基于西门子PLC的柔性制造系统实现
- 格式:pdf
- 大小:221.64 KB
- 文档页数:3
1 引言柔性制造系统(FMS)已成为当今乃至今后若干年机械制造自动化发展的重要方向。
基于FMS的发展前景,作为为社会培养工程技术人才的高等院校,需拥有FMS 技术的教学条件。
现利用已有数控机床,购置相关硬件及设备,解决机械加工、物料储运、控制调度、检测监控等机械、控制、通信和管理的关键技术,研制出一套用于教学实验的柔性制造系统。
该柔性制造柔性制造系统。
该柔性制造系统山可编程控制器PLC作为主要的控制设备,通过编写PLC程序使数控机床、运输线以及机械手等硬件设备协调运动;计算机系统作为中央监控系统,采用现场总线技术实现对该柔性制造系统的检测,控制并实时采集传送加工数据。
物料自动输送系统是柔性制造系统(FMS)的重要组成部分,它担负着使FMS物流畅通、高速运行的重任。
在该教学型FMS系统中,运输机构的主要功能为:实现对每个工件加工信息的管理;实现运送工件过程中的准确定位;实现对工件的分配。
本文介绍的是运输机构在工件运送过程中准确定位的一种技术。
该准确定位方法基于电动机的能耗制动原理,采用PLC和检测开关控制定位精度,其优点是经济可靠,定位精确。
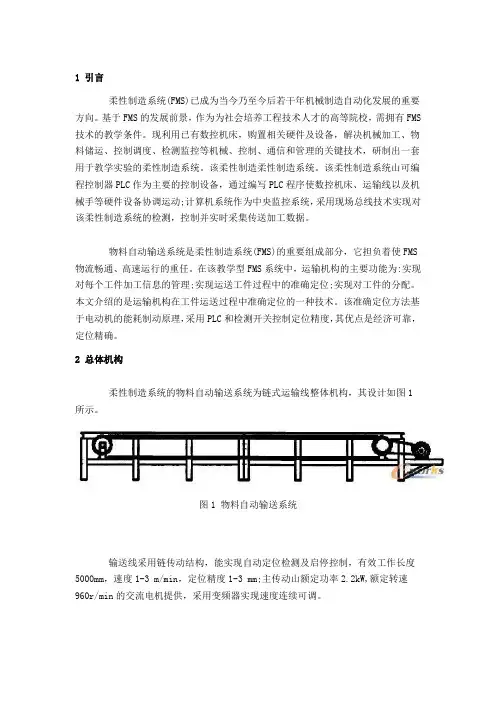
2 总体机构柔性制造系统的物料自动输送系统为链式运输线整体机构,其设计如图1所示。
图1 物料自动输送系统输送线采用链传动结构,能实现自动定位检测及启停控制,有效工作长度5000mm,速度1-3 m/min,定位精度1-3 mm;主传动山额定功率2.2kW,额定转速960r/min的交流电机提供,采用变频器实现速度连续可调。
3 精确定位原理三相交流电机的制动方式主要有三种:反接制动、反馈制动、能耗制动。
反接制动用于准确停车有一定的困难,因为它容易造成反转,而且电能损耗比较大;反馈制动虽是比较经济的制动方法,但是它只能在高于同步转速下使用;相比较之下,能耗制动可以较好地实现该运输机构的准确定位。
采用能耗制动时,将定子脱离交流电源(即1KM断开),立即在定子的两相绕组中通入直流励磁电流(即2KM闭合),使定子产生静止磁场,旋转的转子导体切割定子的磁场感应电流,它与静止的磁场相互作用产生与转子实际转动方向相反的制动转矩,在此作用下,电动机的转速迅速下降,此时运动系统储存的机械能被电动机转换成电能后消耗在转子回路的电阻中。
基于PLC的柔性自动化生产线系统研究随着社会经济的快速发展,人们开始关注与重视柔性自动化的相关研究工作。
通过柔性自动化生产线系统的运用与完善能够更好的满足制造业的发展需要。
文章首先对柔性自动化的相关理论进行了研究,在此基础上探讨了基于PLC 的柔性自动化生产线系统的设计。
标签:PLC;柔性自动化生产线;设计柔性自动化生产线系统在制造业中有着越来越广泛的应用,具有提高生产效率、降低生产周期、降低生产成本的和重要作用。
在柔性自动化生产线中,能够最大限度地提高设备的利用率,从而为产品的生产提供相对稳定的生产能力,同时促进产品质量与应变能力的提高。
当前,我国的柔性自动化生产线的相关研究与应用处于初级阶段,与发达国家存在较大的差距。
因此,要注重柔性自动化生产线系统的研究与开发,为柔性自动化生产线的应用与推广提供借鉴。
1 PLC工作原理1.1 上电处理在PLC系统上电之后,上电处理工作的主要内容包括:第一,将硬件系统设置为默认状态;第二,对I/O模块装置的工作形式进行检查;第三,对系统的其他还原默认值进行处理。
这些上电处理工作都属于PLC的内部工作,在PLC 出厂时就已经设定好了,与客户的程序控制之间存在的联系不大。
因此,PLC 上电处理具有较强的稳定性,而且其运转所需的时间也较短。
1.2 PLC扫描在完成上电处理之后要进行PLC扫描。
在PLC扫描过程中,首先要进行输入工作,在输入工作完成之后要正确处理PLC系统与外设通信体统之间的关系,及时实现时钟与寄存器的更新工作。
