和夹层式金属垫片ASME B16.21-2005版管法兰用非金属平垫片ASME B16.22-2001版锻压铜和铜合金钎焊连接压力管配件ASME B16.24-2001版铸铜合金管法兰和法兰连接管配件ASME B16.25-2003版对焊端部ASME B16.33-2002版压力在125psi以下燃气系统用手动金属制燃气阀门(规格从NPS1/2至NPS2)ASME B16.34a-2004版法兰、螺纹和焊接端连接的阀门ASME B16.36-1996版孔板法兰ASME B16.38-1985(R1994)版气体分配用大金属阀ASME B16.39-1998版可锻铸铁螺纹端管套节150、250和300磅级ASME B16.40-1985(R1994)版气体分配系统中手动热塑切断器和阀门ASME B16.42-1998版球墨铸铁管法兰和法兰连接管配件ASME B16.44a-1997版室内管道系统用手动操作金属气阀ASME B16.47a-1998版大直径管钢制法兰(NPS 26~NPS 60)ASME B16.48-1997版钢制管线盲板ASME B18.15-1985(R2003)版锻制吊环螺栓ASME B18.2.2-1987(R2005)版方螺母和六角螺母(英制系列ASME B18.2.3.2M-2005版米制成型加工六角头螺钉ASME B18系列标准合订本含25个标准,也可以单个标准订购1.ASME B18.2.3.1M-1999版米制六角头螺钉2.ASME B18.2.3.2M-79(R1995) 米制成型加工六角头螺钉3.ASME B18.2.3.3M-79(R2001)版米制大六角头螺钉4.ASME B18.2.3.4M-2001版米制六角头法兰面螺钉5.ASME B18.2.3.5M-79(R2001) 米制六角头螺栓6.ASME B18.2.3.6M-79(R2001) 米制厚六角头螺栓7.ASME B18.2.3.7M-79(R2001) 米制大六角头结构螺栓8.ASME B18.2.3.8M-81(R1999) 米制六角头尖端阻滞螺钉9.ASME B18.2.3.9M-2001版米制大六角头法兰面螺钉10.ASME B18.2.3.10M-1996版方头螺栓(米制系列)11.ASME B18.2.4.1M-2002版米制六角螺母-类型112.ASME B18.2.4.2M-2005版米制六角螺母-类型213.ASME B18.2.4.3M-79(R2001) 米制六角开槽螺母14.ASME B18.2.4.4M-82(R1999) 米制六角法兰面螺母15.ASME B18.2.4.5M-79(R1998) 米制六角形压紧螺母16.ASME B18.2.4.6M-79(R1998) 米制厚六角形螺母17.ASME B18.5-90(R1998)版圆头螺栓(英制系列)18.ASMEB18.5.2.1M-96 (R2001) 米制圆头短方颈螺栓19.ASME B18.5.2.2M-82(R2000) 米制圆头方颈螺栓20.ASME B18.5.2.3M-90(R1998) 大圆头方颈螺栓21.ASME B18.9-1996版农用防松螺栓(英制系列)22.ASME B18.10-82(R2000)版轨道螺栓和螺母23.ASME B18.13a-1998版螺钉和垫圈组件-24.ASME B18.16.1M-79(R2001) 有效力矩型钢质米制六角锁紧螺母和六角法兰面锁紧螺母的力学和性能要求25.ASME B18.16.2M-79(R2001) 有效力矩型钢质米制六角锁紧螺母和六角法兰面锁紧螺母的扭转拉伸试验要求ASME B18.29.1-1993(R2002)版螺旋盘绕螺纹内插件—自由旋入和螺钉锁紧(英制系列)B31.4-2006版液态烃和其他液体管线输送系统ASME B31.8-2005 输气和配气管道系统ASME B31.8S-2004版输气管道的管理系统完整性ASME B31.9-2004版建筑管道规范ASME B36.10M-2004版焊接和无缝轧制钢管ASME B36.19M-2004版不锈钢钢管ASME B46.1-2002版表面结构特征(表面粗糙度、波浪度及形态)ASME B73.1-2001版化学流程用卧式轴向吸入离心泵技术规范ASME B73.2M-1991(R1999)版化学过程用立式管道离心泵技术规范ASME B107.46-1998版螺柱、螺钉和管道提取器:安全要求ASME BPVC-I-2004 ASME锅炉及压力容器规范第Ⅰ卷动力锅炉建造规范2005年版ASME BPVC-II A-2004 ASME锅炉及压力容器规范第Ⅱ卷A篇铁基材料2005年版ASME BPVC-II B-2004 ASME锅炉及压力容器规范第Ⅱ卷B篇非铁基材料2005年版ASME BPVC-II C-2004 ASME锅炉及压力容器规范第Ⅱ卷C篇焊条焊丝及填充材料05版ASME BPVC-II D-2004 ASME锅炉及压力容器规范第Ⅱ卷D篇材料性能2005年版ASME BPVC-IV-2004 ASME锅炉及压力容器规范第Ⅳ卷采暖锅炉建造规范2005年版ASME BPVC-V-2004 ASME锅炉及压力容器规范第Ⅴ卷无损检测2005年版ASME BPVC-VI-2004 ASME锅炉及压力容器规范第Ⅵ卷采暖锅炉维护和运行推荐规则2005年版ASME BPVC-VII-2004 ASME锅炉及压力容器规范第Ⅶ卷动力锅炉维护推荐导则2005年版ASME BPVC-VIII-1-2004 ASME锅炉及压力容器规范第Ⅷ卷1压力容器建造规则2005年版ASME BPVC-VIII-2-2004 ASME锅炉及压力容器规范第Ⅷ卷2压力容器另一规则2005年版ASME BPVC-VIII-3-2004 ASME锅炉及压力容器规范第Ⅷ卷3高压容器建造另一规则2005年版ASME BPVC-IX-2004 ASME锅炉及压力容器规范第Ⅸ卷焊接及钎焊评定标准2005年版ASME BPVC-XII-2004 ASME锅炉及压力容器规范第Ⅻ卷运输罐的建造和连续使用规则2005年版ASTM钢管标准1& j: Z) J)A1000-99 弹簧专用碳钢和合金钢钢丝规范A1001-99 大型材高强度钢铸件规范A1002-99 镍铝类合金铸件规范A100-93(2000) 硅铁A101-93(2000) 铬铁A102-93(2000) 钒铁合金A105/A105M-01 管系部件用碳素钢锻件A106-999e1 高温用无缝碳素钢管A108-99 优质冷加工碳素钢棒材技术规范A109/A109M-00e1 冷轧碳素钢带技术规范A111-99a 