巴氏杀菌机图纸
- 格式:pdf
- 大小:648.38 KB
- 文档页数:3
巴氏杀菌机的工艺及其控制方案姓名时间:2016.08.10摘要本文主要介绍了巴氏杀菌机的杀菌原理,工艺特点以及自动化控制方式。
并且根据设计和调试巴氏杀菌机时的经验描述了平时遇见的一些常见问题以及解决方法。
对巴氏杀菌机的运行时每个步骤的动作以及该动作的作用都有详细的说明。
在自动化控制方面,对整体的硬件结构以及一些难度比较高的自动化解决方案进行了描述。
目录1.巴氏杀菌机工艺介绍 (3)1.1巴氏杀菌机的工作原理 (3)1.1.1 巴氏杀菌法 (3)1.1.2 巴氏杀菌机的工作原理 (5)1.2 巴氏杀菌机的工艺特点 (6)1.2.1 工艺介绍 (7)1.2.2 巴氏工艺特点 (10)1.3 巴氏杀菌机调试时常见问题 (13)2.巴氏杀菌机的控制方案 (20)2.1硬件系统 (22)2.2控制方案 (21)2.1.1程序结构 (21)2.1.2主步序说明 (22)2.1.3功能程序 (24)2.3常见问题及解决方案 (26)3.结论 (28)4.参考文献 (29)巴氏杀菌机工艺介绍关键字:巴氏杀菌法,CIP,SIP,板式换热器,均质机,PLC,HMI,PID闭环控制。
1.1巴氏杀菌机的工作原理1.1.1 巴氏杀菌法在一定温度范围内,温度越低,细菌繁殖越慢;温度越高,繁殖越快(一般微生物生长的适宜温度为28℃—37℃)。
但温度太高,细菌就会死亡。
不同的细菌有不同的最适生长温度和耐热、耐冷能力。
巴氏消毒其实就是利用病原体不是很耐热的特点,用适当的温度和保温时间处理,将其全部杀灭。
但经巴氏消毒后,仍保留了小部分无害或有益、较耐热的细菌或细菌芽孢,因此巴氏消毒牛奶要在4℃左右的温度下保存,且只能保存3~10天,最多16天。
当今使用的巴氏杀菌程序种类繁多。
“低温长时间”(LTLT)处理是一个间歇过程,如今只被小型乳品厂用来生产一些奶酪制品。
“高温短时间”(HTST)处理是一个“流动”过程,通常在板式热交换器中进行,如今被广泛应用于饮用牛奶的生产。
巴氏杀菌机的工艺及其控制方案姓名时间:2016.08.10摘要本文主要介绍了巴氏杀菌机的杀菌原理,工艺特点以及自动化控制方式。
并且根据设计和调试巴氏杀菌机时的经验描述了平时遇见的一些常见问题以及解决方法。
对巴氏杀菌机的运行时每个步骤的动作以及该动作的作用都有详细的说明。
在自动化控制方面,对整体的硬件结构以及一些难度比较高的自动化解决方案进行了描述。
目录1.巴氏杀菌机工艺介绍 (3)1.1巴氏杀菌机的工作原理 (3)1.1.1巴氏杀菌法 (3)1.1.2巴氏杀菌机的工作原理 (5)1.2 巴氏杀菌机的工艺特点 (6)1.2.1 工艺介绍 (7)1.2.2 巴氏工艺特点 (10)1.3 巴氏杀菌机调试时常见问题 (13)2.巴氏杀菌机的控制方案 (20)2.1硬件系统 (22)2.2控制方案 (21)2.1.1程序结构 (21)2.1.2主步序说明 (22)2.1.3功能程序 (24)2.3常见问题及解决方案 (26)3.结论 (28)4.参考文献 (29)巴氏杀菌机工艺介绍关键字:巴氏杀菌法,CIP,SIP,板式换热器,均质机,PLC,HMI,PID闭环控制。
