F22WS焊接工艺评定方案
- 格式:doc
- 大小:179.23 KB
- 文档页数:13
焊接评定方案论证第一篇:焊接评定方案论证一、研究背景本方案的研究课题为某焊接平台的焊接工艺评定。
焊接工艺评定(Welding Procedure Qualification,简称WPQ)为验证所拟定的焊件焊接工艺的正确性而进行的试验过程及结果评价。
焊接工艺是保证焊接质量的重要措施,它能确认为各种焊接接头编制的焊接工艺指导书的正确性和合理性。
通过焊接工艺评定,检验按拟订的焊接工艺指导书焊制的焊接接头的使用性能是否符合设计要求,并为正式制定焊接工艺指导书或焊接工艺卡提供可靠的依据。
焊接工艺评定被广泛应用于气焊,焊条电弧焊,熔化极气体保护焊,埋弧焊,等离子弧焊,电渣焊等焊接方法中,是实际焊接生产中必要的一环。
在国内,焊接工艺的评定一般按照GB/T19866-2005国家标准(CNS)中规定的原则进行,然而,在实际焊接工艺的评定过程中,由于焊接结构尺寸大,质量大,接头形式多而复杂等原因,原焊接工艺的评定不能完全满足现有焊接结构的需要,因此,焊接工艺的评定亟待改进。
目前,在国内,王铁军,马振峰等人对建筑钢结构焊接工艺的评定进行了探索,使工艺评定过程更加全面,合理。
由于国内建筑结构钢的焊接工艺评定发展还比较落后,进行焊接工艺的探索是非常有意义的。
二、研究内容1.确定焊接工艺评定项目2.预备焊接工艺规程(PWPS)制定3.焊接工艺评定(WPQR)计划制定4.WPQR样件的焊接及过程监控5.WPQR检验实验6.WPQR报告形成及评审会三、研究目的与意义焊接工艺是保证焊接质量的重要措施,它能确认为各种焊接接头编制的焊接工艺指导书的正确性和合理性。
通过焊接工艺评定,检验按拟订的焊接工艺指导书焊制的焊接接头的使用性能是否符合设计要求,并为正式制定焊接工艺指导书或焊接工艺卡提供可靠的依据。
在进行焊接平台工艺评定的过程中,可以全面学习关于焊接工艺制定的标准与方法,对焊接工艺的基本流程有较深入的了解。
进行焊接工艺评定的目的是评定施焊单位是否有能力焊出符合相关国家或行业标准、技术规范所要求的焊接接头;验证施焊单位所拟订的焊接工艺规程(WPS或pWPS)是否正确;为制定正式的焊接工艺指导书或焊接工艺卡提供可靠的技术依据。
钢结构焊接工艺评定方案编制:审核:批准:XXXXXX2013年3月钢结构焊接工艺评定方案1.评定目的根据工厂制作条件及现场作业中的各种焊接位置和施工特点,选取最具代表性的焊接接头,按照焊接规范要求选用作为试件的母材及与其配套的焊材进行焊接试验,保证试件的焊接质量达到设计、使用要求。
2.标准要求试件需符号以下标准及要求:《碳钢焊条》GB/T 5117《低合金钢焊条》GB/T 5118《埋弧焊用低合金钢焊丝和焊剂》GB/T 12470《气体保护电弧焊用碳钢、低合金钢钢丝》GB/T 8110《建筑钢结构焊接技术规程》JGJ81-2002《钢结构工程施工质量验收规范》GB 50205《低合金高强度结构钢》GB/T 1591-2008《焊接工艺评定规程》DL/T 868-20043.试验项目对经常使用的材质为Q345B,板厚为6/8/10/12/14/16/18/20的低合金高强度结构钢,按照规范要求选取并制作板厚为18的试件进行对接焊缝焊接试验;考虑原材及加工要求,按照“板状角焊缝试件评定合格的焊接工艺适用于管与板或管与管的角焊缝”规定,选取并制作板厚为20及18的试件进行角焊缝焊接试验;选取材质为Q345B,板厚为20的板材与规格为φ19*80的栓钉进行栓钉焊接试验;试验项目汇总如下表序号试验内容试件材质规格型号焊接方法1 对接焊缝Q345B-Q345B δ18钢板-δ18钢板埋弧自动焊2 角接焊缝Q345B-Q345B δ20钢板-δ18钢板CO2气体保护焊3 栓钉焊接Q345B-Q345B δ20钢板-φ19栓钉手工电弧焊/螺柱焊4.