电话和电报线路用镀锌"铁"丝规格A116-00 镀锌钢丝编织栏栅网A121-99 镀锌刺钢丝A123/A123M-00 钢铁产品的锌镀层(热浸镀锌)技术规范A125-96 热处理螺旋形钢弹簧A126-95(2001) 阀门、法兰和管配件用灰铁铸件A128/A128M-93(1998) 钢铸件,奥氏体锰A131/A131M-94 海船用结构钢A132-89(2000) 钼铁合金A134-96 电熔(电弧)焊钢管(NPS为16英寸和16英寸以上)A135-01 电阻焊钢管A139-00 电熔(电弧)焊钢管(4英寸以上的)A143-74(1999) 热浸镀锌结构钢制品防脆裂措施和探测脆裂的程序A146-64(2000) 氧化钼制品A148/A148M-01 结构用高强度钢铸件A153/A153M-00 钢铁制金属构件上镀锌层(热浸)A159-83(2001) 汽车用灰铁铸件A167-99 不锈钢和耐热铬镍钢板、薄板及带材A176-99 不锈钢和耐热铬钢板、薄板及带材A178/A178M-95(2000) 电阻焊接碳素钢钢管及碳锰钢锅炉和过热器管的技术规范A179/A179M-90a(1996)e1 热交换器和冷凝器用无缝冷拉低碳钢管A181/A181M-01 普通锻制碳素钢管的规格A182/A182M-01 高温设备用锻制或轧制的合金钢管法兰、锻制管件、阀门及零件A183-98 钢轨用碳素钢螺栓和螺母A184/A184M-01 混凝土加筋用变形钢筋编织网A185-97 钢筋混凝土用焊接钢丝结构A1-00 碳素钢丁字轨A192/A192M-91(1996)e1 高压用无缝碳素钢锅炉管A193/A193M-01 高温设备用合金钢和不锈钢螺栓材料A194/A194M-01 高温和高压设备用碳素钢与合金钢螺栓和螺母的规格A197/A197M-00 化铁炉用可锻铸铁A20/A20M-01 压力容器用钢板材通用要求A202/A202M-93(1999) 压力容器用铬锰硅合金钢板A203/A203M-97 压力容器用镍合金钢板A204/A204M-93(1999) 压力容器用钼合金钢板A209/A209M-98 锅炉和过热器用无缝碳钼合金钢管A210/A210M-96 锅炉和过热器用无缝中碳素管A213/A213M-01 无缝铁素体和奥氏体合金钢锅炉、过热器和换热器管A214/A214M-96 热交换器与冷凝器用电阻焊接碳素钢管A216/A216M-93(1998) 高温下使用的适合于熔焊的碳素钢铸件规格A217/A217M-01 适合高温受压零件用合金钢和马氏体不锈钢铸件A21-94(1999) 铁路用未经热处理和经热处理的碳素钢轴A220/A220M-99 珠光体可锻铁A225/A225M-93(1999) 压力容器用锰矾镍合金钢板A227/A227M-99 机械弹簧用冷拉钢丝A228/A228M-00 乐器用优质弹簧钢丝A229/A229M-99 机械弹簧用油回火的钢丝A230/A230M-99 阀门用油回火优质碳素钢弹簧丝A231/A231M-96 铬钒合金钢弹簧丝A232/A232M-99 阀门用优质铬钒合金钢弹簧丝A234/A234M-00a 中温与高温下使用的锻制碳素钢及合金钢管配件A239-95(1999) 用普力斯试验法(硫酸铜浸蚀)确定铁或钢制品上镀锌层最薄点的测试方法A240/A240M-01 压力容器用耐热铬及铬镍不锈钢板、薄板及带材A242/A242M-00a 高强度低合金结构钢A247-67(1998) 铁铸件中石墨显微结构评定试验方法A249/A249M-01 锅炉、过热器、换热器和冷凝器用焊接奥氏体钢管A250/A250M-95(2001) 锅炉和过热器用电阻焊铁素体合金钢管A252-98e1 焊接钢和无缝钢管桩A254-97 铜焊钢管规格A255-99 测定钢淬透性用末端淬火试验的标准试验方法A262-98 奥氏体不锈钢晶间浸蚀敏感性的检测A263-94a(1999) 耐腐蚀铬钢包覆板材,薄板材及带材技术规范A264-94a(1999) 包覆的不锈铬镍钢板,薄板及带材规格A265-94a(1999) 镍和镍基合金包覆钢板规格A266/A266M-99 压力容器部件用碳素钢锻件规格A268/A268M-01 一般设备用无缝和焊接铁素体与马氏体不锈钢管A269-01 一般设备用无缝和焊接奥氏体不锈钢管A27/A27M-95(2000) 通用碳素钢铸件A270-01 卫生设施用无缝钢和焊接奥氏体不锈钢管A275/A275M-98 钢锻件的磁粉检查试验方法A276-00a 不锈钢棒材和型材A278-93 适用于650F容压部件用灰铸铁件的技术规范A283/A283M-00 低和中等抗拉强度碳素钢板A285/A285M-90(2001) 压力容器用低和中等抗拉强度的碳素钢板A288-91(1998) 涡轮发电机磁性定位环用碳素钢和合金钢锻件A289/A289M-97 发电机非磁性定位环用合金钢锻件的技术规范A29/A29M-99e1 热锻及冷加工碳素钢和合金钢棒A2-90(1997) 普通型,带槽和防护型碳素工字钢轨A290-95(1999) 减速器环用碳素钢和合金钢锻件A291-95(1999) 减速器小齿轮、齿轮和心轴用碳素钢和合金钢锻件A295-98 高碳耐磨轴承钢技术规范A297/A297M-97(1998) 一般用耐热铬铁与镍铬铁合金钢铸件规格A299/A299M-97e1 压力容器用锰硅碳钢板A302/A302M-97e1 压力容器用锰钼和锰钼镍合金钢板A304-96 有末端淬火淬透性要求的合金钢棒材的技术规范A307-00 抗拉强度为60000psi的碳素钢螺栓和螺柱的技术规范A308-99 经热浸处理镀有铅锡合金的薄板材的技术规范A309-94a(1999) 用三点试验法测定长镀锌薄钢板镀层的重量成分的试验方法A311/A311M-95(2000) 有机械性能要求的消除应力的冷拉碳素钢棒A312/A312M-00c 无缝和焊接奥氏体不锈钢管A313/A313M-98 不锈钢弹簧丝技术规范A314-97 锻造用不锈及耐热钢坯及钢棒规格A31-00 钢铆钉及铆钉和压力容器用棒材A319-71(2001) 高温无压部件用灰铁铸件A320/A320M-01 低温用合金钢螺栓材料规格A321-90(1995)e1 经淬火和回火的碳素钢棒A322-91(1996) 合金钢棒材.