1.1巴氏杀菌机的工作原理1.1.1 巴氏杀菌法在一定温度范围内,温度越低,细菌繁殖越慢;温度越高,繁殖越快(一般微生物生长的适宜温度为28℃—37℃)。
但温度太高,细菌就会死亡。
不同的细菌有不同的最适生长温度和耐热、耐冷能力。
巴氏消毒其实就是利用病原体不是很耐热的特点,用适当的温度和保温时间处理,将其全部杀灭。
但经巴氏消毒后,仍保留了小部分无害或有益、较耐热的细菌或细菌芽孢,因此巴氏消毒牛奶要在4℃左右的温度下保存,且只能保存3~10天,最多16天。
当今使用的巴氏杀菌程序种类繁多。
“低温长时间”(LTLT)处理是一个间歇过程,如今只被小型乳品厂用来生产一些奶酪制品。
“高温短时间”(HTST)处理是一个“流动”过程,通常在板式热交换器中进行,如今被广泛应用于饮用牛奶的生产。
巴氏杀菌机的工艺及其控制方案姓名时间:2016.08.10摘要本文主要介绍了巴氏杀菌机的杀菌原理,工艺特点以及自动化控制方式。
并且根据设计和调试巴氏杀菌机时的经验描述了平时遇见的一些常见问题以及解决方法。
对巴氏杀菌机的运行时每个步骤的动作以及该动作的作用都有详细的说明。
在自动化控制方面,对整体的硬件结构以及一些难度比较高的自动化解决方案进行了描述。
目录1.巴氏杀菌机工艺介绍 (3)1.1巴氏杀菌机的工作原理 (3)1.1.1巴氏杀菌法 (3)1.1.2巴氏杀菌机的工作原理 (5)1.2 巴氏杀菌机的工艺特点 (6)1.2.1 工艺介绍 (7)1.2.2 巴氏工艺特点 (10)1.3 巴氏杀菌机调试时常见问题 (13)2.巴氏杀菌机的控制方案 (20)2.1硬件系统 (22)2.2控制方案 (21)2.1.1程序结构 (21)2.1.2主步序说明 (22)2.1.3功能程序 (24)2.3常见问题及解决方案 (26)3.结论 (28)4.参考文献 (29)巴氏杀菌机工艺介绍关键字:巴氏杀菌法,CIP,SIP,板式换热器,均质机,PLC,HMI,PID闭环控制。
1.1巴氏杀菌机的工作原理1.1.1 巴氏杀菌法在一定温度范围内,温度越低,细菌繁殖越慢;温度越高,繁殖越快(一般微生物生长的适宜温度为28℃—37℃)。
但温度太高,细菌就会死亡。
不同的细菌有不同的最适生长温度和耐热、耐冷能力。
巴氏消毒其实就是利用病原体不是很耐热的特点,用适当的温度和保温时间处理,将其全部杀灭。
但经巴氏消毒后,仍保留了小部分无害或有益、较耐热的细菌或细菌芽孢,因此巴氏消毒牛奶要在4℃左右的温度下保存,且只能保存3~10天,最多16天。
当今使用的巴氏杀菌程序种类繁多。
“低温长时间”(LTLT)处理是一个间歇过程,如今只被小型乳品厂用来生产一些奶酪制品。
“高温短时间”(HTST)处理是一个“流动”过程,通常在板式热交换器中进行,如今被广泛应用于饮用牛奶的生产。
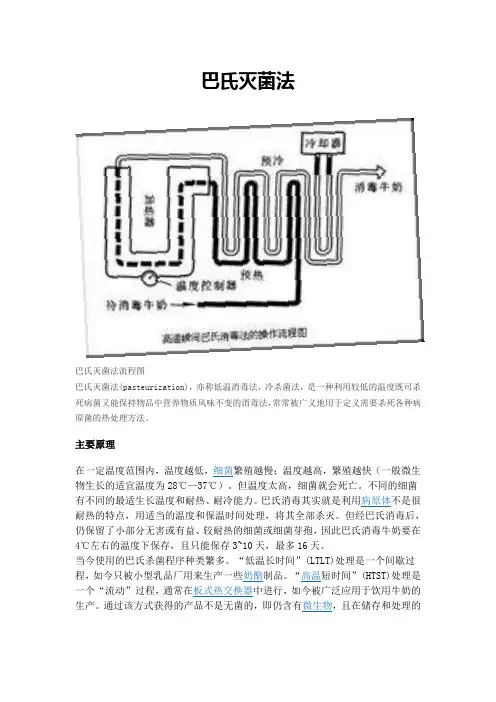
巴氏灭菌法巴氏灭菌法流程图巴氏灭菌法(pasteurization),亦称低温消毒法,冷杀菌法,是一种利用较低的温度既可杀死病菌又能保持物品中营养物质风味不变的消毒法,常常被广义地用于定义需要杀死各种病原菌的热处理方法。
主要原理在一定温度范围内,温度越低,细菌繁殖越慢;温度越高,繁殖越快(一般微生物生长的适宜温度为28℃—37℃)。
但温度太高,细菌就会死亡。
不同的细菌有不同的最适生长温度和耐热、耐冷能力。