注意事项由检验人员检验试件材质、板厚,焊材规格等合格后方可使用;试件下料可通过剪板机、数控切割机、半自动切割机等;按照方案要求采用埋弧焊机自动焊接,或者气体保护焊接、手工电弧焊等;按要求对试件进行编号、标示;焊接人员需持有焊工操作证,且在有效期内;作业前需穿戴好焊工手套、护目镜等劳动保护用品;焊接前必须清除干净试件上的铁锈、毛刺等,保证焊接表面粗糙度;严禁在焊缝以外的母材上打火引弧;对接、T型接头施焊应在其两端设置的引(熄)弧板上起(落)弧;引(熄)弧板的坡口、厚度、材质等应与构件相同;引(熄)弧板的长度:手工电弧焊和CO2气体保护焊为25~50mm;埋弧自动焊为50~100mm;母材焊接及试件检验过程中需留有必要的图片记录,如带编号的试件的焊接过程、试件在试验设备上的固定等;5.试件准备试件尺寸、数量等的准备如下序号试验内容试件尺寸数量焊接位置示意1 对接焊缝-18×150×300 62 T形焊缝-18×150×300-20×150×300333 栓钉焊接-20×150×300φ19*80212-18×150×300宽度150-20×150×3006.评定流程工艺评定包括工艺评定指导书、工艺评定记录表、工艺评定检验结果、工艺评定报告等,流程如下:工艺评定方案→工艺评定指导书→试件及焊材、机具等准备→试件制作→工艺评定记录→工艺评定检验结果→工艺评定报告其中工艺评定检验结果及工艺评定报告由检测机构出具。
焊接工艺评定工作是整个焊接工作的前期准备,焊接工艺评定工作是验证所拟定的焊件及有关产品的焊接工艺的正确性而进行的试验过程和结果评价,重要性不言而喻。
一、焊接工艺评定概念它包括焊前准备、焊接、试验及其结果评价的过程。
焊接工艺评定也是生产实践中的一个重要过程,这个过程有前提、有目的、有结果、有限制范围。
所以焊接工艺评定要按照所拟定的焊接工艺方案进行焊前准备、焊接试件、检验试件、测定试件的焊接接头是否具有所要求的使用性能的各项技术指标,最后将全过程积累的各项焊接工艺因素、焊接数据据和试验结果整理成具有结论性、推荐性的资料,形成“焊接工艺评定报告”。
二、焊接工艺评定的意义焊接工艺评定是保证锅炉、压力容器和压力管道焊接质量的一个重要环节。
焊接工艺评定是锅炉、压力容器和压力管道焊接之前技术准备工作中一项不可缺少的重要内容,是国家质量技术监督机构进行工程审验中必检的项目,是保证焊接工艺正确和合理的必经途径,是保证焊件的质量,焊接接头的各项性能必须符合产品技术条件和相应的标准要求的重要保证,因此,必须通过相应的实验即焊接工艺评定加以验证焊接工艺正确性和合理性,焊接工艺评定和还能够在保证焊接接头质量的前提下尽可能提高焊接生产效率和最大限度的降低生产成本,获取最大的经济效益。
三、焊接工艺评定目的和适用范围3.1 焊接工艺评定目的1.是锅炉、压力容器和压力管道及设备制造、安装、检修等生产过程和焊工培训教学应遵循的技术文件;2.是焊接质量管理所要执行的关键环节或重要措施;3.是反映一个单位施焊能力和技术水平高低的重要标志;4.是行业和国家相关的规程所做规定的必须进行的项目。
3.2 焊接工艺评定的适用范围1.焊接工艺评定适用于锅炉、管道、压力容器和承重钢结构等钢制设备的制作、安装、检修的焊接工作以及焊工培训和焊工技术考核,在这些工作实施前都要进行的焊接工艺评定,来确定所拟订的焊接工艺的正确性。