级别A323-93(2000) 硼铁规格A324-73(2000) 钛铁合金A325-00 经热处理最小抗拉强度为120/105ksi的钢结构螺栓A325M-00 结构钢连接件用高强度螺栓(米制)A327-91(1997) 铸铁冲击试验方法A327M-91(1997) 铸铁冲击试验方法(米制)A328/A328M-00 薄钢板桩A331-95(2000) 冷加工合金钢棒A333/A333M-99 低温用无缝与焊接钢管规格A334/A334M-99 低温设备用无缝与焊接碳素和合金钢管A335/A335M-01 高温用无缝铁素体合金钢管A336/A336M-99e1 压力与高温部件用合金钢锻件规格A338-84(1998) 铁路,船舶和其他重型装备在温度达到650华氏度(345摄氏度)时使用的可锻铸铁法兰,管件和阀门零件ASTM钢管标准2A34/A34M-96 磁性材料的抽样和采购试验的标准惯例A340-99a 有关磁性试验用符号和定义的术语A341/A341M-00 用直流磁导计和冲击试验法测定材料的直流磁性能的试验方法A342/A342M-99 磁铁材料导磁率的试验方法A343-97 在电力频率下用瓦特计-安培计-伏特计法(100-1000赫兹)和25 厘米艾普斯亭(EPSTEIN) 机架测定材料的交流电磁性能的试验方法A345-98 磁设备用平轧电炉钢A348/A348M-00 用瓦特计--安培计--伏特计法(100-10000赫兹)和25厘米艾普斯亭框测定材料的交流磁性能的试验方法A350/A350M-00c 要求进行缺口韧性试验的管道部件用碳素钢与低合金钢锻件技术规范A351/A351M-00 容压零件用奥氏体及奥氏体铁素体铸铁的技术规范A352/A352M-93(1998) 低温受压零件用铁素体和马氏体钢铸件规格A353/A353M-93(1999) 压力容器用经二次正火及回火处理的含9%镍的合金钢板A354-01 淬火与回火合金钢螺栓,双头螺栓及其他外螺纹紧固件规格A355-89(2000) 渗氮用合金钢棒A356/A356M-98e1 蒸汽轮机用厚壁碳素钢、低合金钢和不锈钢铸件A358/A358M-01 高温用电熔焊奥氏体铬镍合金钢管A36/A36M-00a 碳素结构钢技术规范A363-98 地面架空线用镀锌钢丝绳A367-60(1999) 铸铁的激冷试验方法A368-95a(2000) 不锈钢和耐热钢丝绳的标准A369/A369M-01 高温用锻制和镗孔碳素钢管和铁素体合金钢管A370-97a 钢制品机械测试的标准试验方法和定义A372/A372M-99 薄壁压力容器用碳素钢及合金钢锻件A376/A376M-01 高温中心电站用无缝奥氏钢管A377-99 球墨铸铁压力管规范索引A380-99e1 不锈钢零件、设备和系统的清洗和除垢A381-96 高压输送用金属弧焊钢管A384-76(1996) 防止钢组件热浸镀锌时翘曲和扭曲用安全保护A385-00 提供高质量镀锌覆层(热浸)A3-01 低、中、高碳素钢鱼尾(连接)板A387/A387M-99e1 压力容器用铬钼合金钢板A388/A388M-95(2000)e1 重型钢锻件超声波检测A389/A389M-93(1998) 适合高温受压部件用经特殊热处理的合金钢铸件规格A390-95(2001) 饲养家禽用镀锌钢丝栏栅网(六角形和直线形)A391/A391M-98 80号合金钢链条A392-96 镀锌钢丝链环栏栅网A394-00 传动塔架用镀锌和裸露钢螺栓A395/A395M-99 高温用铁素体球墨铸铁受压铸件A400-69(2000) 钢棒的成分及机械性能选择指南A401/A401M-98 铬硅合金钢丝A403/A403M-00b 锻制奥氏体不锈钢管配件A407-93(1998) 盘簧用冷拉钢丝A409/A409M-01 腐蚀场所或高温下使用的焊接大口径奥氏体钢管A411-98 镀锌低碳钢铠装线A413/A413M-00 碳素钢链A414/A414M-00 压力容器用碳素薄钢板A416/A416M-99 预应力混凝土用无涂层七股钢铰线A417-93(1998) 之字型、方型和正弦型装垫弹簧元件用冷拉钢丝A418-99 涡轮机及发电机钢转子锻件的超声波检查方法A420/A420M-00b 低温下用锻制碳素钢和合金钢管配件A421/A421M-98a 预应力混凝土用无涂层消除应力钢丝的技术规范A423/A423M-95(2000) 无缝和电焊低合金钢管A424-00 搪瓷用钢薄板A426-92(1997) 高温用离心铸造的铁素体合金钢管A427-74(1996)e1 冷轧和热轧用锻制合金钢辊A428/A428M-01 钢铁制品上铝覆层重量的测试方法A434-90a(2000) 热轧与冷精轧经回火及淬火的合金钢棒A435/A435M-90(2001) 钢板的直射束纵向超声波检验A436-84(1997)e1 奥氏体灰口铁铸件A437/A437M-01 高温用经特殊处理的涡轮型合金钢螺栓材料A438-80(1997) 灰铸铁横向弯曲试验A439-83(1999) 奥氏体可锻铸铁铸件A447/A447M-93(1998) 高温用镍铬铁合金钢铸件(25-12级)A449-00 经淬火和回火的钢螺栓和螺柱A450/A450M-96a 碳素钢管、铁素体合金钢管及奥氏体合金钢管A451-93(1997) 高温用离心铸造的奥氏体钢管A453/A453M-00 具有同奥氏体钢相类似的膨胀系数、屈服强度为50-120Ksi(345-827MPa)的耐高温螺栓材料A455/A455M-90(2001) 压力容器用高强度碳锰钢板A456/A456M-99 大型曲轴锻件的磁粉检查A459-97 镀锌平轧扁钢铠装带A460-94(1999) 包铜钢丝绳标准A463/A463M-00 热浸镀铝薄钢板A466/A466M-98 非焊接碳素钢链A467/A467M-98 机器链和盘旋链A469-94a(1999) 用于发电机转子的真空处理钢锻件A470-01 涡轮机转子和轴用经真空处理的碳素钢和合金锻件A471-94(1999) 涡轮转子转盘和转轮用真空处理合金钢锻件技术规范A472-98 蒸汽涡轮机轴及转子锻件的热稳定性的试验方法A473-01 不锈和耐热钢锻件A474-98 包铝钢丝绳标准A475-98 镀锌钢丝绳A476/A476M-00 造纸厂干燥辊用球墨可锻铸铁件A478-97 铬镍不锈钢和耐热钢制编织钢丝A479/A479M-00 锅炉及压力容器用不锈钢和耐热钢棒与型材A47/A47M-99 铁素体可锻铁铸件A480/A480M-01 扁平轧制耐热不锈钢厚板材、薄板材和带材通用要求A481-94(2000) 金属铬A482-93(2000) 铬铁硅A483-64(2000) 硅锰合金A484/A484M-00 不锈及耐热锻钢棒,钢坯及锻件的规格A485-00 高淬透性耐磨轴承钢的技术规范A487/A487M-93(1998) 受压钢铸件A488/A488M-01 