当PLC系统的CPU为RUN模式时,PLC 系统会进行反复扫描;当PLC系统的CPU为STOP模式时,PLC系统会进行自我检查。
PLC扫描步骤中又包括三个阶段:首先,输入采样阶段。
在PLC扫描的输入采样阶段中,首先应该对连接终端进行扫描,将连接终端的状态在相应的寄存器中进行保存,实现寄存器的更新。
寄存器仅在输入采样阶段实现内容更新,该阶段结束之后将处于与外界隔离的状态中,直到进入下一次采样阶段才会重新输入内容。
基于PLC控制的柔性生产线中自动分拣系统的研究一、内容综述随着科技的不断发展,自动化技术在各个领域得到了广泛的应用。
在制造业中,柔性生产线作为一种新型的生产模式,以其高效、灵活的特性逐渐成为企业提高生产效率和降低成本的关键手段。
而自动分拣系统作为柔性生产线中的重要环节,其性能直接影响到整个生产线的运行效率和产品质量。
因此研究基于PLC控制的柔性生产线中自动分拣系统具有重要的理论和实际意义。
本文首先对国内外自动分拣系统的发展趋势进行了梳理,分析了各种自动分拣技术的特点和优缺点,为后续的研究提供了理论依据。
接着本文详细介绍了PLC控制的基本原理、结构特点以及在自动分拣系统中的应用,通过对PLC控制在自动分拣系统中的实际应用案例进行分析,揭示了PLC控制在提高自动分拣系统性能方面的作用机制。
在此基础上,本文提出了一种基于PLC控制的柔性生产线中自动分拣系统的设计方案,该方案充分考虑了柔性生产线的特点,采用了模块化设计思想,使得系统具有良好的可扩展性和可维护性。
同时本文还针对该方案进行了详细的仿真分析,验证了其可行性和有效性。
本文对基于PLC控制的柔性生产线中自动分拣系统的发展前景进行了展望,指出了当前研究中存在的问题和挑战,并提出了未来研究的方向和建议。
1. 柔性生产线的概念和特点柔性生产线是一种高度自动化的生产方式,它通过将各种生产设备、工具和控制系统连接在一起,实现对整个生产过程的实时监控和管理。
柔性生产线的主要特点包括高度灵活性、快速换线能力、高效率和低成本。
高度灵活性:柔性生产线可以根据生产需求快速调整生产线的布局和配置,以适应不同产品的生产。
这使得企业能够迅速应对市场变化,提高生产效率和降低库存成本。
快速换线能力:柔性生产线具有很强的换线能力,可以在短时间内完成产品结构的转换,从而实现多品种、小批量的生产。
这有助于企业在激烈的市场竞争中保持竞争力。
高效率:柔性生产线采用先进的自动化设备和技术,实现了生产过程的高度自动化和智能化。


基于PLC的柔性自动化生产线系统研究与设计作者:孙彤来源:《消费导刊》2018年第06期摘要:柔性自动化生产线技术的应用,可以让工业生产更好地满足市场的发展需求,也可以为产品更新速度的提升提供一定保障。
系统的可靠性与实用性是柔性自动化技术领域的核心要素。
本文主要从柔性自动化生产线对设备的要求入手。
对柔性自动化生产线系统的整体设计和PLC控制系统设计问题进行了分析。
关键词:柔性自动化生产线系统 PLC技术系统监控组网设计前言柔性自动化技术具有着提升生产效率、缩短生产周期和降低生产成本的作用。
加工中心、柔性制造单元、柔性制造系统和计算机集成制造系统是柔性自动化生产线系统中不可缺少的内容。
现阶段我国柔性自动化领域的自主知识产权产品数量较少,柔性自动化生产线研究工作的强化,有助于这一技术在工业实践领域应用与推广。
一、柔性自动化生产线对设备的要求(一)工序集中。
工序集中性是柔性自动化生产线设备的主要特点。
柔性自动化生产线对生产线的自动化水平有着较为严格的要求。
科学化、合理化的生产线设备数量控制措施的应用,可以在降低运送负担的基础上,为生产线的生产质量提供保障。
(二)高柔性与高生产率。
高柔性要求与高生产率标准也可以被看作是柔性自动化生产线对设备的要求。
现阶段柔性自动化技术与现代化及其制造技术的融合,模块化在生产中心建设已经成为了一些学者所关注的内容。
在笔者看来,与之相关的可调式机床是对传统大批量生产的机床进行柔性化处理的产物,人们可以格局不同加工目标的要求,构建不同的再生产中心。
(三)易控制性。
