《DIP工艺流程图》课件
- 格式:pptx
- 大小:6.10 MB
- 文档页数:23

通用插件作业指导书
篇一:手插件作业指导书
篇二:插件作业指导书模板
文件编号:WI-PRD-D00XX
篇三:插件作业指导书编写规则
作业指导书编写规范
批 准: 审 核: 制 订:
1.目的
为了提高工艺文件质量,规范工艺文件的格式和提高工艺文件的可读性、易读性以及最大的发挥工艺文件对生产作业的指导性作用,便于新的工艺工程师能够快速的掌握工艺的编制技巧,特制定本规范。
2.范围
本规范适用于成型,插件,补焊工艺的编写工作。整机工艺工程师和产品工程师在编写生产工艺和临时工艺时必须执行本指南的具体要求。
3.职责
3.1工程部
1
3.1.1负责对作业工艺流程的编排,负责规范作业顺序。 3.1.2负责对作业动作连贯性,简单性和作业方法的规范。 3.1.3负责规范物料摆放,负责制定标准工时。制定工艺标准。 3.1.4负责作业指导书的制作,审核和发行。
3.1.5负责对产品生产工艺,作业动作的改良。负责引进新的工艺办法,并创新。 3.1.6负责现场跟进,改良生产流程和作业方法。 3.2生产部 3.2.1必须根据作业指导书文件上的工艺编排排线,根据作业步骤的规定作业。 3.2.2负责按照作业指导书上的标准工时和工艺标准加工产品,并按照要求摆放物料。 3.2.3根据作业指导书上的要求配合工程部做工艺改善。
3.3.4根据插件作业指导书上规定的单个工序作业动作流程进行,不得有多余和重复的动
作,以动作简单连贯为标准进行作业。
3.3品质部
3.3.1负责按照作业指导书的上的工艺要求,作业动作,物料摆放对生产作业现场进行监
督,并督导改善没有按照要求作业的工序;做好记录。
3.4PMC部
3.4.1负责按照工程部制定的标准工时安排生产。
4.程序内容
生产工艺是指导生产线员工进行生产作业的技术文件。在
2
编写生产工艺时首先要掌握以下几
点基本原则:1)充分考虑生产车间的组织形式、设备条件和操作人员的技术水平等因素,把握好工艺文件的深度。2)文件应以图为主要内容,文字语言内容应简洁精练、言简意赅,要做到操作者一目了然,便于操作。必要时还可加注。3)凡属操作者应知应会的工艺规程内容,可以不写入工艺文件中。4)编写工艺时要确认输入信息应准确、证据充分。 一份现行的插件工艺文件中,主要有封面、物料信息及插件顺序表(可以有增页)、工艺流程图等三类表格,均为A4幅面,其中封面采用竖版,具体内容采用横版。现对这几份表格进行分区并对每一区域提出具体的编制目的、要求、方法和注意事项等规范。 4.1文件版面规范 4.1.1工艺流程图,SOP,标准工时表必须具备公司名称LOGO,文件名称,产品客户,产品型号,
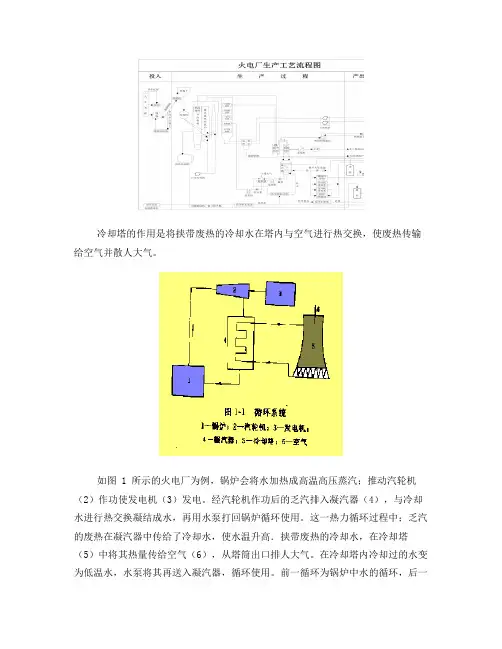
冷却塔的作用是将挟带废热的冷却水在塔内与空气进行热交换,使废热传输给空气并散人大气。
如图 1 所示的火电厂为例,锅炉会将水加热成高温高压蒸汽;推动汽轮机(2)作功使发电机(3)发电。经汽轮机作功后的乏汽排入凝汽器(4),与冷却水进行热交换凝结成水,再用水泵打回锅炉循环使用。这一热力循环过程中;乏汽的废热在凝汽器中传给了冷却水,使水温升高.挟带废热的冷却水,在冷却塔(5)中将其热量传给空气(6),从塔筒出口排人大气。在冷却塔内冷却过的水变为低温水,水泵将其再送入凝汽器,循环使用。前一循环为锅炉中水的循环,后一循环为冷却水的循环。冷却塔中水和空气的热交换方式之一是,流过水表面的空气与水直接接触,通过接触传热和蒸发散热,把水中的热量传输给空气。用这种冷却方式的称为湿式冷却塔(简称湿塔)。湿塔的热交换效率高,水被冷却的极限温度为空气的湿球温度。但是,水因蒸发而造成损耗;蒸发又依循环的冷却水含盐度增加,为了稳定水质,必须排掉一部分含盐度较高的水;风吹也会造成水的损失。这些水的亏损必须有足够的新水持续补充,因此,湿塔需要有补给水的水源。缺水地区,补充水有困难的情况下;只能采用干式冷却塔(简称干塔或空冷塔)。干塔中空气与水(也有空气与乏汽)的热交换;是通过由金属管组成的散热器表面传热,将管内的水或乏汽的热量传输给散热器外流动的空气。干塔的热交换效率比湿塔低,冷却的极限温度为空气的干球温度。
2.2 蒸发耗损量
当冷却回水和空气接触而产生作用,把其水温降时,部分水蒸发会引起冷却回水之损耗,而其损耗量和入塔空气的湿球温度及流量有关,以数学表达式作如下说明:
