确定形位公差的方法
- 格式:doc
- 大小:137.50 KB
- 文档页数:6
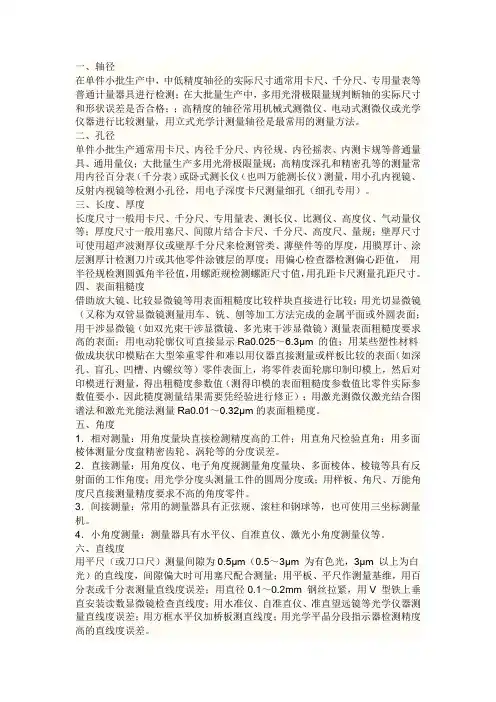
在单件小批生产中,中低精度轴径的实际尺寸通常用卡尺、千分尺、专用量表等普通计量器具进行检测;在大批量生产中,多用光滑极限量规判断轴的实际尺寸和形状误差是否合格;;高精度的轴径常用机械式测微仪、电动式测微仪或光学仪器进行比较测量,用立式光学计测量轴径是最常用的测量方法。
二、孔径单件小批生产通常用卡尺、内径千分尺、内径规、内径摇表、内测卡规等普通量具、通用量仪;大批量生产多用光滑极限量规;高精度深孔和精密孔等的测量常用内径百分表(千分表)或卧式测长仪(也叫万能测长仪)测量,用小孔内视镜、反射内视镜等检测小孔径,用电子深度卡尺测量细孔(细孔专用)。
三、长度、厚度长度尺寸一般用卡尺、千分尺、专用量表、测长仪、比测仪、高度仪、气动量仪等;厚度尺寸一般用塞尺、间隙片结合卡尺、千分尺、高度尺、量规;壁厚尺寸可使用超声波测厚仪或壁厚千分尺来检测管类、薄壁件等的厚度,用膜厚计、涂层测厚计检测刀片或其他零件涂镀层的厚度;用偏心检查器检测偏心距值,用半径规检测圆弧角半径值,用螺距规检测螺距尺寸值,用孔距卡尺测量孔距尺寸。
四、表面粗糙度借助放大镜、比较显微镜等用表面粗糙度比较样块直接进行比较;用光切显微镜(又称为双管显微镜测量用车、铣、刨等加工方法完成的金属平面或外圆表面;用干涉显微镜(如双光束干涉显微镜、多光束干涉显微镜)测量表面粗糙度要求高的表面;用电动轮廓仪可直接显示Ra0.025~6.3μm 的值;用某些塑性材料做成块状印模贴在大型笨重零件和难以用仪器直接测量或样板比较的表面(如深孔、盲孔、凹槽、内螺纹等)零件表面上,将零件表面轮廓印制印模上,然后对印模进行测量,得出粗糙度参数值(测得印模的表面粗糙度参数值比零件实际参数值要小,因此糙度测量结果需要凭经验进行修正);用激光测微仪激光结合图谱法和激光光能法测量Ra0.01~0.32μm的表面粗糙度。
五、角度1.相对测量:用角度量块直接检测精度高的工件;用直角尺检验直角;用多面棱体测量分度盘精密齿轮、涡轮等的分度误差。
形位公差的公差原则
形位公差的公差原则是指在工程制图中,确定零件的形状、位置和尺寸要求时,要根据零件的功能和装配要求,选择合适的公差原则。
形位公差的公差原则包括以下几个方面:
1. 功能要求原则:根据零件的功能和装配要求,选择适当的形位公差。
例如,对于两个零件的装配要求较高的情况下,应选择较小的公差。
2. 经济性原则:在满足功能和装配要求的前提下,尽量选择较大的公差,以便简化加工工艺,降低成本。
3. 可制造性原则:考虑零件的加工工艺和设备的限制,选择合理的公差。
例如,在加工精度较低的情况下,应选择较大的公差。
4. 可测量性原则:选择能够通过现有测量设备进行测量的公差。
例如,选择可以通过千分尺、卡尺等常用的测量工具进行测量的公差。
5. 安装和调整原则:选择方便零件的安装和调整的公差。
例如,选择可以方便进行装配和调整的公差。
通过合理选择形位公差的公差原则,可以确保零件的功能和装配要求得到满足,同时降低加工成本和提高生产效率。

机械设计中形位公差的确定及选择摘要:在进行机械设计时,如何保证机械产品零件的精度,是设计人员必须要考虑的问题。
形位公差是控制机械产品零件几何精度技术的条件。