柔性自动化技术建立在集成化生产线体系基础之上,因而生产线管控系统的自动控制水平是人们在柔性自动化技术领域所不可忽视的要求。
二、柔性自动化生产线系统设计(一)柔性自动化生产线系统的整体设计。
基于PLC技术的柔性自动化生产线包含有供料单元、装配单元和暂存单元等多个部分。
CP5611上位机可以在这一系统之中发挥上位机的作用。
基于PLC控制的柔性制造系统的研究摘要:随着计算机技术的不断发展,plc控制技术也愈来越成熟。
柔性加工系统属于一种集成化的生产设备,综合了自动化控制技术、编程技术等为一体的加工系统。
本文通过建立柔性制造系统,采用plc的控制技术,探讨了在硬件、软件方面的设计研究。
关键词:plc控制技术;柔性制造;研究;功能在计算机网络和新的控制技术不断发展的基础上,柔性制造技术逐渐的兴起。
由于制造企业的不断发展,为了满足种类多、数量多的要求,所以柔性制造被广泛的应用在制造行业当中。
柔性制造技术是随着制造的环境和任务的变化来调整生产方式,所以它是集自动化和柔性化的特点于一身,在企业中利用柔性制造不仅能够保证生产质量,而且还能够最大程度上提高生产效率,给企业带来更多的经济效益。
通过对柔性制造系统的研究,结合plc控制技术,能够对制造系统的设计和制造提出一些新的建议。
一、plc控制技术特点plc具有典型的计算机机构,在工业控制上属于专用的计算机,是取代继电器控制的系统的一种数字化电子系统。
具有以下几个显著的特点:1.可靠性高、抗干扰能力强plc的主机中,输入与输出电源之间是没有联系的,采用的是光电隔离的方式,所以在运作上是很独立的;在这个系统中是运用循环扫描的工作方式,同时在cpu的保障上采取了对内部电路的检测,所以不会出现任何问题;在电气器件的选择上都有严格的把关,生产工艺流程规范化,同时各模块都有屏蔽措施,防止辐射对元件造成的损害,使电子器件的质量提升,所以plc控制技术显得更加的稳定,如果器件在运行中出现了问题,该系统就会在plc技术下自动报警,然后通过软件可以进行故障的诊断,提升了plc在工作中的可靠性以及安全性。
2.i/o模块丰富plc对于不同的工作环境会有不同的i/o模块以及相应的设备,在这种系统中安装了人—机对话的接口模块,可以提高操作性能,使操作更为的简单便捷;在工业局部网络中为了使通讯更为的畅通设置了网络的接口模块,这些不同类别的i/o模块,为plc的应用提供了很大的方便。
随着科技的发展,消费市场对工业产出商品的要求不断增加,在对生产制造产品的品质和功能提出更高需求的同时,要求制造技术的更新改进时间持续缩短。
在当今市场需求的大背景下,尽管传统的自动制造技术有生产效率很高,但是其缺陷也暴露出来。
传统的自动化生产技术只适用于单一产品的大批量生产,研发周期较长,无法跟上工业生产与发展的脚步,更无法适应市场的需求[1]。
为解决这方面的问题,生产制造方提出了具有灵活性特点的柔性自动化流水线制造系统,研究现有相关制造系统的研究大多局限在理论阶段,为了在相关领域内推广使用这类系统,该文将在这次研基于PLC控制器的柔性自动化流水线制造系统彭志勇(广东省技师学院,广东 惠州 516100)摘 要:该文为提高制造系统的生产制造效率,引进PLC 控制器,对柔性自动化流水线制造系统的设计与开发进行研究。
设计系统工位布置方式与系统总体架构,从供料单元、装配单元2个方面设计系统硬件。
为满足系统在运行中的紧急情况处理需求、手动控制操作需求、联动主动控制需求与单机自动化控制需求,在硬件的支撑下优化系统软件程序。
对比试验结果证明:该系统的生产效率、制造工件的质检合格率更高,可以达到99%以上。
关键词:PLC 控制器;软件程序;制造系统;流水线;自动化;柔性中图分类号:TP 391 文献标志码:A3 结语基于LS-DYNA 对某型航空发动机风扇叶片转子在3 344 r/min 下距叶片轴线径向693 mm 的叶尖区域的鸟撞位置进行1.8 kg 鸟体以100 m/s 相对速度的冲击仿真,得到结论如下:1) 当圆柱形简化鸟体以100 m/s 的速度撞击转速为3 344 r/min 风扇转子的叶尖部位时,共有5块叶片受到了鸟撞影响,其中2号、3号和4号叶片因鸟撞引起的轴向正向位移最显著,分别达到了88 mm 、80 mm 以及54 mm 。