钢铸件焊接规程和工作人员的合格鉴定A48-94ae1 灰铁铸件A489-00 碳素钢吊耳A490-00 最小拉伸强度为150千磅/平方英寸热处理钢结构螺栓A491-96 镀铝钢链环栏栅结构A492-95(2000) 耐热不锈钢丝绳A493-95(2000) 冷镦和冷锻不锈钢和耐热钢丝A494/A494M-00 镍和镍合金铸件A495-94(2000) 硅钙合金钢技术规范A496-97ae1 钢筋混凝土用变形钢丝A497-99e1 钢筋混凝土用焊接变形钢丝网A498-98 无缝与焊接碳素钢,铁素体钢与奥氏体钢制有整体散热片的换热器钢管A49-01 经热处理的碳素钢鱼尾(连接)板,微合金鱼尾板及锻制碳素钢异型鱼尾板A499-89(1997)e1 轧制丁字钢轨用的碳素钢棒材及型材的技术规范A500-01 圆形与异型焊接与无缝碳素钢结构管A501-01 热成型焊接与无缝碳素钢结构管A503/A503M-01 锻制大型曲轴的超声波检验A504-93(1999) 锻制碳素钢轮A505-00 热轧和冷轧合金钢薄板和带材A506-00 正规质量及优质结构的热轧和冷轧合金钢薄板与带材A507-00 优质拉拔,热轧和冷轧合金钢薄板与带材A508/A508M-95(1999) 压力容器用经回火和淬火真空处理的碳素钢与合金钢锻件A510-00 碳素钢盘条和粗圆钢丝通用要求A510M-00 碳素钢盘条和粗圆钢丝(米制)A511-96 无缝不锈钢机械管A512-96 冷拉对缝焊碳素钢机械管A513-00 电阻焊碳素钢与合金钢机械钢管A514/A514M-00a 焊接用经回火与淬火的高屈服强度合金钢板A515/A515M-92(1997) 中温及高温压力容器用碳素钢板A516/A516M-90(2001) 中温及低温压力容器用碳素钢板A517/A517M-93(1999) 压力容器用经回火与淬火的高强度合金钢板A518/A518M-99 耐蚀高硅铁铸件A519-96 无缝碳素钢与合金钢机械管A521-96 一般工业用闭式模钢锻件A522/A522M-95b(2000) 低温用锻制或轧制含镍8%和9%的合金钢法兰,配件,阀门和零件规格A523-96 高压管型电缆线路用平端无缝与电阻焊钢管A524-96 常温和低温用无缝碳素钢管A529/A529M-00 高强度碳锰结构钢质量A530/A530M-99e1 特种碳素钢和合金钢管A531/A531M-91(1996) 涡轮发电机钢定位环的超声波检验A532/A532M-93a(1999)e1 耐磨铸铁A533/A533M-93(1999) 压力容器用经回火和淬火的锰钼及锰钼镍合金钢板A534-94 用于耐摩擦轴承的渗碳钢A536-84(1999)e1 球墨铸铁件A537/A537M-95(2000) 压力容器用经热处理的碳锰硅钢板A53/A53M-01 无镀层热浸的、镀锌的、焊接的及无缝钢管的技术规范A539-99 天然气和燃料油管线用电阻焊钢盘管A540/A540M-00 特殊用途的合金钢螺栓材料A541/A541M-95(1999) 压力容器部件用经淬火和回火的碳素钢及合金钢锻件A542/A542M-99e1 压力容器用经回火和淬火的铬钼、铬钼钒及铬钼钒钛硼合金钢板A543/A543M-93(1999) 压力容器用经回火和淬火的镍铬钼合金钢板A550-78(2000) 铌铁合金A551-94(1999) 钢轮箍A553/A553M-95(2000) 压力容器用经回火和淬火的含8%及9%镍的合金钢板A554-98e1 焊接的无缝钢机械管A555/A555M-97 耐热不锈钢丝和盘条的通用要求A556/A556M-96 无缝冷拉碳素钢给水加热器管A560/A560M-93(1998) 铬镍合金铸件A561-71(1999) 工具钢棒的宏观刻蚀试验A562/A562M-90(2001) 搪玻璃或扩散金属镀层的压力容器用锰钛合金碳素钢板A563-00 碳合金钢螺母ASTM钢管标准3A563M-00 碳素钢及合金钢螺母技术规范(米制)A564/A564M-01 热轧及冷精轧时效硬化处理过的不锈钢棒材和型材技术规范A565-97 高温用马氏体不锈钢棒,锻件和锻制坯规格A568/A568M-00b 热轧及冷轧高强度低合金碳素钢薄板A571-84(1997) 适用于低温压力容器零件的奥氏体球墨铸铁件A571M-84(1997) 适用于低温压力容器零件的奥氏体球墨铸铁件(米制)A572/A572M-00a 高强度低合金钴钒结构钢技术规范A573/A573M-00a 增强韧性的结构碳素钢板A574-00 合金钢内六角螺钉A574M-00 合金钢内六角螺钉(米制)A575-96 商品级碳素钢棒(M级)A576-90b(2000) 特级热轧碳素钢棒A577/A577M-90(2001) 钢板的超声角波束检验A578/A578M-96(2001) 特殊设备用的普通钢板和包覆钢板的直波束超声探伤检验A579-99 超高强度合金钢锻件A580/A580M-98 耐热不锈钢丝A581/A581M-95b(2000) 高速切削用耐热不锈钢丝和盘条A582/A582M-95b(2000) 热轧或冷精轧的高速切削不锈及耐热钢棒A583-93(1999) 铁路用铸钢轮A584-97 镀铝钢丝编织栅栏网A585-97 镀铝刺钢丝A586-98 镀锌平行和螺旋形钢丝绳A587-96 化学工业用电阻焊低碳钢管A588/A588M-00a 高强度低合金结构钢4英寸(100mm)厚屈服点最小为50ksi(345MPa) A589-96 水井用无缝和焊接碳素钢管A591/A591M-98 薄镀层电解镀锌薄钢板A592/A592M-89(1999) 压力容器用经回火和淬火的高强度低合金钢锻制附件和零件A595-98 结构用圆锥形低碳钢管A596/A596M-95(1999) 用环形试验法和冲击法测定材料的直流磁性能的试验方法A597-87(1999) 铸造工具钢A598-92(1997) 磁放大器磁芯的磁性能测试法A599/A599M-99 锡制品,电解镀锡的冷滚轧薄板规范A6/A6M-01 轧制结构钢板材、型材和薄板桩通用技术要求A600-92a(1999) 高速工具钢A601-96(2000) 电解金属锰A602-94(1998) 汽车用可锻铸铁件A603-98 镀锌结构钢丝绳A604-93(1998) 自耗电极再溶化钢棒与钢坯的宏观腐蚀试验方法A606-98 改进防大气腐蚀性的热轧和冷轧高强度低合金钢薄板和带材A608-91a(1998) 高温受压离心铸造的铁铬镍高合金钢管A609/A609M-91(1997) 碳素钢,低合金钢和马氏体不锈钢铸件的超声波检测A610-79(2000) 尺寸测量用铁合金的取样和试验A611-00 冷轧优质碳素结构钢薄板A612/A612M-00 中温和低温压力容器用高强度碳素钢板A615/A615M-01a 钢筋混凝土配筋用变形和光面坯钢筋A618-01 热成型焊接与无缝高强度低合金结构钢管系A623-00 锡轧制产品A623M-00 镀锡薄钢板轧制品通用要求(米制)A624/A624M-98 锡辊轧制品.