基于PROFIBUS和PLC的碱回收蒸发控制系统
- 格式:pdf
- 大小:406.66 KB
- 文档页数:5

基于GE iFix软件和西门子PLC的碱回收蒸发控制系统
李从江
【期刊名称】《轻工机械》
【年(卷),期】2008(026)001
【摘要】通过VBA编程的方法,分析GE iFix数据库的结构和存储方式,结合后台调度,成功的开发了快速的日报表;并引入VBA数组概念,以数组名作起始地址,扩展下标进而扩展了GE iFix的I/O(输入/输出)点数;通过截取字符串,巧妙地解决了GE iFix数据库标签名不能很好的支持中文的问题.针对稳定的浓黑液浓度控制,分析了黑液浓度的主要影响因素--效压力和蒸气流量,采用了串级以及前馈控制,在实践中综合使用了GE iFix和SIMATIC PLC,获得了比较好的效果.
【总页数】4页(P63-66)
【作者】李从江
【作者单位】轻工业杭州机电设计研究院,浙江,杭州,310004
【正文语种】中文
【中图分类】TP273;TS733
【相关文献】
1.基于西门子S7-400碱回收燃烧工段PLC控制系统 [J], 熊军华;孙标
2.基于PLC的碱回收蒸发工段控制系统的设计 [J], 王树东;高敬更;靳雷;关河山;冯亚玲
3.基于PLC的碱回收蒸发工段控制系统的设计及应用 [J], 李艳;李明辉
4.西门子300PLC在碱回收蒸发站中的应用 [J], 丁波;李茜;王孟效
5.西门子自动控制系统在碱回收蒸发工段的应用 [J], 张玉宝;汤伟;吕定云
因版权原因,仅展示原文概要,查看原文内容请购买。
PLC在碱回收苛化工段的应用2006.05摘要:介绍了一套自行设计的PLC控制系统,用于控制碱回收车间苛化工段的白液生产,该系统投运后降低工人的劳动程度,提高苛化白液的产量及质量。
关键词:PLC,苛化,碱回收1前言广西某纸业公司于2000年进行了7万吨桉木浆扩技改工程。
由于原苛化流程设备陈旧落后,生产的白液质量、产量,达不到技术要求,也满足不了7万吨计划。
为给蒸煮提供优质、足量的白液,改善环保状况,保证其他工段系统的清洁和提高漂白浆的质量,为蒸煮工序提供优质原料,公司对苛化进行了技术改造。
苛化控制系统的PLC改造是本次技改的关键。
公司使用了国际上先进的压力苛化的设备技术。
它与原工艺流程最大区别是使用了两台ECO(压力过滤器),从而使白液澄清度提高到﹤20PPM;使用白泥预挂系统,使白泥得到充分洗涤,一者给蒸煮工序提供优质原料,二者改善和提高了公司环保水平。
2工艺简介绿液中的碳酸钠与消化石灰反应,生产成氢氧化钠和碳酸钙的反应,反应式为:Ca(OH)2+NaCO3=2NaOH+CaCO3,苛化工段因而此而命名。
苛化反应的速度是随氢氧化纳浓度的增加而不断减慢。
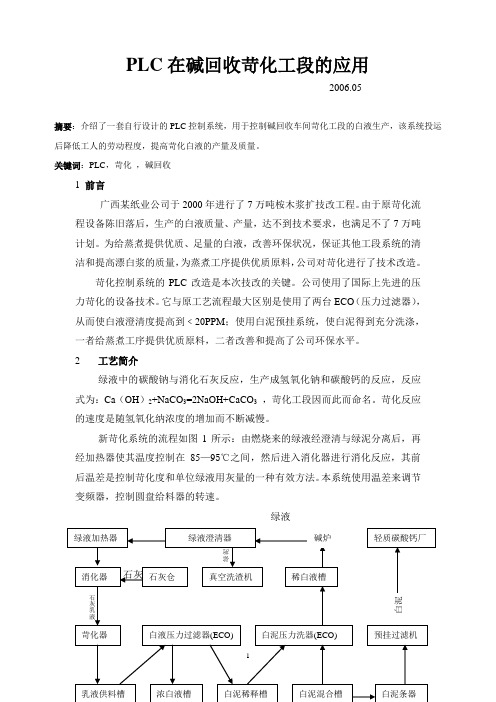
新苛化系统的流程如图1所示:由燃烧来的绿液经澄清与绿泥分离后,再经加热器使其温度控制在85—95℃之间,然后进入消化器进行消化反应,其前后温差是控制苛化度和单位绿液用灰量的一种有效方法。
本系统使用温差来调节变频器,控制圆盘给料器的转速。
绿液图1流程图消化反应后的乳液自然溢流到苛化器,经3个小时以上的停留时间后变为苛化乳液送往1#压力过滤器(ECO)得到合格的浓白液,过滤的白泥被送往2#压力过滤(ECO),从而得到稀白液,从此出来的白泥经白泥预挂机处理后,以75%的干度送往轻质碳酸钙厂。
3自控系统的配置在本系统中,主要的被控对象是消化反应的温差及两台ECO过滤的控制。
只有这两个环节控制成功,方能生产出优质的白液及副产品。
同时,为节省投资,我们选用PLC与上位机联合控制方案,其结构图如图2:PLC我们选用了AB公司的SLC系列产品,CPU选为SLC5/04,控制组态软件选用AB公司Rsview32,两者通过DH+网通实现数据的交换,在上位机操作实现了对工艺过程的优化控制。