2) 叶片前缘处应力因切割鸟体而急剧增加,而后因应力波扩散而导致整个叶片应力大幅度提高。
基于柔性自动生产线的PLC实验教学改革研究
柔性自动生产线(Flexible Manufacturing System,FMS)是一种灵活高效的自动化
生产线,由多个工作站组成,可以自动调整生产流程以满足不同产品的需求。
本文提出了
基于柔性自动生产线的PLC实验教学改革研究,旨在提高PLC实验教学的教学效果和学生
的学习兴趣。
本文对传统的PLC实验教学进行了分析。
传统的PLC实验教学通常只是通过简单的单
站控制实验来让学生了解PLC的基本原理和操作方法。
由于实验内容单一,学生对实际工
业生产线的理解能力和实际操作能力相对较低。
本文介绍了柔性自动生产线和PLC的基本原理并结合实际案例进行了详细说明。
柔性
自动生产线具有多工作站、多功能、自动调整等特点,能够模拟真实的工业生产环境。
PLC作为柔性自动生产线的控制核心,负责调度各工作站的工作流程。
接着,本文提出了基于柔性自动生产线的PLC实验教学改革方案。
将传统的单站控制
实验改为多站同时控制实验,让学生能够同时掌握多个工作站的控制方法。
引入仿真软件,模拟真实的柔性自动生产线工作流程,让学生可以在虚拟环境中进行实验。
增加实践环节,让学生亲自操作柔性自动生产线完成实际产品的生产。
通过以上改革措施,可以提高PLC
实验教学的实践性和趣味性,培养学生的实际操作能力和创新能力。
基于柔性自动生产线的PLC实验教学改革研究对提高PLC实验教学的教学效果和学生
的学习兴趣具有重要意义,对于培养学生的实际操作能力和创新能力也具有一定的促进作用。
基于 PLC 的柔性制造教学系统设计段莉;朱亚红;周福斌【摘要】根据高职教育特色,结合教学实际,对柔性制造教学系统进行系统研究,主要体现在:在分析柔性制造控制领域现状基础上,融合了 PLC 控制技术和工业以太网通讯等技术;以加工站为例,阐述基于 FX2N 的柔性制造系统控制过程;通过硬件和软件的设计、实施与调试,完成该系统的基本功能。
该研究为柔性制造教学系统的设计和开发提供了新的指导思想,为基于工作过程导向的高职柔性制造系统课程教学提供了设计方案。
%According to the reality of teaching practice,the teaching system of flexible manufacturing is stud-ied combined with the characteristics of higher vocational education,which is mainly reflected as follow:On the basis of analyzing the situation and development trend of flexible manufacturing control field,PLC control technology,industrial Ethernet communications and other technology are incorporated. With processing sta-tion as an example,this paper expounds the flexible manufacturing system based on FX2N control process. By designing,implementing and debugging hardware and software,the basic functions of the system are accomplished. The research can provide novel guiding ideology of design and develop for flexible manufacturing teaching system, and present an effective design scheme for the vocational flexible manufacturing system based on the work process - oriented teaching.