逐点比较算法圆弧插补
- 格式:doc
- 大小:305.55 KB
- 文档页数:18
1
XXX学院
学生课程设计(论文)
题 目:逐点比较法圆弧插补的连续轨迹
控制设计
学生姓名: XXX 学 号:2006XXXXXXXX
所在院(系): 机电工程学院
专 业: 机械设计制造及其自动化
班 级: 06机制6班
指 导 教 师: XXX 职称: 教授
2009年 12月 8 日
2 XXX学院本科学生课程设计任务书
题 目 逐点比较法插补的连续轨迹控制设计(圆弧插补)
1、课程设计的目的
专业课程综合训练目的是本使学生通过对所学主要专业课的综合应用,基本掌握一般机电控制系统的设计方法及步骤。综合运用所学的基础知识和技能,进一步提高学生的设计能力,培养学生创新意识和创新能力,提高控制系统分析设计的总体意识和工程实践能力。
2、课程设计的内容和要求(包括原始数据、技术要求、工作要求等)
设计内容要求:(1)铣床CNC系统硬件原理图及其说明;(2)推导完整的插补公式;(3)设计出插补软件流程图;(4)用高级语言编写插补程序清单;(4)画出插补轨迹模拟图形;(5)将上述内容整理成设计说明书及图纸。
设计结束后提交4000字左右的课程设计论文;包含上述全部内容。
3、主要参考文献
[1]、张建民等 ,《机电一体化系统设计》,北京:高等教育出版社,2002年
[2]、赵先仲,《机电系统设计》,北京:机械工业出版社,2004年
[3]、吴圣庄,《金属切削机床概论》,北京:机械工业出版社,1993
[4]、杨有君,《数控技术》,北京:机械工业出版社,2005
4、课程设计工作进度计划
内容 学时
总体方案设计 8
CNC系统硬件设计 8
插补系统原理及公式设计 16
插补系统软件设计 48
软件验证 4
绘制所需的各类图及编制技术文件 20
合计 3周
指导教师(签字) 日期 2008年12 月1 日
教研室意见:
年 月 日
学生(签字):
接受任务时间: 年 月 日
注:任务书由指导教师填写。
3 课程设计(论文)指导教师成绩评定表
题目名称
评分项目 分值 得分 评价内涵
工作
表现
20% 01 学习态度 6 遵守各项纪律,工作刻苦努力,具有良好的科学工作态度。
02 科学实践、调研 7 通过实验、试验、查阅文献、深入生产实践等渠道获取与课程设计有关的材料。
03 课题工作量 7 按期圆满完成规定的任务,工作量饱满。
能力
水平
35% 04 综合运用知识的能力 10 能运用所学知识和技能去发现与解决实际问题,能正确处理实验数据,能对课题进行理论分析,得出有价值的结论。
05 应用文献的能力 5 能独立查阅相关文献和从事其他调研;能提出并较好地论述课题的实施方案;有收集、加工各种信息及获取新知识的能力。
06 设计(实验)能力,方案的设计能力 5 能正确设计实验方案,独立进行装置安装、调试、操作等实验工作,数据正确、可靠;研究思路清晰、完整。
07 计算及计算机应用能力 5 具有较强的数据运算与处理能力;能运用计算机进行资料搜集、加工、处理和辅助设计等。