2.焊接工艺评定适用于焊条电弧焊、钨极氩弧焊、熔化极气体保护焊、药芯焊丝电弧焊、气焊、埋弧焊等焊接方法。
焊接工艺评定在设计焊接件时,需要考虑多个因素,包括抗拉强度、刚度、塑性、冲击韧性、成形性、焊接性、耐蚀性、耐磨性、耐热性及材料的价格和市场供货状况等。
同时,还需要遵循所纳入的行业的国家标准,如建筑钢结构焊缝强度设计值应符合《建筑结构设计统一标准》、《钢结构设计规范》、《冷弯薄壁型钢结构技术规范》等。
在设计图上,应包括结构材料、焊接方法及材料、焊接接头形式及尺寸的细节、允许尺寸偏差、焊前预热要求、焊后热处理的方法等信息。
二、焊接工艺评定要求及评定方法:1、焊接工艺评定的目的:焊接工艺评定是为了确定焊接工艺的可靠性和适用性,保证焊接质量,提高生产效率,降低生产成本。
2、焊接工艺评定的内容:焊接工艺评定的内容包括焊接方法、焊接材料、焊接工艺参数、检验方法等。
3、焊接工艺评定的方法:焊接工艺评定的方法包括焊接试样制备、焊接试验、试样检验等。
其中,焊接试验应按照国家标准或行业标准进行,试样检验应符合规定的检验标准。
评定结果应记录在评定报告中,评定报告应包括评定结论、评定依据、评定过程、评定结果等内容。
4、焊接工艺评定的有效期:焊接工艺评定的有效期应根据具体情况而定,一般不超过三年。
在有效期内,如有焊接工艺参数或焊接材料的变更,应重新进行焊接工艺评定。
5、焊接工艺评定的管理:焊接工艺评定应由专门的焊接工艺评定机构或焊接技术人员进行,评定报告应得到相关部门的认可并加以管理。
注:焊接工艺评定是为了保证焊接质量和提高生产效率,其内容包括焊接方法、焊接材料、焊接工艺参数、检验方法等。
评定方法包括焊接试样制备、焊接试验、试样检验等,评定结果应记录在评定报告中,有效期一般不超过三年,管理应由专门的机构或人员进行。
是焊接结构设计中非常重要的一部分。
它包括焊接接头的几何尺寸、焊接材料、焊接工艺、无损检测、焊缝性能等方面的要求。
在设计焊接结构时,必须根据所需的强度、刚度、稳定性等要素,合理选择焊接材料、工艺和接头形式,并严格控制焊接过程中的各项参数,确保焊接接头的质量和稳定性。
焊接工艺评定方案(车间制作)目录1 编制说明 (1)1.1 适用范围 (1)1.2焊接工艺评定包含的文件内容 (1)1.3采用的标准和规范 (1)1.4 遵循原则 (1)2 工程结构概况 (2)2.1钢结构主要截面形式及材质板厚 (2)2.2主要结构钢典型节点形式: (3)3 焊接工艺评定 (4)3.1 焊接方法 (4)3.2 焊接材料 (5)3.3焊接规范本结构焊接拟用焊接规范见表3.3 (5)3.4主要工艺措施 (5)3.5 焊缝检验 (6)3.6 焊接位置 (8)4 焊接工艺评定方案 (9)4.1 评定依据: (9)4.2试件焊缝检验 (11)4.3试验项目(见下表)。
(11)4.4试验结果要求 (12)1 编制说明1.1适用范围焊接工艺评定指导性文件。
1.2焊接工艺评定包含的文件内容1、焊接工艺评定报告2、焊接工艺评定结果3、焊接工艺评定指导书4、焊接工艺评定记录表5、焊缝超声波探伤报告6、力学性能实验报告7、焊材质保书8、钢材质保书9、焊工证书1.3采用的标准和规范本工程钢结构设计说明书《钢结构工程施工质量验收规范》 GB50205-2001《钢结构焊接规范》 GB50661-2011《钢的低倍组织及缺陷酸蚀检验法》 GB226-1991《钢焊缝手工超声波探伤方法和探伤结果分级》 GB11345-2007《气体保护焊用碳钢、低合金钢焊丝》 GB/T8110-2008《焊接接头冲击试验方法》 GB/T2650-2008《焊接接头拉伸试验法》 GB/T2651-2008《焊接接头弯曲及压扁试验法》 GB/T2653-20081.4遵循原则本次工艺试验依据加工厂工况、作业环境、材料品种、规格、焊接机械、焊材、焊工技能等因素进行。