【期刊名称】《重庆文理学院学报(社会科学版)》【年(卷),期】2015(000)002【总页数】4页(P77-80)【关键词】加工站;顺序控制;系统设计;SFC【作者】段莉;朱亚红;周福斌【作者单位】重庆科创职业学院机电工程学院,重庆永川 402160;重庆科创职业学院机电工程学院,重庆永川 402160;重庆科创职业学院机电工程学院,重庆永川 402160【正文语种】中文【中图分类】TN874目前,高职院校为体验生产线而研制的模拟加工生产线开放性教学系统多为基于三菱FX2N系列的柔性制造教学系统.系统采用了气动技术及计算机控制技术、模拟离散制造业工艺流程[1].模块单元包括:上料检测站、安装搬运站、原料加工站、工件安装站、原料安装搬运站、皮带传送站、无杆缸传送站、分类入库站.模块间通过现场总线通讯(见图1),可大大缩短设计、加工、安装及调试周期.通过柔性制造教学系统,教师可以根据学生的实际情况从设计、装配、编程、故障排除等方面设计教学任务.学生可以通过FMS实训将所学到的专业知识进行充分综合应用,使技能得到充分训练.该系统既可以将各站之间联网控制,充分体现柔性的灵活性,也可以单站运行.本文所设计的方案为加工站单站运行方案.加工站为典型生产线的第三站,实现工件钻孔和测孔的功能.它主要包括以下几个部分:四工位的旋转工作台、铝型材台面、检测系统、电气挂板、气动二联件和按钮盒等.1.1 硬件描述本站装配图如图2所示.铝型材台面各部分的名称与功能:(1)四工位的旋转工作台1)由一直流电机控制,在每90°的位置设有接近块,与安装在铝板上的电容式接近开关配合从而检测每个90°位置.2)第一工位下装有一个光电开关,用于检测第一工位有无工件.3)第二工位用于夹紧工件并进行钻孔,钻孔时进给运动由气缸完成,旋转运动由另一电机完成.4)第三工位用于加工后孔深的检测,由测孔气缸完成.5)第四工位用于向后站搬运成品大工件.(2)I/O接口板:用于连接台面电器元件和PLC端口(3)电磁阀组:用于控制桌面气动元件加工站接线端子排包括4个部分:PLC输入接线端、PLC输出接线端、0 V接线端子排和24 V接线端子排.加工站的PLC的I/O接线采用单层接线端子排连接,端子排集中连接本工作单元所有电磁阀、传感器等器件的电气连接线、PLC的I/O端口及直流电源.1.2 控制要求上电后复位,回转电机转使瞄准某90°位置,复位完毕后开始灯闪,按开始按钮开始工作;等工件,直到一号位有工件时,工作台转90°,使第二工位有工件,则先夹紧工件,然后钻孔;钻孔完钻头回,夹紧装置放松,工作台再转90°,使第三工位有工件,进行测孔工作;测孔完毕后测孔气缸回,工作台再转90°,完成一个循环;返回.1.3 I/O分配(1)控制面板I/O分配对照表:控制面板共有8个操作按钮,从左向右依次是:开始、复位、特殊、手动/自动、单/联、停止、上电、急停.其中开始、复位、特殊、停止、上电5个按钮上安装了操作指示灯.控制面板按钮如图3所示.(2)工作区I/O分配表:加工站工作区I/O分配表如表1所示.2.1 任务分析加工控制流程图根据控制要求可知,本系统动作为顺序控制流程结构.所谓顺序控制流程,就是将复杂的控制过程分解为若干个工序(工步),分清各个工序的动作细节(成立的条件、转移条件、转移目标),将每个工序定义一个状态器(称为辅助继电器,用M表示),再将各个工序按控制顺序要求联系起来,构成顺序控制流程图.加工站流程图如图4所示.2.2 控制系统程序设计对于顺序控制,编程方法很多,梯形图(LAD)是与电器电路相呼应的图形语言.它沿用了继电器、触头、串并联等术语和类似的图形符号,还增加了一些功能性的指令.梯形图是融逻辑操作、控制于一体,面向对象、实时、图形化的编程语言.