注塑原材料干燥温度参考表
- 格式:xls
- 大小:28.00 KB
- 文档页数:1



在注塑成型过程中,会遇到各种各样的问题,如出现变形、出现裂纹、出现网状龟裂、熔结痕、产生糊斑等等,这些或多或少都与注塑时的温度相关。
常见塑料名称、简写和注塑温度参数如下:
一般对注塑模具材料的基本要求有以下方面:
1.易于加工,注塑模具零件多为金属材料制成,有的结构形状还很复杂,为了缩短生产周期、提高效率,要求模具材料易于加工成图纸所要求的形状和精度。
2.耐磨性好塑件表面的光泽度和精度都和模具型腔表面的耐磨性有直接关系,特别是有些塑料中加人了玻纤、无机填料及某些颜料时,它们和塑料熔体一起在流道、模腔中髙速流动,对型腔表面的摩擦很大,若材料不耐磨,很快就会磨损,使塑件质量受到损伤。
3.高耐蚀性很多树脂和添加剂对型腔表面都有腐蚀作用,这种腐蚀使型腔表面金属溶蚀、剥落,表面状况变坏、塑件质量变差。
所以,最好使用耐蚀钢,或对型腔表面进行镀铬、钹镍处理。
4.良好的尺寸稳定性在注塑成型时,注塑模具型腔的温度要达到300℃以上。
为此,最好选用经适当回火处理的工具钢(热处理钢)。
否则会引起材料微观结构的改变,从而造成模具尺寸的变化。
5.受热处理影响小为了提髙硬度和耐磨性,一般对模具要进行热处理,但这种处理应使
其尺寸变化很小。
因此,最好采用能切削加工的预硬化钢。
6.抛光性能好塑件通常要求具有良好的光泽和表面状态,因此要求型腔表面的粗糙度非常小,这样,对型腔表面必须进行表面加工,如抛光、研磨等。
所以,选用的钢材不应含有粗糙的杂质和气孔等。
可编辑修改精选全文完整版在注塑成型过程中,会遇到各种各样的问题,如出现变形、出现裂纹、出现网状龟裂、熔结痕、产生糊斑等等,这些或多或少都与注塑时的温度相关。
温度设置的准确程度会有产品的外观以及性能有很大的影响。
在注塑设定温度的时候,进料的地方温度不宜过高,可以防止进料的地方出现堵塞,夹带的空气逸出的情况,在注塑加工前,让我们一起来了解一下”常用塑料注塑温度参数“。