本工艺试验按下列程序进行:(1)选定有代表性的焊接接头形式,进行焊接试验及工艺评定。
(2)选择拟使用的作业机具,进行设备性能评定。
(3)通过相应的检测手段对焊件焊后质量进行评定。
凯里市滨江路(玻璃厂至下司)BT项目第三合同段焊接工艺评定方案编制:复核:审核:凯里市滨河路BT项目第三合同段项目部2014年07月一、总则凯里市滨江路(玻璃厂至下司)BT项目第三合同段钢盖梁均采用Q345qD 钢材制造。
结构中存在多种不同规格的对接、熔透角接及T型角接接头,根据设计图纸及相关技术文件要求,结合各部分钢梁的结构形式,我们根据《铁路钢桥制造规范》(TB10212-2009)的相关规定,从各种形式接头所有的板厚规格中选择有代表性的板厚组合进行焊接工艺评定试验(以下简称试验)。
二、接头选择结合各部分结构形式,我们整理了结构中存在的各种不同板厚、不同焊接方法和不同施焊工位的各类主要对接、熔透角接及T型角接接头。
并从所有的接头形式中选择了9组有代表性和针对性的板厚和接头组合进行焊接工艺评定试验(试验钢板的材质均为Q345qD):其中包括5组对接接头,2组熔透角接接头和2组T型角接接头。
试验的具体内容如下:焊接工艺评定熔透角焊缝施焊造成开口收缩,组拼时应根据试验收缩值加放组拼开口尺寸。
编号接头形式代表接头位置板厚组合坡口形式焊接方法工位焊接工艺参数备注TJ3 熔透角接隔板与顶、底板腹板与顶、底板δ24+δ28气体保护焊反面气刨清跟熔透平角焊焊丝:E5R50-6(Ф1.2)电流:260~280A电压:26~28V杭州东HJ3TJ4 熔透角接隔板与腹板δ24+δ28气体保护焊反面气刨清根熔透立角焊焊丝:ER50-6(Ф1.2)电流:260~280A电压:26~28V杭州东站HJ5TD6 熔透对接腹板对接δ28+δ28CO2气体保护焊立位立焊焊丝:E501T-1(Ф1.2) 电流:240~260A电压:26~28V杭州东站HD8TJ7角接横隔板、竖向加劲肋、纵向加劲肋角焊缝δ20+δ24CO2气体保护焊平位平焊焊丝:ER50-6(Ф1.2)电流:260~280A电压:26~28V杭州东站HD10Z鉴于在杭州东站动车走形线特大桥钢盖梁制造项目中,我公司已做过部分与上表中相同的焊接工艺评定试验,根据《铁路钢桥制造规范》(TB10212-2009)的相关规定,可不再对这些接头进行评定。
(经典文档)建筑钢结构焊接工艺评定5焊接工艺评定5.1一般规定5.1.1凡符合以下情况之一者,应在钢结构构件制作及安装施工之前进行焊接工艺评定:1国内首次应用于钢结构工程的钢材(包括钢材牌号与标准相符但微合金强化元素的类别不同和供货状态不同,或国外钢号国内生产);2国内首次应用于钢结构工程的焊接材料;3设计规定的钢材类别、焊接材料、焊接方法、接头形式、焊接位置、焊后热处理制度以及施工单位所采用的焊接工艺参数、预热后热措施等各种参数的组合条件为施工企业首次采用。
5.1.2焊接工艺评定应由结构制作、安装企业根据所承担钢结构的设计节点形式、钢材类型、规格、采用的焊接方法、焊接位置等,制定焊接工艺评定方案,拟定相应的焊接工艺评定指导书,按本规程的规定施焊试件、切取试样并由具有国家技术质量监督部门认证资质的检测单位进行检测试验。
5.1.3焊接工艺评定的施焊参数,包括热输入、预热、后热制度等应根据被焊材料的焊接性制订。