巴氏消毒其实就是利用病原体不是很耐热的特点,用适当的温度和保温时间处理,将其全部杀灭。
但经巴氏消毒后,仍保留了小部分无害或有益、较耐热的细菌或细菌芽孢,因此巴氏消毒牛奶要在4℃左右的温度下保存,且只能保存3~10天,最多16天。
当今使用的巴氏杀菌程序种类繁多。
“低温长时间”(LTLT)处理是一个间歇过程,如今只被小型乳品厂用来生产一些奶酪制品。
“高温短时间”(HTST)处理是一个“流动”过程,通常在板式热交换器中进行,如今被广泛应用于饮用牛奶的生产。
通过该方式获得的产品不是无菌的,即仍含有微生物,且在储存和处理的过程中需要冷藏。
“快速巴氏杀菌”主要应用于生产酸奶乳制品。
国际上通用的巴氏高温消毒法主要有两种:一种是将牛奶加热到62~65℃,保持30分钟。
采用这一方法,可杀死牛奶中各种生长型致病菌,灭菌效率可达97.3%~99.9%,经消毒后残留的只是部分嗜热菌及耐热性菌以及芽孢等,但这些细菌多数是乳酸菌,乳酸菌不但对人无害反而有益健康。
第二种方法将牛奶加热到75~90℃,保温15~16秒,其杀菌时间更短,工作效率更高。
但杀菌的基本原则是,能将病原菌杀死即可,温度太高反而会有较多的营养损失。
PU,在60℃温度下保温一分钟即称为灭菌强度是一个PU.主要应用主要为牛奶的一种灭菌法,既可杀死对健康有害的病原菌又可使乳质尽量少发生变化。
也就是根据对耐高温性极强的结核菌热致死曲线和乳质中最易受热影响的奶油分离性热破坏曲线的差异原理,在低温下长时间或高温下短时间进行加热处理的一种方法。
牛奶巴氏杀菌机自动控制系统软件使用说明书一、系统配置1.操作系统Windows 7专业版2.软件Office 办公软件(2007)Siemens WinCC7.0Siemens Simactic Step73.电脑配置I7处理器内存:8G字节硬盘: 1T22”平板式监视器(在中央控制室)CD/DVD读写式光驱1000兆位每秒的以太网卡4.系统结构一套基于西门子S7 300 PLC 1套、3台SCADA站的全自动中央控制系统。
SCADA站与PLC 之间将通过工业以太网进行数据通讯。
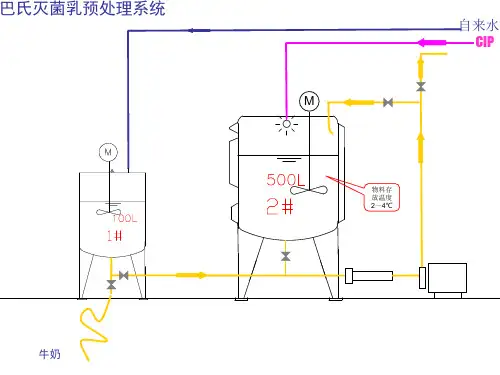
系统配置图二、背景介绍牛奶巴氏杀菌法是采用较低温度(一般在零上60~82℃),在规定的时间内,对牛奶进行加热处理,达到杀死微生物营养体的目的,是一种既能达到消毒目的又不损害食品品质的方法。
由法国微生物学家巴斯德发明而得名。
巴氏杀菌热处理程度比较低,一般在低于水沸点温度下进行加热,加热的介质为热水。
牛奶巴氏杀菌机在乳品生产过程中有着大量而广泛的应用。
内蒙古怀峰工程技术有限公司的全自动巴氏控制系统,可实现巴氏杀菌流程自动化、智能化。
使用这套自动控制软件系统,具有以下功能和技术特点:•方便的画面切换•最新的报警显示•不同操作功能分类显示•设备可选的多种操作方式•强大的模拟功能•测量点动态颜色显示•所有设备的运行时间/次数的统计•工艺程序方便快捷操作•工艺参数根据权限客户可自行修改,无需编程背景。
•用户管理三基本操作3.1主操作界面如图1所示,是牛奶巴氏杀菌机自动控制系统的软件操作界面:图 1这套软件系统,操作界面友好,完全按照工艺流程绘制,图形化显示。