单压延电解马口铁A625/625M-98 一次轧制原钢板(未镀)和镀锡薄钢板轧制产品技术规范A626/A626M-98 二次压延电解镀锡厚钢板轧制品技术规范A626/A626M-98 锡轧制品.二次压延的电解镀锡板(米制)A627-95 安全设备用均质不易加工的钢棒A629-88(1994)e1 安全设备用不易加工的扁钢棒和型材A630-98 热浸电解镀锡板镀锡层重量测定的方法A632-01 通用无缝和焊接奥氏体不锈钢管(小直径)A633/A633M-00a 正火的高强度低合金结构钢A635/A635M-00 热轧碳素钢薄板,带材和重型粗盘条规格A636-76(2000) 氧化镍烧结块A638/A638M-00 高温用沉积硬化铁基超级合金棒,锻件及锻坯料A640-97 8字型缆吊架用镀锌钢丝绳A641/A641M-98 镀锌(电镀)碳素钢丝技术规范A644-98 铁铸件的相关术语A645/A645M-99a 压力容器用经特殊热处理的5%镍合金钢板A646-95(1999) 飞机及航空器锻件用优质合金钢大方坯及坯段A648-95(2000) 预应力混凝土管用冷拉钢丝A649/A649M-99 波纹纸机械用锻制钢辊规格A650/A650M-98 二次压延的锡轧黑板材A653/A653M-00 热浸处理的镀锌铁合金或镀锌合金薄钢板的标准规范A656/A656M-00a 具有改良可模锻性的高强度低合金热轧结构钢板A657/A657M-98a 一次和二次压延电解镀铬黑钢板轧制品技术规范A65-01 钢轨道钉A659/A659M-97 商业级热轧碳素钢薄板和带材(最大含碳量为0.16%-0.25%)A660-96 高温用离心铸造碳素钢管A662/A662M-99 中温和低温压力容器用锰碳钢板规格A663/A663M-89(2000) 商品级碳素钢棒的机械特性A664-99 在ASTM规范中对电工钢和层压钢级别的识别A666-00 退火或冷加工的奥氏体不锈钢薄板、带材、中厚板和扁棒A667/A667M-87(1998) 离心铸造的双金属(灰口及白口铸铁)圆柱体A668/A668M-96e1 一般工业用碳素钢和合金钢锻件A66-01 钢质螺旋道钉A671-96 常温和较低温用电熔焊钢管A672-96 中温高压用电熔焊钢管A673/A673M-95 结构钢冲击试验的取样程序A674-00 水或其它液体用球墨铸铁管的聚乙烯包装A675/A675M-90a(2000) 专用热轧碳素钢棒的机械特性A677/A677M-99 全处理型无取向电工钢A678/A678M-00a 结构用经回火和淬火的高强度低合金碳素钢板规格A679/A679M-00 硬(冷)拉高抗拉强度钢丝A67-00 热加工低碳钢和高碳钢垫板技术规范A681-94(1999) 合金工具钢A682/A682M-00 弹簧用冷轧高碳钢带材A683/A683M-99 半处理型无取向电工钢A684/A684M-99 冷轧高碳钢带材A686-92(1999) 碳素工具钢A688/A688M-01 焊接的奥氏体不锈钢给水加热器管A689-97 弹簧用碳素钢及合金钢棒A690/A690M-00a 在海洋环境中使用的高强度低合金工字形钢桩和薄板桩规格A691-98 高温下高压装置用电熔焊碳素钢和合金钢管A693-93(1999) 沉淀硬化耐热不锈钢板、薄板和带材A694/A694M-00 高压传输设备用碳素钢及合金钢管法兰、配件、阀门及零件用锻件A695-90b(1995)e1 流体动力设备专用热锻碳素钢棒A696-90a(2000) 压力管道部件专用热锻或冷精轧碳素钢棒A697-98 用伏特计、安培计和瓦特计法测定迭层铁芯样品的交流磁特性的试验方法A698/A698M-92(1997)e1 在弱交流磁场中磁屏蔽效率的试验方法A700-99e1 钢制品国内装运的包装、标记和装载方法A701-96(2000) 硅锰铁A702-89(2000) 热锻钢栅栏柱和组件A703/A703M-01 受压部件用钢铸件A704/A704M-96 混凝土加筋用焊接普通钢棒或杆的光面钢筋或钢筋网A705/A705M-95(2000) 时效硬化的不锈和耐热钢锻件A706/A706M-01 混凝土配筋用变形低合金光面无节钢筋A707/A707M-00a 低温设备用锻制碳素钢和合金钢法兰A709/A709M-01 桥梁用结构钢A710/A710M-00 低碳时效硬化的镍铜铬钼铌合金钢A711-92(1996)e1 钢锻件坯料A712-97 软磁性合金电阻率的测试方法A713-93(1998) 热处理部件用高碳弹簧钢丝A714-99 高强度低合金焊接钢管和无缝钢管A716-99 球墨铸铁涵洞管A717/A717M-95 单片样品表面绝缘电阻率的试验方法A719-97 磁性材料的叠装系数的试验方法A720-97 无取向电工钢延展性的试验方法A721-97 取向的电工钢的延展性试验方法A722/A722M-98 预应力混凝土用无涂覆的高强度钢筋A723/A723M-94(1999) 高强度压力元件用合金钢锻件A724/A724M-99 叠层焊接的压力容器用经淬火及回火的碳素钢压力容器板A726-00 半成品型冷轧磁性迭片级钢A727/A727M-00 具有固定切口韧性的管道部件用碳素钢锻件A729-93(1999) 货物运输及电气铁路用热处理合金钢轴A730-93(1999) 铁路用碳素钢及合金钢锻件A732/A732M-98 一般设备用熔模铸造碳素低合金钢及高强度加温钴合金钢铸件A733-99 焊接及无缝碳素钢和奥氏体不锈钢管接头A734/A734M-87a(1997) 经淬火和回火的合金钢与高强度低合金钢压力容器板A735/A735M-99 中温和低温用低碳锰钼钶合金钢压力容器板A736/A736M-88(2000) 低碳时效硬化的镍铜铬钼铌和镍铜锰钼铌合金钢压力容器板A737/A737M-99 高强度低合金钢压力容器板A738/A738M-00 中温和低温设备用经热处理的碳锰硅钢压力容器板A739-90a(2000) 升温或/和加压部件用热轧合金钢棒A740-98 钢丝网(编织或焊接电镀钢丝网)A741-98 公路护栏用镀锌钢丝绳和配件A742/A742M-98 