08 对计算或实验结果的分析能力(综合分析能力、技术经济分析能力) 10 具有较强的数据收集、分析、处理、综合的能力。
成果
质量
45% 09 插图(或图纸)质量、篇幅、设计(论文)规范化程度 5 符合本专业相关规范或规定要求;规范化符合本文件第五条要求。
10 设计说明书(论文)质量 30 综述简练完整,有见解;立论正确,论述充分,结论严谨合理;实验正确,分析处理科学。
11 创新 10 对前人工作有改进或突破,或有独特见解。
成绩
指导教师评语
指导教师签名: 年 月 日 综合设计课程设计 目录
1
目录
1 设计要求„„„„„„„„„„„„„„„„„„„„„„„„„„„„„1
1.1 设计要求„„„„„„„„„„„„„„„„„„„„„„„„„„„1
2 设计目的„„„„„„„„„„„„„„„„„„„„„„„„„„„„„1
2.1设计目的„„„„„„„„„„„„„„„„„„„„„„„„„„„1
3 总体方案比较„„„„„„„„„„„„„„„„„„„„„„„„„„„1
3.1 各种方案的特点„„„„„„„„„„„„„„„„„„„„„„„„1
3.2 方案选择
4 多CPU结构CNC系统硬件原理图
4.1 CNC系统原理图
4.2 原理图及其说明
5 逐点比较法圆弧插补原理
5.1逐点比较法圆弧插补原理
5.2 圆弧插补的运算过程
5.3节拍控制和运算程序的流程图
5.4 圆弧插补的象限处理与坐标交换
5.4.1 圆弧插补的象限处理
5.4.2 圆弧自动过象限
6 软件结构设计
6.1逐点比较法圆弧插补的程序设计方案
6.2程序实现方法
6.3程序界面设计
6.4程序代码设计
7 设计小结
综合设计课程设计 设计要求
1
1 设计要求
1.1 设计要求
(1)设计出逐点比较法插补软件流程图;
(2)编写出逐点比较法插补程序;
(3)要求用软件能够实现任意象限圆弧(G03)的插补计算;
(4)要求软件能够处理特殊轮廓的插补,例如坐标中任意圆弧等;
(5)插补结果要求能够以图形模拟进行输出。
2 设计目的
2.1 设计目的
(1)了解连续轨迹控制数控系统的组成原理;
(2)了解逐点比较法插补的基本原理;
(3)掌握逐点比较法插补的软件实现方法。
3 总体方案比较
3.1 各多种方案的特点
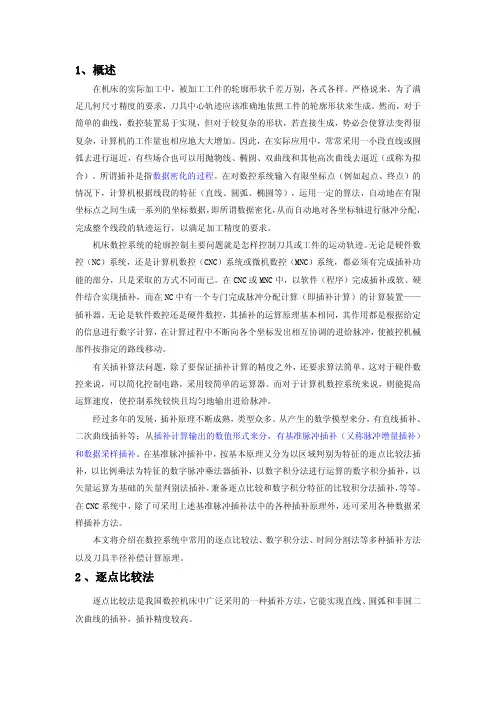
第一:采用逐点比较法插补。逐点比较法的基本原理是被控对象在按要求的轨迹运动时,每走一步都要与规定的轨迹进行比较,由此结果决定下一步移动的方向。逐点比较法既可以作直线插补又可以作圆弧插补。这种算法的特点是,运算直观,插补误差小于一个脉冲当量,输出脉冲均匀,而且输出买成速度变化小,调节方便,因此在两坐标数控机床中应用较为普遍
第二:数学积分法插补。又称为微分分析法。这种插补方法可实现一次、二次、甚至高次曲线的插补,也可以实现多坐标联动控制。只要输入不多的几个数据,就能加工出圆弧等形状较为复杂的轮廓曲线。作直线插补时,脉冲分配也较均匀。