5.1.4焊接工艺评定所用设备、仪表的性能应与实际工程施工焊接相一致并处于正常工作状态。
焊接工艺评定所用的钢材、焊钉、焊接材料必须与实际工程所用材料一致并符合相应标准要求,具有生产厂出具的质量证明文件。
5.1.5焊接工艺评定试件应由该工程施工企业中技能熟练的焊接人员施焊。
5.1.6焊接工艺评定所用的焊接方法、钢材类别、试件接头形式、施焊位置分类代号应符合表5.1.6/1~表5.1.6/4及图5.1.6/1~图5.1.6/4规定。
5.1.7焊接工艺评定试验完成后,应由评定单位根据检测结果提出焊接工艺评定报告,连同焊接工艺评定指导书、评定记录、评定试样检验结果一起报工程质量监督验收部门和有关单位审查备案。
报告及表格可采用附录B的格式。
5.2焊接工艺评定规则5.2.1不同焊接方法的评定结果不得互相代替。
5.2.2不同钢材的焊接工艺评定应符合下列规定:1不同类别钢材的焊接工艺评定结果不得互相代替;2Ⅰ、Ⅱ类同类别钢材中当强度和冲击韧性级别发生变化时,高级别钢材的焊接工艺评定结果可代替低级别钢材;Ⅲ、Ⅳ类同类别钢材中的焊接工艺评定结果不得相互代替;不同类别的钢材组合焊接时应重新评定,不得用单类钢材的评定结果代替。
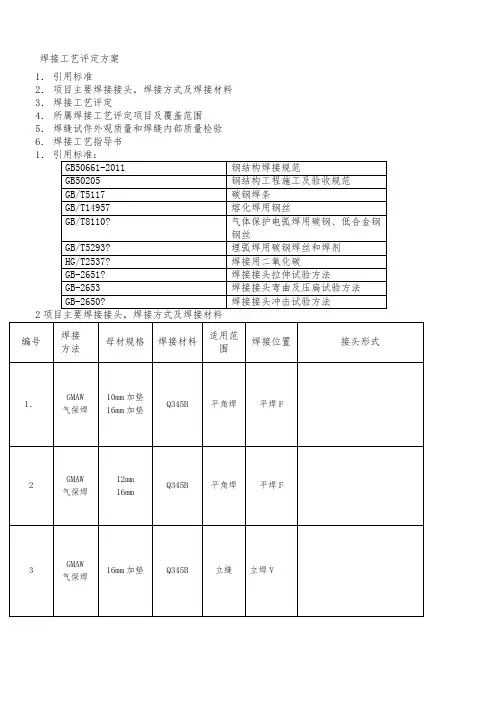
焊接工艺评定方案
1.引用标准
2.项目主要焊接接头,焊接方式及焊接材料3.焊接工艺评定
4.所属焊接工艺评定项目及覆盖范围
5.焊缝试件外观质量和焊缝内部质量检验6.焊接工艺指导书
时,应
20℃以
f)焊接工艺评定的焊接试件由本单位和本项目的技能熟练,并具有相应合格项位的焊接人员
担任。
g)焊工必须严格按焊接工艺指导书施焊。
h)无损检测人员应具备相应资格。
i)试样的性能试验单位应具有相应资质
j)焊接工艺评定结果不合格时,应分析原因,制订新的评定方案,按原步骤重新评定,直至合格为止。
3.所属焊接工艺评定项目及覆盖范
a)评定规则:按GB50661-2011《钢结构焊接规范》中的评定规则进行评定,在钢材和焊材选
定的情况,如下述因素发生变化,需重作焊接工艺评定:
i.焊接方法的改变
ii.焊接位置的改变
iii.衬垫的改变
iv.按焊丝直径规定的焊接电流、焊接电压或焊接速度的改变分别超过评定合格值的10%,7%和10%
v.坡口形状和尺寸改变
详见GB50661-2011《钢结构焊接规范》6.3
iv焊缝的各项理化试验。
焊接工艺评定方案修订 TPMK standardization office【 TPMK5AB- TPMK08- TPMK2C- TPMK18】苏州宝带东路跨运河钢桁梁制造焊接工艺评定方案(修订)编制:复核:审核:批准:中铁九桥工程有限公司2013年09月一、总则苏州宝带东路跨运河钢桁梁主体结构采用Q345qD钢材制造。
各结构中存在多种不同规格的对接、熔透或坡口角接及T型角接接头,根据钢梁的设计图纸及相关技术文件要求,结合全桥钢梁的结构形式,我们根据《公路桥涵施工技术规范》(JTG/T F50-2011)附录F1的相关规定,从各种形式接头所有的板厚规格中选择有代表性的板厚组合进行焊接工艺评定试验(以下简称试验)。
二、接头选择结合各部分结构形式,我们整理了结构中存在的各种不同板厚、不同焊接方法和不同施焊工位的各类主要对接、熔透或坡口角接及T型角接接头,详见《附表:苏州宝带桥全桥主要接头形式表》。
并从所有的接头形式中选择了33组有代表性和针对性的板厚和接头组合进行焊接工艺评定试验:其中包括14组对接接头,10组熔透角接接头,5组坡口角接接头和4组T型角接接头。