梯形图按自上而下、从左到右的顺序排列,最左边的竖线称为起始母线(也称左母线),然后按一定的控制要求和规则连接各个节点,最后以继电器线圈(或再接右母线)结束,称为一个逻辑行或一个“梯级”.通常一个梯形图中有若干逻辑行(梯级),形似梯子.梯形图信号流向清楚、简单、直观.梯形图(LAD)在PLC中应用非常普遍,通常各厂家、各型号PLC都把它作为第一用户语言.基于FX2N的加工站梯形图如图5所示.本控制系统连接硬件设备主要是操作按钮、传感器、位置开关、气阀等输出控制设备以及PC机的连接.在测试中通过人为改变输入状态并通过操作台指示、PC机监测相应的状态变化是否符合设计功能要求,从而确定其正确性.(1) 通过手动控制上电、复位灯、开始灯、急停等按钮测试控制面板的基本控制功能.经测试,8个站的控制面板所有按钮都能正常工作.(2)手动操作各个站的气动阀门,测试各站各功能器件的功能.经调试,各功能器件都能正常工作.(3)根据设定的控制要求,调试加工站的功能,测试是否能够正常运行.经单站调试,该站都能独立完成相应的控制功能.本课题研究为柔性制造教学系统的设计和开发提供了新的指导思想,为实现实用性、典型性和基于工作过程导向的高职柔性制造系统课程教学提供了行之有效的设计方案.由于技术能力等方面的因素影响,本课题研究的基于PLC的柔性制造教学系统,在功能上基本达到了课程实验中对学生的教学要求,但还有需要改进的地方:一是在教学实验系统运行的时候,单站和PLC通过串口相连,此时计算机串口被占用,如果要进行各站之间的切换,则必须重新接线,下载PLC程序,然后再运行相应单站的PLC程序;二是进行该设备开发后,需尽快编写与本设备配套的教材,制作与该设备配套的PPT课件,使之能尽快应用于教学中.【相关文献】[1]曹著明.柔性生产线控制系统的研究与实践[J].职业,2012(2):117-118.[2]魏鹏霄.生产过程自动化[M].北京:机械工业出版社,1983.[3] Printschow G,Spur G,Weck M. 柔性制造系统的控制技术[M].上海:上海科学技术文献出版社,1994:154-168.[4]吴启迪.柔性制造自动化的原理与实践[M].北京:清华大学出版社,1997:58-66.[5]苏州瑞思机电科技有限公司. 自动化生产教学系统[R].苏州:苏州瑞思机电科技有限公司,2009.[6]Lewis R W. Programming industrial control systems using IEC[J].The Institution of Electrical Engineers, 2004,165(23):132-147.。
基于PLC的柔性制造系统供料站设计张顺星;师亚娟【摘要】供料站是柔性制造系统中的起始工作站,起着向整个系统中各工作站提供原料的作用。
该文提出以西门子S7-200 PLC作为控制器,以SMC气动元件作为执行机构的柔性制造系统供料站设计方案,详细论述了供料站的硬件系统构成、气动控制回路、程序设计流程及实现方法。
%Feeding station is the starting station in flexible manufacture system, which played the role of supplying other workstations in the whole system with raw material. In this paper, providing the design of feeding station of flexible manufacture systemwith the Siemens S7 -200 PLC as the controller and SMC pneumatic components as the executive mechanism. The feeding station was described in detail the hardware system structure, pneumatic control loop, the program design process and implementation meth-od.