波纹钢管用预涂聚合物和金属涂覆钢薄板A743/A743M-98ae1 一般用耐腐蚀铬铁及镍铬铁合金铸件A744/A744M-00 严酷条件下使用的耐腐蚀镍铬铁合金铸件A745/A745M-94(1999) 奥氏体钢锻件的超声波检验A746-99 排污管用球墨铸铁A747/A747M-99 沉淀硬化不锈钢铸件A748/A748M-87(1998) 压力容器用静态铸造的激冷白口铁-灰口铁双金属轧辊A749/A749M-97 热轧碳素钢和高强度低合金钢带材通用要求A74-98 铸铁污水管及配件的技术规范A750-77(1994)e1 阻挡区域用钢制通风格栅A751-96 钢制品化学分析的实验方法、操作和术语A752-93(1998) 合金钢条和粗圆钢丝A752M-93(1998) 合金钢条和粗圆钢丝(米制)A753-97 镍铁软磁合金A754/A754M-96(2000) X射线荧光涂层厚度的试验方法A755/A755M-99 外露建筑材料用热浸涂覆和用卷涂工艺预涂的钢薄板A756-94(2001) 耐磨不锈轴承钢A757/A757M-00 低温下承压设备及其它设备用铁素体和马氏体钢铸件A758/A758M-00 具有改进的切口韧性的对缝焊锻制碳素钢管配件A759-00 起重机用碳钢轨条。
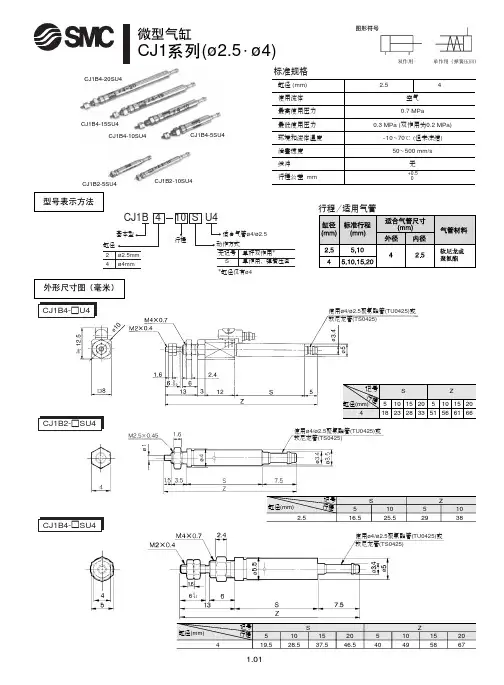



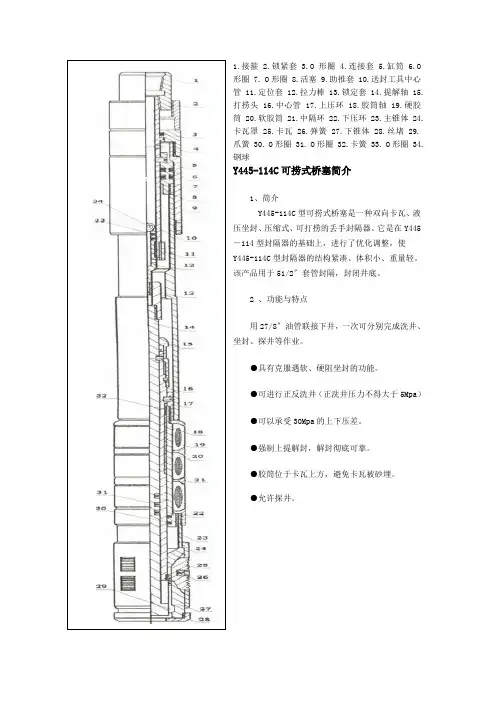
1.接箍
2.锁紧套
3.O形圈
4.连接套
5.缸筒
6.O
Y445-114C可捞式桥塞简介
1、简介
Y445-114C型可捞式桥塞是一种双向卡瓦、液压坐封、压缩式、可打捞的丢手封隔器。
它是在Y445-114型封隔器的基础上,进行了优化调整,使
Y445-114C型封隔器的结构紧凑、体积小、重量轻。
该产品用于51/2〞套管封隔,封闭井底。
2 、功能与特点
用27/8〞油管联接下井,一次可分别完成洗井、坐封、探井等作业。
●具有克服遇软、硬阻坐封的功能。
●可进行正反洗井(正洗井压力不得大于5Mpa)
●可以承受30Mpa的上下压差。
●强制上提解封,解封彻底可靠。
●胶筒位于卡瓦上方,避免卡瓦被砂埋。
●允许探井。
KHR97-A 电缆桥塞坐封总成
概述
桥塞坐封总成用于电缆桥塞作业中,下端连接桥塞。
作业时,地面通过电缆通电点燃点火器及主装药柱,主装药柱燃烧后产生的推力使桥塞在套管中坐封。
特点/性能
·采用火药推进式结构;
·采用人工排气方式;
·使用安全可靠。
技术参数
精品文档,超值下载。
正在与服务器通讯,请等待......供应商供应商标识发动机查询_ 主页公共信息经销商汽车厂供应商基础资物料BOM展开层查询——表QAS_SAP.STAS、QAS_SAP.STPO按集团+物料查物料BOM用途1/生产替代物料11300253描述工厂1000/玉柴股司序号层数项目SAP物料号物料图号SAP物料说明结构码结构码名称跟踪标识包装箱结合组4108包装箱板组n 111012021038G47HC-100010020.21013000306150-1000030前左运输支架焊4126前左运输支架n30.22013017087G4604-1000040前右运输支架焊4127前右运输支架n40.23013002364188-1000050后左运输支架焊4190后左运输支架n50.24013002365188-1000060后右运输支架焊4191后右运输支架n60.25013002337187A-1000070包装箱底板结合4100包装箱总成n70.26013025434150-1000080A侧包装箱板结合4108包装箱板组n80.27013002338187A-1000090端包装箱板结合410A端包装箱板n419P顶板部件n90.28013002339187A-1000100包装箱顶板结合防水罩部件(二4106防水罩n 100.29013057375L3000-1000190防水罩1700*104106防水罩n11..31013047890L3000-1000191409K干燥剂n12..32013048527D30-1000197干燥剂 0.25kg13..33013430462D30-1049336尼龙扎带Ⅴ711E尼龙扎带n14..34013430461D30-1049337尼龙扎带Ⅵ711E尼龙扎带n150.25813023179Q340B10螺母M10Z006螺母_标准件n160.25613023274Q40210垫圈10Z00D垫圈_标准件n170.213013034117H-14001A铁腰子4117铁腰子n180.214513*********-1000211大堵盖1024大堵盖n190.215013*********-1000212小堵盖1027小堵盖n200.216013*********-1000213燃油接头堵盖1035燃油堵盖n210.217013*********-1000214水泵进水口及节1024大堵盖n220.21113022860Q150B1875T21螺栓 M18×75(Z001螺栓_标准件n 230.21213023185Q340B18螺母M18Z006螺母_标准件n240.23513022887Q151B1420螺栓 M14×1.5Z001螺栓_标准件n 250.23413023288Q40314垫圈14Z00D垫圈_标准件n固定板4107固定板n 260.2135130074626105Q-1000019Z001螺栓_标准件n 270.25513018694GB/T15-10130GB/T15-10130/排气管封口盖110D排气管端盖n 280.219013016229G3228-1000092底板组件421底板n 290.220013495580187A-1049110-端板组件419O端板部件n 300.221013495582187A-1049130-顶板组件419P顶板部件n 310.222013495583187A-1049140-侧板组件028B侧板n 320.223013495674150-1049120-C气缸体总成102气缸体y 3312012501842G64HA-1002000气缸体部件102气缸体y 340.21012021517G4700-100201035..31013000314150-1002011定位套621定位套n36..35013035756150-1002015C*气缸体组件102气缸体y37...41014008065Z150-1002015C气缸体 毛坯102气缸体y38...49013000338150-1002019碗形塞片01DE碗形塞片y39...411013000339150-1002021碗形塞片01DE碗形塞片y发动机查询_产品型号产品代号汽车类型故障标准表。