令:进水温度为 T1℃,出水温度为T2℃,湿球温度为Tw,则
*:R=T1-T2 (℃)------------(1)
式中:R:冷却水的温度差,对单位水量即是冷却的热负荷或制冷量Kcal/h
对式(1)可推论出水蒸发量的估算公式
*:E=(R/600)×100% ------------ (2)
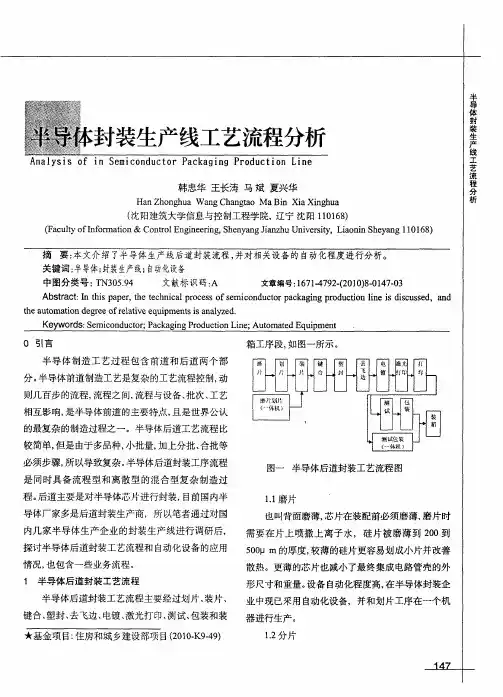
封装生产线工艺流程分析 坐 导 体 封 装 生 产 线 Analysi s of i11 Semiconductor Packagin9 Production Line 工 艺 流 韩忠华王长涛马斌夏兴华 程 分 Han Zhonghua Wang Changtao Ma Bin Xia Xinghua 析 (沈阳建筑大学信息与控制工程学院,辽宁沈阳110168) (Faculty of Information&Control Engineering,Shenyang Jianzhu University,Liaonin Sheyang 1 1 0 1 68)
摘要:本文介绍了半导体生产线后道封装流程,并对相关设备的自动化程度进行分析。 关键词:半导体;封装生产线;自动化设备 中图分类号:TN305.94 文献标识码:A 文章编号:1671-4792.(2010)8.0147.03 Abstract:In this paper,the technical process of semi conductor packaging production line is discussed,and the automation degree of relative equipments is analyzed. Keywords:Semiconductor;Packaging Production Line;Automated Equipment .
分。半导体前道制造艺是复杂的工艺流程控制,动 l r-1 H H rf”r_1边H f.1 f’1 r_1
则几百步的流程,流程之间,流程与设备、批次、工艺 下一一 I 号一_一
较简单,但是由于多品种,小批量,加上分批、合批等 ,{ }_J
必须步骤,所以导致复杂。半导体后道封装工序流程 图一半导体后道封装工艺流程图
键合、塑封、去飞边、电镀、激光打印、测试、包装和装 器进行生产。

DCS/SIS调试及系统联校作业指导书
1 编制依据及适用范围
1.1 目的
1.1.1 依据现行的施工标准规范、规程,总结公司成熟的仪表系统调试工艺,结合公司仪表工程施工特点,编制《仪表系统调试作业指导书》。
1.1.2 使仪表系统调试过程质量控制和安全风险控制达到规范化、程序化,保证全过程的施工安全和施工质量,提高施工效率;
1.1.3 作为持续改进质量管理体系、HSE管理体系的基础和依据;
1.1.4 作为职工培训、学习教材,以提高施工人员素质和技术水平。
1.1.5 为工程技术人员编制施工技术方案提供参考。
1.2 编制依据
本施工作业指导书依据有关施工现行规范、仪表工手册及多年施工经验等编制而成。
GB50093-2002 《自动化仪表工程施工及验收规范》
SH/T3521-2007 《石油化工仪表工程施工技术规程》
GB50131-2007 《自动化仪表工程施工质量验收规范》
SY4205-2007 《石油天然气建设工程施工质量验收规范 自动化仪表工程》
GB50484-2008 《石油化工建设工程施工安全技术规范》
GB/T50430-2007 《工程建设施工企业质量管理规范》
1.3 适用范围
本作业指导书适用于中国石油天然气第七建设公司承揽工程中的自控专业仪表系统调试。
2 作业流程及作业内容
2.1作业流程
2.2 施工准备
施工准备包括资料准备、技术准备、物资准备和施工机具及标准仪器的准备等。
2.2.1 仪表施工平面布置图、安装图、设备规格书、控制回路图,系统图,相关厂家的资料等准备齐全。
2.2.2 仪表系统调试施工技术方案报批完毕。
2.2.3 对施工人员进行调配,并进行人员新技术培训,仪表调试人员应持有有效的资格证书;调校前应熟悉产品技术文件及设计文件中的仪表规格书、控制回路图,系统图。
2.2.4 系统调试过程中需要的调试设备、计量器具、工具及消耗材料等准备齐全。