常见塑料注塑温度参数汇总常见塑料名称、简写和注塑温度参数在注塑生产中,常见的几个问题值得注意:由于透明塑料的透光率要高,必然对塑料制品的表面质量要求严格,不能有任何斑点,气孔,泛白、喷雾、黑点、色差、色泽不佳等缺陷,因此在整个注塑工艺中,对原料、设备、模具甚至产品的设计,都要非常注意并提出严格的甚至是特殊的要求。
第二,由于透明塑料多为高熔点,流动性差,所以为了保证产品的表面质量,经常需要对机筒温度、注塑压力、注塑速度等工艺参数进行微调,使注塑时既能充满模具,又不会产生内应力,从而导致产品变形和开裂。
以下为配料准备情况。
从设备与模具要求、注塑工艺与原料处理等几个方面,谈谈应注意的问题。
1、原料的制备和干燥由于塑料中含有任何一点杂质,因此会影响产品的透明度,从而也会影响储存、运输。
进料时要注意密封,确保原料的清洁卫生。
尤其是原料中含有水分,加热后会导致原料变质,因此一定要干燥,并且在注塑时,添加的原料必须采用干燥斗。
另外一点需要注意的是,在干燥过程中,输入的空气最好要经过过滤,除湿,以确保不会污染原料。
2、机筒,螺杆及其配件的清洗。
为了防止原料污染,并在螺杆及附件凹陷处存有旧料或杂质,特别是热稳定性差的树脂,所以在使用前和停机后,应用螺杆清洁剂对各部件进行清洗,使其不能粘有杂质,当无螺杆清洁剂时,可用PE、PS等树脂对螺杆进行清洗。
暂时停机时,为防止物料在高温下停留时间过长,引起解降,应将干燥器与机筒的温度降到160℃以下,如PC、PMMA等。
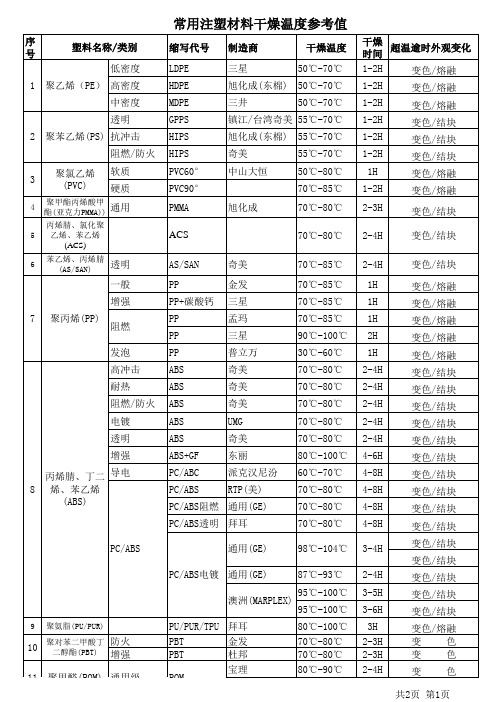
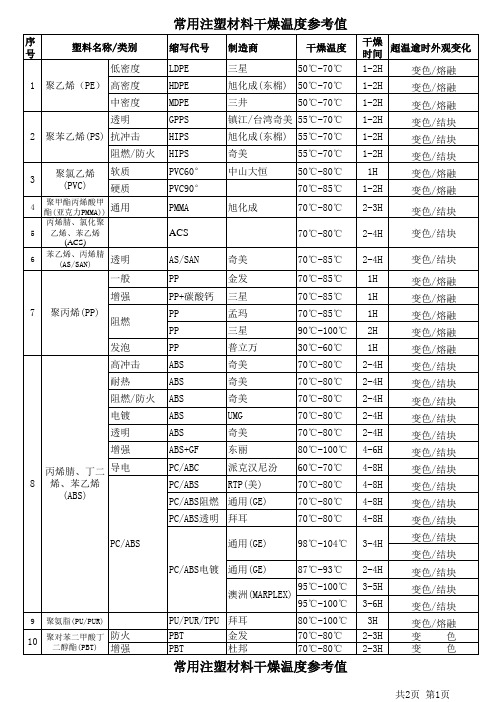
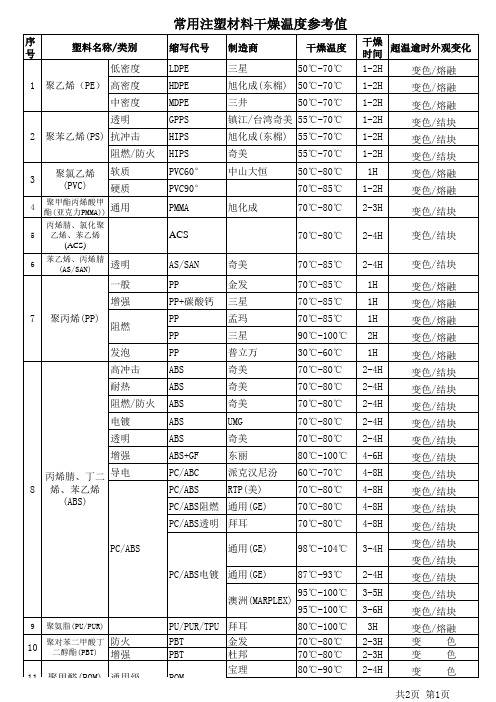
注塑原料干燥参照表
注塑成型加工前,塑胶必须被充分的干燥。
含有水分的材料进入模腔后,会使制件的表面出现银绦状的瑕斑,甚至会在高温时发生加水分解的现象,致使材质劣化.因此在成型加工前一定要对材料进行预处理,使得材料能保持合适的水分。
以下为几种塑料的烘料条件及成型时所能允许的适当水分:
备注:干燥设备实际温度与显示温度出现异常的情况非常高,因此对设备一定要定期校验确保设备设定温度与实际温度一致,使物料达到成型基本要求,特别是温度与湿度。