Y453-145一趟管柱挤注桥塞组装及使用说明书新疆石油管理局采油工艺研究院2007年11月26日Y453-145一趟管柱挤注桥塞外形及结构与连接好的两趟管柱挤注桥塞基本相同,根本区别在于Y453-145一趟管柱挤注桥塞可实现一趟管柱完成桥塞坐封和挤堵剂两项作业,缩短了施工周期,节约作业费用。
一、主要技术参数总长:1312mm;最大外径:145mm;连接方式:2 7/8UP TBG (母);耐温:120℃;耐压差:50MPa;坐封丢手负荷:210kN(18Mpa,上提50kN);适用于套管内径:152.5~161.7mm。
二、基本工具组装现场使用的Y453-145一趟管柱挤注桥塞主要结构是组装好的挤注桥塞与坐封工具及丢手环与插管密封件,共四件。
基本结构尺寸如下图所示。
组装步骤:第一步:准备两把管钳,把坐封工具及插管上紧(长途运输的过程中可能有松动);第二步:上紧插管A处的球坐剪钉(长途运输的过程中可能有松动);第三步:将丢手环的内螺纹与坐封工具插管的外螺纹连接,只需连接2~3扣即可(第七步会完全上到位);第四步:在插管密封件内壁涂抹适量润滑油后套在插管上,插管密封件与丢手环外螺纹平齐即可。
(可用内经适当的管材,套在插管上,轻轻的敲打插管密封件下端,注意不可使插管密封件有损坏);第五步:在桥塞中心管内上端的“O”形圈处涂抹适量融滑油;第六步:把插管插入桥塞中心管内,使丢手环的外螺纹与中心管的内螺纹连接,上紧。
如螺纹连接不上时,可用管钳力度适中的敲击桥塞的下接头。
第七步:用一把管钳备在坐封工具上接头的打管钳处,另一把管钳打在桥塞下接头的打管钳处,上紧丢手环,切忌用力过猛,使得丢手环扭断;第八步:上紧坐封工具C处与桥塞B处的剪钉(长途运输的过程中可能有松动)。
三、工具的入井用提升短节将准备好的Y453-145挤注桥塞提起并下入至设计封位。
四、坐封丢手:Y453-145一趟管柱挤注桥塞到位后记录管柱重量,根据需要可小排量进行正、反循环洗井,而后从油管投入一枚Φ31mm钢球入坐,并缓慢憋压至5、10、15、18MPa,每次分别保持5min,卸压至0 MPa,上提管柱4~5t,继续油管打压24 MPa,挤注桥塞坐封丢手,坐封丢手显示为管柱有轻微的颤动,且管柱悬重为原悬重。
第十一章电缆桥塞技术电缆桥塞技术是80年代从美国贝克和吉尔哈特公司分别引进的一项新工艺技术。
它是用电缆将桥塞下入井中,通过电点火、爆燃、座封和丢手来完成对下部层位的封堵,达到开采上层之目的。
该项新技术还可以解决复杂地层条件下的施工技术问题。
适合于对漏失层、高压水(气层的封堵。
尤其在薄层上座封更能发挥它的优势。
另外它还具有施工简单、成功率高、费用低、节省时间,降低劳动强度等优点。
因而在国外试油作业中已得到了普遍使用。
近几年在我国渤海、大庆、辽河、四川、华北等油田也相继使用了该项新技术。
一、桥塞及座封工具主要技术参数1、吉尔哈特桥塞主要技术参数耐温218.3℃耐压68.9MPa抗硫H2S含量小于5%胶筒硬度中间为邵氏70度上下为邵氏90度胶筒胀大范围1"胶筒116.3 ~128.2毫米5"胶筒99.57~115.82毫米527"胶筒152.12~169.04毫米桥塞外径5"94.2mm1"108mm 7"142mm52桥塞长度1"380mm 7"490mm52桥塞重量1"14.9公斤7"31公斤522、吉尔哈特座封工具主要技术参数耐温213℃耐压137.88MPa座封力253.5KN 剪销剪断力13.34KN引爆电源0.25 A火药燃烧时间30~32S行程161.93mm 最大外径106.4mm 总长2850mm 总重85.25Kg3、国产贝克桥塞主要技术参数耐温120~210℃耐压35~70Mpa1"118.6~128.1mm胶筒胀大范围52桥塞外径1"110mm 7"145mm52桥塞总长1"350mm52桥塞总重51"13Kg 7"25Kg24、国产贝克座封工具主要技术参数耐温210℃耐压96MPa适用范围5"~13"桥塞最大外径97mm总长(不包括磁定位)2530 mm 总重153Kg二、电缆桥塞结构及其作用(一)吉尔哈特电缆桥塞结构及作用电缆桥塞下井管串由电缆十磁定位器十安全接头十座封工具十桥塞五部分组成。
453型蒸汽轮机参数
453型蒸汽轮机(453 Steam Turbine)是一种由中国船舶重工集团有限公司设计和制造的蒸汽轮机。
以下是453型蒸汽轮机的一些基本参数:
1. 增压器:单级增压器或双级增压器
2. 适用介质:蒸汽
3. 出力范围:30,000 kW至60,000 kW
4. 转速范围:3000 rpm至3600 rpm
5. 排气压力:0.1 MPa至0.15 MPa
6. 进汽温度:315°C至360°C
7. 排汽温度:35°C至50°C
8. 真空度要求:10 mmHg至30 mmHg
9. 稳定性:稳定的运行,可在长时间内保持额定工作状态
10. 控制系统:配备先进的自动控制系统,可以监测和调节蒸汽轮机的运行参数,确保安全运行和高效能。
需要注意的是,具体的参数可能会根据不同的应用和使用场景有所变化。
上述参数仅代表一般的参考范围,请在具体的设计和选择时,根据实际需求和应用情况进行详细的工
程计算和选型。
(1)永久式桥塞封层工艺
永久式桥塞形成于80年代初期,由于它施工工序少、周期短、卡封位置准确,所以一经问世就在油气井封层方面得到了广泛应用,基本上取代了以前打水泥塞封层的工艺技术,成为试油井封堵已试层,进行上返试油的主要封层工艺。
目前在中浅层试油施工中出现的干层、水层、气层及异常高压等特殊层位,为方便后续后续试油,封堵废弃层位,通常采用该类桥塞进行封层,同时对于部分短期无开发计划的试油结束井也采用永久式桥塞封井。
此外,该桥塞也用于深层气井的已试层封堵,为上返测试、压裂改造等工艺技术的成功实施提供保障。
工作原理:
利用电缆或管柱将其输送到井筒预定位置,通过火药爆破、液压坐封或者机械坐封工具产生的压力作用于上卡瓦,拉力作用于张力棒,通过上下锥体对密封胶筒施以上压下拉两个力,当拉力达到一定值时,张力棒断裂,坐封工具与桥塞脱离。
此时桥塞中心管上的锁紧装置发挥效能,上下卡瓦破碎并镶嵌在套管内壁上,胶筒膨胀并密封,完成坐封。
结构与特点:
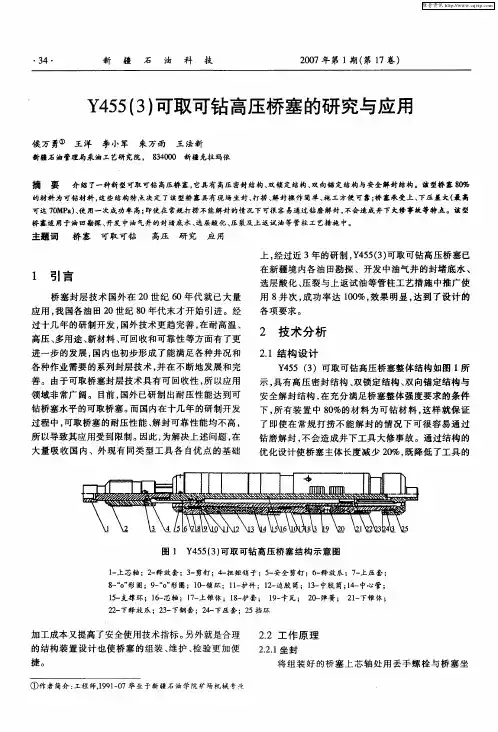
永久式桥塞外观图见图1,结构有如图2所示几个部分组成:
桥塞
桥塞-桥塞封层工艺