第三:数据采样插补。数据采样插补实际上是一种粗插补过程,它所产生的微小线段仍然比较大,必须进一步对其密化(即精插补)。粗插补算法比较复杂,综合设计课程设计 多CPU结构CNC系统硬件原理图
2 大多用高级语言编制;精插补算法比较简单,多用汇编语言或硬件插补器实现。
3.2 方案选择
根据课题要求,对逆圆插补。根据两种方案的比较,都是很好的方法,但由于圆是二次,用采用逐点比较法插补进行设计比较方便、简单,所以根据各种插补方法的特点,选择用逐点比较法来实现。
4 多CPU结构CNC系统硬件原理图
4.1 CNC系统原理图
图4.1 共享总线的多CPU结构的CNC系统结构框图
4.2 原理图极其说明
共享总线机构,只有主模块有权控制系统的总线,在某一时刻只能有一个猪模块占有总线。共享总线结构的模块之间的通行,主要依靠存储器的实现,采用公共存储器的方式。共享存储器结构,采用多端口存储器来实现各CPU之间的互连和通信,每个端口配有一套数据、地址、控制线,以端口访问,由多端控制逻辑电路解决访问冲突。
管理模块:该模块是管理和组织整个CNC系统工作的模块,主要功能包括:初始化、中断管理、总线裁决、系统出错识别和处理、系统硬件与软件诊断等;
插补模块:该模块用于在插补完成前,进行零件程序的译码、刀具补偿、坐标位移量计算、进给速度处理等预处理,然后进行插补计算,并给顶各坐标轴的位置综合设计课程设计 软件结构设计
3 值;
位置控制模块:对坐标位置给定值与由位置检测到的实际位置值进行比较并获得差值,进行自动加减、回基准点、对伺服系统滞后量进行监视和漂移补偿,然后得到速度控制的模块电压,去驱动进给电动机;
PLC模块:零件程序的开关量(S、M、T)和机床面板来的信号在这个模块中进行逻辑处理,实现机床电器的启、停控制,刀具交换,转台分度,工件数量和运转时间的次数等;
命令与数据输入/输出模块;指零件程序、参数和数据,各种操作指令的输入/输出,以及显示所需要的各种接口电路;
存储器模块:指程序和数据的主存储器,或功能模块数据传送用的共享存储器
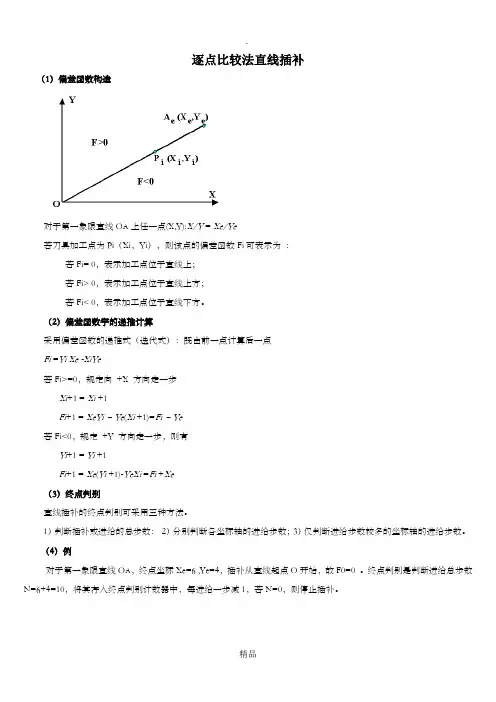
5 逐点比较法直线插补原理
逐点比较法的基本原理是被控对象在按要求的轨迹运动时,每走一步都要与规定的轨迹进行比较,由此结果决定下一步移动的方向。逐点比较法既可以作直线插补又可以作圆弧插补。这种算法的特点是,运算直观,插补误差小于一个脉冲当量,输出脉冲均匀,而且输出买成速度变化小,调节方便,因此在两坐标数控机床中应用较为普遍。
5.1 逐点比较法圆弧插补原理
加工一个圆弧,很容易令人想到用加工点到圆心的距离与该圆弧的名义半径相比较来反映加工偏差。设要加工图3-1所示的第一象限逆时针走向的圆弧AB,半径为R,以圆点为圆心,起点坐标为A(0x,0y),在xy坐标平面第一象限中,点(,)ijPxy的加工偏差有以下3种情况。
若加工点(,)ijPxy正好落在圆弧上,则下式成立,即