界面上根据实际设备,包括阀门、电机、模拟量、数字量等,都有对应的动态控件,在设备的不同状态下,例如正常、报警、手动、自动、模拟、锁定等状态,可在界面上显示不同的颜色。
程序控制和PID控制,也在界面上也都有对应的动态控件。
直接点击界面上的控件,就可以进入对应的操作界面。
3.2登录点击主界面右上方的登录按钮,弹出对应的登录对话框,如图2所示:图2在登录对话框中输入用户名和密封,就可以进行控制和操作。
巴氏杀菌机的工艺及其控制方案姓名时间:摘要本文主要介绍了巴氏杀菌机的杀菌原理,工艺特点以及自动化控制方式。
并且根据设计和调试巴氏杀菌机时的经验描述了平时遇见的一些常见问题以及解决方法。
对巴氏杀菌机的运行时每个步骤的动作以及该动作的作用都有详细的说明。
在自动化控制方面,对整体的硬件结构以及一些难度比较高的自动化解决方案进行了描述。
目录4.参考文献 (29)巴氏杀菌机工艺介绍关键字:巴氏杀菌法,CIP,SIP,板式换热器,均质机,PLC,HMI,PID闭环控制。
巴氏杀菌机的工作原理巴氏杀菌法在一定温度范围内,温度越低,繁殖越慢;温度越高,繁殖越快(一般微生物生长的适宜温度为28℃—37℃)。
但温度太高,细菌就会死亡。
不同的细菌有不同的最适生长温度和耐热、耐冷能力。
巴氏消毒其实就是利用不是很耐热的特点,用适当的温度和保温时间处理,将其全部杀灭。
但经巴氏消毒后,仍保留了小部分无害或有益、较耐热的细菌或细菌芽孢,因此巴氏消毒牛奶要在4℃左右的温度下保存,且只能保存3~10天,最多16天。
当今使用的巴氏杀菌程序种类繁多。
“低温长时间”(LTLT)处理是一个间歇过程,如今只被小型乳品厂用来生产一些制品。
“短时间”(HTST)处理是一个“流动”过程,通常在中进行,如今被广泛应用于饮用牛奶的生产。
通过该方式获得的产品不是无菌的,即仍含有,且在储存和处理的过程中需要冷藏。
“快速巴氏杀菌”主要应用于生产酸奶乳制品。
国际上通用的巴氏消毒法主要有两种:一种是将牛奶加热到62~65℃,保持30分钟。
采用这一方法,可杀死牛奶中各种生长型致病菌,灭菌效率可达%~%,经消毒后残留的只是部分及耐热性菌以及等,但这些细菌多数是,乳酸菌不但对人无害反而有益健康。
第二种方法将牛奶加热到75~90℃,保温15~16秒,其杀菌时间更短,工作效率更高。
但杀菌的基本原则是,能将病原菌杀死即可,温度太高反而会有较多的营养损失。
(PU,在60℃温度下保温一分钟即称为灭菌强度是一个PU.)这种杀菌法既可杀死对健康有害的又可使乳质尽量少发生变化。
11 杀菌机结构分析啤酒是用麦芽汁通过添加啤酒酵母经过发酵作用酿造而成的低度饮料酒。
由于啤酒中酵母和其它杂菌的存在容易引起啤酒质量变化,导致啤酒不能长期保存,因此,啤酒灌装后必须经过杀菌处理,才能保证啤酒的生物稳定性,有利于长期保存。
啤酒杀菌要求在最低温度和最短时间内,杀灭酒内可能存在的生物污染。
11.1杀菌机工作工艺过程分析11.1.1常用的杀菌方法:1.过滤冷却除菌法:这是一种通过过滤除去啤酒中的有害细菌的方法,一般要经过粗滤、终滤两次过滤,滤孔直径小于0.45μm,生产车间的管道、瓶子、瓶盖等要求达到无菌状态,是目前纯生啤酒常用的除菌方法。
2.巴氏杀菌法:由法国生物学家巴斯特通过实验发现,食品经过60 ℃的加热并维持一定时间,可使微生物致死的结论,故称之为巴氏杀菌法。
目前,啤酒生产中主要采用该方法。