正确选择形位公差项目和合理确定其公差等级及公差值,能保证零件的使用要求,提高经济效果。
文章就机械设计过程中如何合理选用形位公差进行了一些探讨。
关键词:机械设计;形状公差;位置公差;标注公差;选择;控制在机械与仪器仪表设计及制造工艺的设计中,公差配合与技术测量与设计、制造及质量控制等方面密切相关,其精度的要求是靠尺寸公差、形状公差、位置公差来保证的,是优化产品质量的可靠保障。
在现代工业飞速发展、产品换代频繁的新形势下,其重要性尤为明显。
如何合理并正确地确定被测要素的形状位置公差公差值,是一项十分慎重的工作。
1 形位公差和位置公差的关系及选择经过加工的机械零件表面,不但会有尺寸偏差,而且会有形状和相对位置的误差,这些误差会影响零件的互换性。
为此,国家标准规定了形状和位置的允许变动量。
位置公差是关联实际要素的方向或位置对基准所允许的变动全量,形状公差是单一实际要素的形状所允许的变动全量,位置公差的公差带包容整个被测要素,因此,在很多情况下,位置公差是能够控制形状误差的。
如在定位公差中,同轴度可以控制轴线的形状误差,对称度和位置度可以控制平面度误差。
又如在跳动公差中,端面全跳动可以控制平面度误差,径向跳动可以控制圆度误差,径向全跳动可以控制圆度、直线度,圆柱度误差。
所以.在确定形状公差和位置公差过程中,一旦位置公差给定后,当作用上已能够控制相应的形状误差,且能满足使用要求时,就不必再提形状公差的要求了。
2 形位公差值的确定正确选择形位公差项目和合理确定其公差等级及公差值,能保证零件的使用要求,提高经济效果。
确定形位公差值的方法,有类比法和计算法两种。
常用的是类比法。
计算法一般很少使用.只有在高精度要求的场合才用。
在零件加工中,由于受到机床精度的限制,故在己加工完成的零件上,所有要素都存在形位误差,但不是所有要素都要在图纸上规定形位公差。
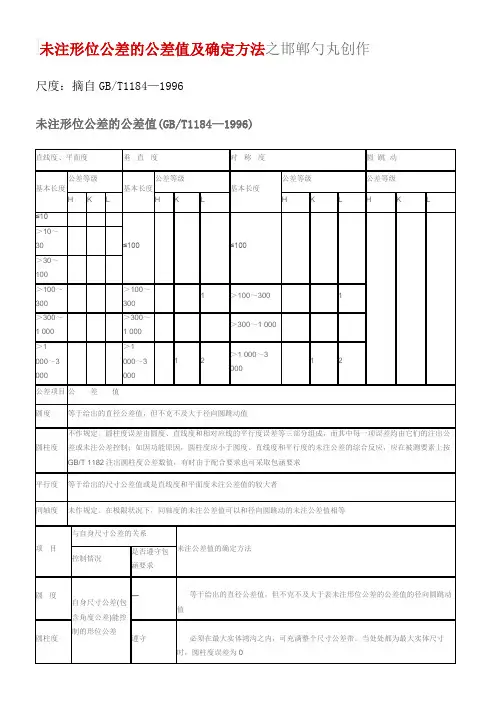
未注形位公差的公差值及确定方法之邯郸勺丸创作尺度:摘自GB/T1184—1996未注形位公差的公差值(GB/T1184—1996) 直线度、平面度垂 直 度 对 称 度 圆 跳 动 基本长度公差等级基本长度 公差等级 基本长度 公差等级 公差等级 HK L H K L H K L H K L ≤10≤100 ≤100 >10~30>30~100>100~300>100~300 1 >100~300 1 >300~1 000>300~1 000 >300~1 000 >1000~3 000>1 000~3 000 1 2 >1 000~3 000 1 2公差项目 公 差 值圆度 等于给出的直径公差值,但不克不及大于径向圆跳动值圆柱度 不作规定。
圆柱度误差由圆度、直线度和相对应线的平行度误差等三部分组成,而其中每一项误差均由它们的注出公差或未注公差控制;如因功能原因,圆柱度应小于圆度、直线度和平行度的未注公差的综合反应,应在被测要素上按GB/T 1182注出圆柱度公差数值,有时由于配合要求也可采取包涵要求平行度等于给出的尺寸公差值或是直线度和平面度未注公差值的较大者 同轴度 未作规定。
在极限状况下,同轴度的未注公差值可以和径向圆跳动的未注公差值相等项 目与自身尺寸公差的关系未注公差值的确定方法 控制情况 是否遵守包涵要求圆 度 自身尺寸公差(包含角度公差)能控制的形位公差 —等于给出的直径公差值,但不克不及大于表未注形位公差的公差值的径向圆跳动值 圆柱度 遵守 必须在最大实体鸿沟之内,可充满整个尺寸公差带。