三、试验材料和焊接设备1、母材本次试验用钢板包括厚度为8mm、12mm、20mm、25mm、30mm、35mm、40mm、50mm、55mm的Q345qD材质钢板。
符合GB/T714-2008的技术要求。
试板规格:对接接头:150×800 角接接头:150×6002、焊接材料2.1埋弧自动焊:①上下弦杆件节点板对接焊缝、箱型杆件棱角焊缝箱体外部采用H08Mn2E(φ5.0)焊丝,配合SJ101q焊剂。
②上下层桥面板对接焊缝填充盖面层焊接采用H08Mn2E(φ5.0)焊丝,配合SJ101q焊剂。
③工型腹杆、桥面系T型横梁主焊缝采用H08MnA(φ5.0)焊丝,配合SJ101q 焊剂。
气体保护焊:2.2 CO2①上下弦杆件腹杆接头板、横梁接头板焊缝采用药芯焊丝E501T-1(φ1.2)焊接。
1 EN150852 焊接工艺规程及焊接工艺评定2.1 焊接工艺规程(WPS)焊接工艺规程依据标准ISO15609制订。
焊接工艺规程(WPS)应该包含实施焊接操作必需信息。
通常焊接工艺规程(WPS)关键内容有:1、相关制造商内容2、相关母材内容3、全部焊接工艺通用性4、相关焊接方法特殊要求对于具体应用而言,可依据实际情况做增减处理。
1.1 相关制造商内容-制造商标识;-WPS标识;-相关WPAR统计(或其它相关文件)编号。
1.2 相关母材内容1.2.1 母材种类-材料标识、标准编号-材料类组1.2.2 工件尺寸-接头厚度范围-管子外径范围1.3 全部焊接工艺通用性内容1.3.1 焊接工艺方法使用焊接工艺方法按ISO 4063 表示。
1.3.2 接头设计-接头设计图应该显示形状和尺寸注:参考接头设计相关标准能够给出细节。
-焊接次序可能对接头性能产生影响时,应明确给出焊道次序。
1.3.3 焊接位置焊接位置按ISO 6947要求。
1.3.4 接头制备-接头制备方法、清理、去污,包含将要使用方法。
-装夹及定位焊接;1.3.5焊接技能:-无摆动;-摆动:1)对手工焊而言,焊道最大宽度,2)对机械化焊接和自动焊而言,摆动最大幅度、频率和时间-焊炬、电极及/或焊丝角度。
1.3.6 后面清根:-将要使用方法;-深度和形状。
1.3.7 衬垫:-衬垫方法和类型,材料和尺寸;-对于气体衬垫要求使用工艺类组13、14、15保护气体。
1.3.8 焊接材料-标识:制造商及商标;-尺寸(规格):焊条/焊丝直径或焊带宽度及厚度;-保管和使用要求:烘干、大气暴露时间、再烘干等。
1.3.9 电参数-电流种类(直流或交流)及极性;-必需时,脉冲焊接具体信息(机器设置、程序选择);-电流范围;-电压范围。
1.3.10 机械化焊接及自动焊-行走速度范围;-送丝(带)速度范围。
假如设备不许可控制两个参数中任何一个,应要求替换机器装置。
所以,WPS限制在特定类型设备上。
锅炉焊接工艺指导书
项目:
焊接工艺指导书编号:
编制:
审核:
批准:
某某有限公司
2012年11月30日
附件1 焊接工艺指导书
焊接材料:
耐蚀堆焊金属化学成分(%)
C Si Mn P S Cr Ni Mo V / / / / / / / / /
电特性
电流种类: 交流 极性: /
焊接电流范围(A ): 55-125 电弧电压(V ) 18-22
熔滴过度形式 焊丝送进速度(cm/min ) 技术措施:
摆动或不摆动焊: 盖面摆动
摆动参数: 横向适度摆动
焊前清理和层间清理: 角磨机 背面清根方法: / 单道焊或多道焊: 单道 单丝焊或多丝焊: 单丝 导电嘴至工件距离(mm ) 2 锤击: /
其他:
THANKS !!!