1-销钉;2-锁环;3-上压外套;4卡瓦;5上坐封剪钉;6-保护伞;7-封隔件;8-中心管;9-锥体;10-下坐封剪钉
该桥塞具有以下特点:
①结构简单,下放速度快,可用于电缆、机械或者液压坐封。
②可坐封于各种规格之套管。
③整体式卡瓦可避免中途坐封。
④采用双卡瓦结构,齿向相反,实现桥塞的双向锁定,从而保持坐封负荷,压力变化亦可保证密封良好。
⑤球墨铸件结构易钻除。
⑥施工工序少、周期短、卡封位置准确、深度误差小于1m,特别是封堵段较深、夹层很薄时更具有明显的优越性。
主要技术指标:
①工作温度:120℃-170℃。
②工作压力:35Mpa,50Mpa,70Mpa。
③坐封力: 140~270kN。
④适用套管:127mm~244.5mm
适用井条件:
①桥塞深度以上的套管无变形,坐封位置的套管钢级强度不超过P110。
②井筒液体清洁、无杂物、无结块,密度小于1.5g/cm3,粘度小于30mPa·s,H2S含量小于5%。
施工方式:
永久式桥塞根据下井方式,分为电缆输送和油管输送两种。
a、电缆输送可钻桥塞的施工步骤和注意事项:
施工步骤:
①用电缆将专用的捕捞器下至桥塞坐封深度以下,目的是检查套管内径,捞出井内液体中影响顺利下入的杂物,捕捞器的外形尺寸等于或稍大于桥塞的外形尺寸。
②将桥塞、坐封工具、安全接头、磁性定位器与电缆连接好,平稳下入井内,下放速度在4000m/h以内。
③测套管接箍,准确调整桥塞坐封位置。
④通电引爆,坐封桥塞,引爆5min后上提、下放电缆2~4m,判断桥塞是否已坐封。
⑤起出坐封工具,在工具提出井口前,须检查泄压头是否冲掉,防止拆卸时残余压力伤人。
⑥桥塞坐封后,井口密封接好试压管线按要求进行试压,验证其密封的可靠性。
⑦试压合格后,下倒灰筒,在桥塞顶部倒入一定量的水泥浆。
注意事项:
①施工前,必须认真检查电缆、绞车、仪表和下井的工具仪器。
②雷管、炸药包等易燃易爆品,必须按规定严格保管、运输和使用。
③套管必须经过刮削或用标准的通井规通过。
④井内液体要经过过滤,保证无杂物。
⑤桥塞下放速度必须严格控制,若有遇阻现象,只能慢慢活动,不能猛冲。
b、油管输送桥塞是针对大斜度井、定向井和稠油井下电缆桥塞常出现遇阻的情况而开发研制的。
与电缆桥塞相比,仅仅是输送方式和坐封方式不同。
油管输送桥塞是用油管或钻杆将桥塞下至预定位置,由地面加压坐封,施工步骤、安全注意事项等与电缆桥塞大体相同。
(2)可取式桥塞封层工艺
可取式桥塞是随着永久式桥塞的出现而产生的,形成于80年代,作为一种油田用井下封堵工具,在油田勘探和开发中广泛用于对油水井分层压裂、分层酸化、分层试油施工时封堵下部井段。
它较好地解决了坐封、打捞、解封操作复杂,使用成功率低的问题。
功能上部分可以替代丢手+封隔器、永久式桥塞和注灰封堵,是一种安全可靠、成本低廉、功能齐全的井下封堵工具。
目前在中浅层试油施工中,对于封隔异常高压、高产、跨距大或者斜井等特殊层位,实现上返试油,双封封隔器施工的成功率较低,为方便后续后续试油,提高试油一次成功率,通常采用该类桥塞进行封层。
工作原理:
该桥塞下井时通过拉断棒及拉断环与坐封工具连结,利用电缆或者管柱将其输送到井筒预定位置后,通过地面点火引爆或者从油管内打压实现桥塞坐封和丢手,既安全又可靠。
打捞时只需下放打捞工具打开该桥塞上的中心管锁紧机构再上管柱即可实现解封。
具有坐封、打捞、解封操作简单、施工方便使用成功率高等特点。
结构与特点:
同永久式桥塞基本一样,也是由坐封机构、锚定机构和密封机构等部分组成。
结构如图:
桥塞-桥塞封层工艺
该桥塞具有以下特点:
①桥塞坐封力由张力棒控制,保证坐封安全可靠。
②能可靠地座封在任何级别的套管内,可在斜井中安全使用,不易遇阻遇卡。
③锁紧装置保护座封负荷,保证压力变化下仍可靠密封。
④双道密封胶筒能可靠密封。
⑤打捞头和平衡阀相配套容易解封。
⑥由于非正常原因不能捞出时,可较方便地钻除。
主要技术指标:
①工作温度:120℃-170℃。
②工作压力:45Mpa。
③适用套管:101.6mm~177.8mm
适用井条件:
①桥塞深度以上的套管无变形,坐封位置的套管钢级强度不超过P110。
②井筒液体清洁、无杂物、无结块,密度小于1.5g/cm3,粘度小于30mPa·s,H2S含量小于5%。
施工方式:
永久式桥塞根据下井方式,分为电缆输送和油管输送两种。
a、电缆输送可取式桥塞的施工步骤和注意事项:
施工步骤:
①桥塞下井前,应向投放器油室中灌满柴油,装好尼龙塞,分别装入火药柱、点火器,达到技术要求后,联接相关马龙头、磁性定位器、桥塞投放器、桥塞主体。
②可取式电缆桥塞下井前,关闭井场所有动力设备,切断电源,并对投放器进行通断检查,并及时放电,阻值正常,保证完好。
③检查磁定位器的讯号,使它的性能达到标准,再检查各部位的机械联接是否牢固可靠。
④桥塞下井时,电缆下放速度井口段不得超过1800米/小时,正常下放速度不超过3000米/小时,中途减速换档操作要平稳。
⑤桥塞点火后,观察电流表、绞车电缆,以判断火药是否点燃,桥塞是否座封。
(一般应控制在30秒左右)。
点火后电流表有大幅度摆动,电缆和绞车有明显晃动,证明桥塞座封,此时电缆及投放器应静止5分钟,待井下投放器内剩余气压完全泄完。
⑥桥塞坐封后,井口密封接好试压管线按要求进行试压,验证其密封的可靠性。
注意事项:
①施工前,必须认真检查电缆、绞车、仪表和下井的工具仪器。
②小队要有专人负责指挥作业机进行机械起吊,做到操作平稳、不碰不撞。
③发现桥塞遇阻应慢起,起速不得超过1800米/小时,上起中途不得换档或停车,起出后停止施工。
b、油管输送桥塞是针对大斜度井、定向井和稠油井下电缆桥塞常出现遇阻的情况而开发研制的。
与电缆桥塞相比,仅仅是输送方式和坐封方式不同。
油管输送桥塞是用油管或钻杆将桥塞下至预定位置,由地面加压坐封,施工步骤、安全注意事项等与电缆桥塞大体相同。
可取式桥塞的打捞
①用油管连接桥塞专用打捞器下井,当管柱下放到桥塞座封位置以上50米时,减速慢下,注意观察吨位表。
②当吨位表有明显减小变化,打捞器已到鱼项,立即停车,采用压裂车从油管和油套环空中进行正、反循环冲砂,将桥塞上部沉砂及杂物返出井口,然后正转油管使打捞器套铣进入桥塞上部。
③利用油管钻具重量缓慢下压打捞器,并观察吨位表和油管柱,若有变化证明打捞器的衬管下推桥塞平衡阀,并使打捞器的爪子已抓住了打捞头。
④上提管柱,同时观察吨位表,若在原管柱悬重的基础上增加约2—3吨,突然降止原悬重时,证明桥塞已成功解封,然后均速起出管柱和打捞器以及桥塞主体。
⑤若打捞器抓住桥塞后反复上提管柱不解封时,可将钻具悬重提起,正向转动油管,使桥塞上部安全帽自行脱开,起出管柱和打捞器,然后套铣桥塞本体。