当处处都为最大实体尺寸时,圆柱度误差为0注:线轮廓度、面轮廓度、倾斜度与位置度的未注公差值均未作具体规定。
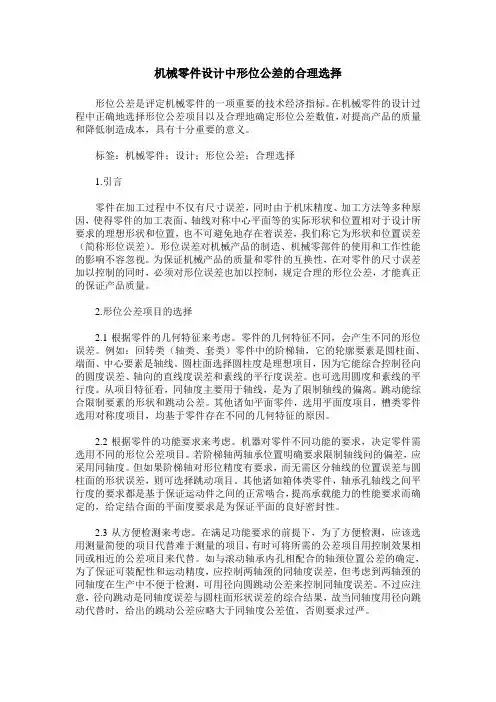
机械零件设计中形位公差的合理选择形位公差是评定机械零件的一项重要的技术经济指标。
在机械零件的设计过程中正确地选择形位公差项目以及合理地确定形位公差数值,对提高产品的质量和降低制造成本,具有十分重要的意义。
标签:机械零件;设计;形位公差;合理选择1.引言零件在加工过程中不仅有尺寸误差,同时由于机床精度、加工方法等多种原因,使得零件的加工表面、轴线对称中心平面等的实际形状和位置相对于设计所要求的理想形状和位置,也不可避免地存在着误差,我们称它为形状和位置误差(简称形位误差)。
形位误差对机械产品的制造、机械零部件的使用和工作性能的影响不容忽视。
为保证机械产品的质量和零件的互换性,在对零件的尺寸误差加以控制的同时,必须对形位误差也加以控制,规定合理的形位公差,才能真正的保证产品质量。
2.形位公差项目的选择2.1根据零件的几何特征来考虑。
零件的几何特征不同,会产生不同的形位误差。
例如:回转类(轴类、套类)零件中的阶梯轴,它的轮廓要素是圆柱面、端面、中心要素是轴线。
圆柱面选择圆柱度是理想项目,因为它能综合控制径向的圆度误差、轴向的直线度误差和素线的平行度误差。
也可选用圆度和素线的平行度。
从项目特征看,同轴度主要用于轴线,是为了限制轴线的偏离。
跳动能综合限制要素的形状和跳动公差。
其他诸如平面零件,选用平面度项目,槽类零件选用对称度项目,均基于零件存在不同的几何特征的原因。
2.2根据零件的功能要求来考虑。
机器对零件不同功能的要求,决定零件需选用不同的形位公差项目。
若阶梯轴两轴承位置明确要求限制轴线问的偏差,应采用同轴度。
但如果阶梯轴对形位精度有要求,而无需区分轴线的位置误差与圆柱面的形状误差,则可选择跳动项目。
其他诸如箱体类零件,轴承孔轴线之间平行度的要求都是基于保证运动件之间的正常啮合,提高承载能力的性能要求而确定的,给定结合面的平面度要求是为保证平面的良好密封性。
2.3从方便检测来考虑。
在满足功能要求的前提下,为了方便检测,应该选用测量简便的项目代替难于测量的项目,有时可将所需的公差项目用控制效果相同或相近的公差项目来代替。
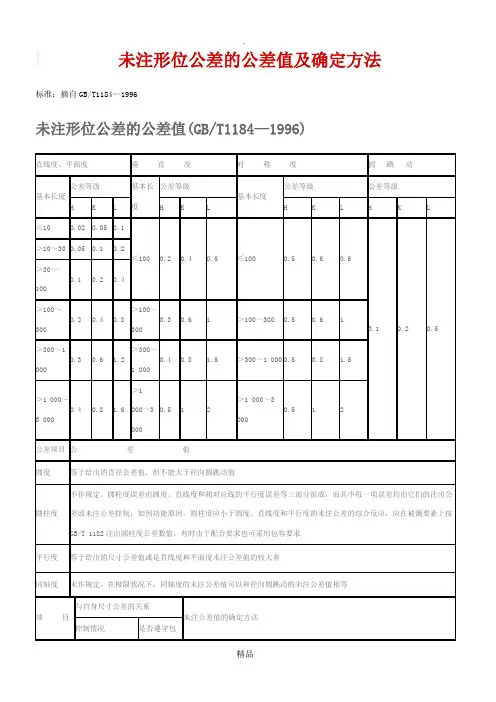
未注形位公差的公差值及确定方法标准:摘自GB/T1184—1996未注形位公差的公差值(GB/T1184—1996) 直线度、平面度垂 直 度 对 称 度 圆 跳 动 基本长度公差等级基本长度 公差等级 基本长度 公差等级 公差等级 HK L H K L H K L H K L ≤10 0.02 0.05 0.1≤100 0.2 0.4 0.6 ≤100 0.5 0.6 0.6 0.1 0.2 0.5>10~30 0.05 0.10.2>30~1000.10.2 0.4 >100~3000.20.4 0.8 >100~300 0.3 0.6 1 >100~300 0.5 0.6 1 >300~1000 0.30.6 1.2 >300~1 0000.4 0.8 1.5 >300~1 000 0.5 0.8 1.5 >1 000~3 0000.40.8 1.6 >1 000~3 0000.5 1 2 >1 000~3 000 0.5 1 2 公差项目 公 差 值圆度 等于给出的直径公差值,但不能大于径向圆跳动值圆柱度 不作规定。