【期刊名称】《工业仪表与自动化装置》【年(卷),期】2015(000)004【总页数】3页(P51-53)【关键词】柔性制造系统;供料站;可编程序控制器;气动控制【作者】张顺星;师亚娟【作者单位】陕西工业职业技术学院,陕西咸阳712000;陕西工业职业技术学院,陕西咸阳712000【正文语种】中文【中图分类】TP2730 引言柔性制造系统(FMS)是一个由计算机集成管理和控制的制造小批量、多品种零部件的自动化制造系统,一般由数字加工设备、物料储运和信息控制3个子系统组成[1]。
PLC课程设计柔性制造系统——检测工作单元的模拟控制检测工作单元的模拟控制一、设计目的1、控制要求:检测单元的主要作用是检测加工工件的特性。
在模块化的生产制造系统上有三种不同材质和颜色的毛坯,即:银白色金属质毛坯、绿色塑料质毛坯和黑色塑料质毛坯。
当工件被放在检测平台上时,由光电传感器、电感传感器及电容传感器的不同状态的组合来分辨三种不同的毛坯,并记录其信号。
同时,升降缸上升,升起至一定位置时,检测缸下降,下降至一定的位置,由检测缸带动的检测装置(两个固定位置的光电传感器)下降,检测毛坯的高度,检测完后检测缸上升,与毛坯不再接触。
如果高度合格,上方导槽的传送带启动,毛坯被直接被推入上方的导槽,并被传送至加工单元(3号站)进行加工,升降缸下降,等待下一个毛坯的到来;如果高度不合格,升降缸直接下降,毛坯被推入下方的导槽(即次品堆),然后等待下一个毛坯的到来。
当发生紧急情况时,按下急停按钮所有动作停止,当急停解除后,需先复位才可以再次启动。
按下复位按钮时,升降缸下降至原始位置,如果平台上有滞留的毛坯,则作为次品处理,被推入次品堆,然后进入正常工作过程。
2、课题要求:通过使用各基本指令,进一步熟练掌握PLC的编程和程序调试。
二、设计步骤1.、设计思路单元外形实物图硬件选型:CPU模块(IC695CPU310)、以太网模块(IC695ETM001)、数字模拟输入模块(IC694ACC300)、数字输出模块(IC695MDL754)2、I\O分配表输入点功能说明输出点功能说明I384 提升气缸下端传感Q359 提升气缸动作I385 提升气缸上端传感Q360 提升气缸复位I386 推物气缸初态感应Q361 推出气缸动作I387 高度检测气缸上端Q362 测高气缸动作I388 高度检测气缸下端Q363 传送带动作I389 金属光电传感器I390 电容传感器I391 黑色放射光电传感I392 高度检测杆上端感I393 高度检测杆下端感I383 紧急停止3、各中间继电器:延时中间继电器、静态中间继电器三、实验步骤1、打开GE软件,新建文件并命名。
基于西门子PLC的机器人柔性装配系统设计
杨淑媛
【期刊名称】《自动化应用》
【年(卷),期】2022()7
【摘要】针对机器人柔性装配系统跟随作业相对误差大的问题,提出了一种基于西门子PLC的机器人柔性装配系统。
该方法引入了西门子PLC技术,优化了装配系统的硬件与软件。
通过设计机器人柔性装配状态描述模块,为机器人装配作业提供识
别决策;采用西门子PLC技术,设计系统驱动模块,反映机器人装配作业的运行状态;
采用包围盒原理和求交运算方法,设计机器人避障路径,规避装配作业途中障碍物体。
经过测试分析可知,新的装配系统,其各个软件功能模块的运行测试结果均符合实际
需求,且机器人柔性装配跟随作业的相对误差较小,均在0.2 mm误差范围内,可行性高。
【总页数】3页(P68-70)
【作者】杨淑媛
【作者单位】山西工程职业学院电气工程系
【正文语种】中文
【中图分类】TP273
【相关文献】
1.PLC在回转式机器人柔性装配工作站中的应用
2.基于PLC的机器人柔性装配系统
3.基于西门子PLC的柔性制造系统实现
4.基于PLC和机器人的装配系统设计
5.基于西门子PLC的智能柔性工作站控制系统的研究
因版权原因,仅展示原文概要,查看原文内容请购买。