3.超高温杀菌(UHT)法:指被包装原料在被加热到135 ℃ ~150 ℃并在此温度下保温2~20秒的热处理过程。
一般用于要求有一定的货架寿命的产品中。
4.二次杀菌法:指被包装的物料(牛奶、豆奶等)在包装前先经过杀菌处理,包装后再进行一次巴氏杀菌处理,一般用于瓶装牛奶等产品中。
11.1.2杀菌工艺过程啤酒、果汁、果酱等食品饮料通常采用两种杀菌工艺过程:即前杀菌和后杀菌。
前杀菌采用平板式杀菌,指灌装进容器之前进行加热杀菌处理;后杀菌大多采用隧道式巴氏杀菌技术,指灌装进容器后进行的杀菌处理技术,是应用最广泛的一种杀菌方法。
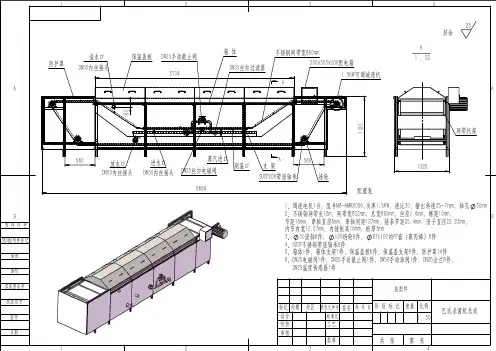
目前啤酒杀菌机普遍使用隧道式巴氏杀菌技术。
图杀菌机外形图图 杀菌机内部结构图 杀菌机总体布局11.1.3巴氏杀菌法的杀菌效果巴氏杀菌法的杀菌效果用PU 值表示: 式中:T-杀菌时间(min ) t-杀菌温度( ℃ )根据上式可计算出不同温度下处理1分钟的PU 值。
结论:温度的变动引起PU 值变化很明显。
杀菌时间一定,温度每提高7 ℃,PU 值就增加10倍;PU 值一定,温度每提高7 ℃,杀菌时间就缩短10倍。
牛奶巴氏杀菌机自动控制系统软件使用说明书一、系统配置1.操作系统Windows 7专业版2.软件Office 办公软件(2007)Siemens WinCC7.0Siemens Simactic Step73.电脑配置I7处理器内存:8G字节硬盘: 1T22”平板式监视器(在中央控制室)CD/DVD读写式光驱1000兆位每秒的以太网卡4.系统结构一套基于西门子S7 300 PLC 1套、3台SCADA站的全自动中央控制系统。
SCADA站与PLC 之间将通过工业以太网进行数据通讯。
系统配置图二、背景介绍牛奶巴氏杀菌法是采用较低温度(一般在零上60~82℃),在规定的时间内,对牛奶进行加热处理,达到杀死微生物营养体的目的,是一种既能达到消毒目的又不损害食品品质的方法。
由法国微生物学家巴斯德发明而得名。
巴氏杀菌热处理程度比较低,一般在低于水沸点温度下进行加热,加热的介质为热水。
牛奶巴氏杀菌机在乳品生产过程中有着大量而广泛的应用。
内蒙古怀峰工程技术有限公司的全自动巴氏控制系统,可实现巴氏杀菌流程自动化、智能化。
使用这套自动控制软件系统,具有以下功能和技术特点:•方便的画面切换•最新的报警显示•不同操作功能分类显示•设备可选的多种操作方式•强大的模拟功能•测量点动态颜色显示•所有设备的运行时间/次数的统计•工艺程序方便快捷操作•工艺参数根据权限客户可自行修改,无需编程背景。
•用户管理三基本操作3.1主操作界面如图1所示,是牛奶巴氏杀菌机自动控制系统的软件操作界面:图 1这套软件系统,操作界面友好,完全按照工艺流程绘制,图形化显示。
界面上根据实际设备,包括阀门、电机、模拟量、数字量等,都有对应的动态控件,在设备的不同状态下,例如正常、报警、手动、自动、模拟、锁定等状态,可在界面上显示不同的颜色。
程序控制和PID控制,也在界面上也都有对应的动态控件。
直接点击界面上的控件,就可以进入对应的操作界面。
3.2登录点击主界面右上方的登录按钮,弹出对应的登录对话框,如图2所示:图2在登录对话框中输入用户名和密封,就可以进行控制和操作。