致力为企业和个人提供合同协议,策划案计划书,学习课件等等
打造全网一站式需求
欢迎您的下载,资料仅供参考,如有侵权联系删除!。
焊接工艺评定方案修订苏州宝带东路跨运河钢桁梁制造焊接工艺评定方案(修订)编制:复核:审核:批准:中铁九桥工程有限公司2013年09 月、总则苏州宝带东路跨运河钢桁梁主体结构采用Q345qD 钢材制造。
各结构中存在多种不同规格的对接、熔透或坡口角接及T 型角接接头,根据钢梁的设计图纸及相关技术文件要求,结合全桥钢梁的结构形式,我们根据《公路桥涵施工技术规范》(JTG/T F50-2011)附录F1的相关规定,从各种形式接头所有的板厚规格中选择有代表性的板厚组合进行焊接工艺评定试验(以下简称试验) 。
二、接头选择结合各部分结构形式,我们整理了结构中存在的各种不同板厚、不同焊接方法和不同施焊工位的各类主要对接、熔透或坡口角接及T 型角接接头,详见《附表:苏州宝带桥全桥主要接头形式表》。
并从所有的接头形式中选择了33 组有代表性和针对性的板厚和接头组合进行焊接工艺评定试验:其中包括14组对接接头,10组熔透角接接头,5 组坡口角接接头和4组T 型角接接头。
三、试验材料和焊接设备1、母材本次试验用钢板包括厚度为8mm、12mm、20mm、25mm、30mm、35mm、40mm、50mm、55mm的Q345qD 材质钢板。
符合GB/T714-2008的技术要求。
试板规格:对接接头:150X 800角接接头:150X 6002、焊接材料2.1埋弧自动焊:①上下弦杆件节点板对接焊缝、箱型杆件棱角焊缝箱体外部采用H08Mn2E (?5.0)焊丝,配合sjioiq旱剂。
②上下层桥面板对接焊缝填充盖面层焊接采用H08Mn2E (构.0)焊丝,配合SJ101q旱剂。
③工型腹杆、桥面系T型横梁主焊缝采用H08MnA (构.0)焊丝,配合SJ10iq旱剂。
2.2 CO2气体保护焊:①上下弦杆件腹杆接头板、横梁接头板焊缝采用药芯焊丝E501T-1 (?1.2)焊接。
②上层桥面U肋焊缝采用药芯焊丝E501T-1 (也.2)焊接,下层桥面纵向板肋焊缝采用实芯焊丝ER50-6 (?1.2)焊接;弦杆、腹杆纵向加劲肋采用实芯焊丝ER50-6 (?1.2)焊接。
焊接工艺评定任务书编号:HP-02-007
对焊接头的基本要求:
接头坡口型式:V型
其他要求:按5G、2G位置评定
指定评定单位:平顶山姚孟电厂(焊培)
焊接工艺评定方案
编号:
母材:
类号:Ⅴ 级号: 与类号: Ⅴ 级号: 钢号:F12 与钢号:F12 相焊接 试件:
母材厚度: 3.5mm 焊缝金属厚度:3.5mm 管子直径: 52.0 其 它: 电特性:
钨极型号和尺寸: Wce20 Φ2.5
送丝速度范围: mm/min
填充金属:
焊条型号:(见表)规格:(见表)
焊丝牌号:(见表)规格:(见表)
焊剂型号
焊接位置:
焊接位置:水平固定焊接方向:向上
预热:
预热温度:150-200℃层间温度℃
保持方式:电加热
后热、焊后热处理:
热处理类别:高温回火
温度范围:750-780℃
时间范围:10-20分钟
其它:焊后缓冷至100-120℃恒温1h升降温100℃/h, 温度降至300℃可不控制。
气体:
保护气体:氩气流量:9-12 L/min
背保护气体:流量: 7-10 L/min
后保护气: 流量: L/min
施焊技术:
无摆动或摆动焊:焊嘴尺寸:
清理方式:锉刀、刷清根方式:
导电嘴于工件距离:
其它:
钢材焊接性:满足任务书的各项要求。