圆柱度误差由圆度、直线度和相对应线的平行度误差等三部分组成,而其中每一项误差均由它们的注出公差或未注公差控制;如因功能原因,圆柱度应小于圆度、直线度和平行度的未注公差的综合反应,应在被测要素上按GB/T 1182注出圆柱度公差数值,有时由于配合要求也可采用包容要求平行度等于给出的尺寸公差值或是直线度和平面度未注公差值的较大者 同轴度 未作规定。
在极限状况下,同轴度的未注公差值可以和径向圆跳动的未注公差值相等项 目与自身尺寸公差的关系未注公差值的确定方法控制情况 是否遵守包注:线轮廓度、面轮廓度、倾斜度与位置度的未注公差值均未作具体规定。
未注形位公差的公差值及确定方法GBT1184—1996公差是机械制造中常用的概念,它是指零件尺寸的实际尺寸与设计尺寸之间允许的最大偏差范围。
在实际的生产过程中,公差通常由形位公差和尺寸公差组成。
而在GBT1184—1996标准中,未注形位公差时,公差值及确定方法是如何进行的呢?首先,未注形位公差是指零件在图纸上没有明确标注形位公差的情况下,公差的确定方法是根据部件的重要程度、使用要求以及工艺条件等因素综合考虑而确定的。
在GBT1184—1996标准中,通常会根据零件的功能、尺寸与公差对零件的精度和使用要求进行分析,综合考虑材料成本、加工难度等因素来确定公差的取值范围。
其次,在确定公差值时,首先需要根据设计要求和工艺要求来选择适当的公差等级。
公差等级一般分为IT01、IT0、IT1、IT2、IT3、IT4、IT5、IT6等级,其精度逐级提高,对应的公差范围也越小。
在选择公差等级时,需考虑零件的形状、大小、功能要求以及加工工艺等因素,综合评估确定合适的公差等级。
然后,确定公差值时,需根据零件的设计图纸以及相关标准规范进行分析。
在GBT1184—1996标准中,一般会根据零件的功能要求和设计要求,结合公差等级的要求来确定公差的取值范围。
对于不同类型的零件,其公差值的确定方法也会有所不同,需要根据具体情况进行综合考虑和分析。
最后,确定公差值时需要注意的是,公差的取值范围应该是合理的,既能够保证零件的功能要求和使用性能,又能够考虑到材料成本和加工难度等因素。
在实际的生产过程中,需要结合设计要求、工艺要求以及相关标准规范来合理确定公差值,确保零件的质量和精度满足设计要求。
总之,未注形位公差的公差值及确定方法在GBT1184—1996标准中有着明确的规定,需要根据零件的功能要求、使用要求,公差等级以及相关标准规范等因素进行综合考虑和分析,合理确定公差的取值范围。
通过科学合理的公差确定方法,可以有效地保证零件的质量和精度,提高产品的性能和可靠性。
形位公差选用形位公差值决定了形位公差带的宽度或直径,是控制零件制造精度的直接指标。
确定的公差值过小,会提高制造成本;确定的公差值过大,虽能降低制造成本,但保证不了零件的功能要求,影响产品质量。
因此,应合理确定形位公差值,以保证产品功能,提高产品质量,降低制造成本。
形位公差值的确定方法有类比法和计算法,通常采用类比法。
按类比法确定形位公差值时,应考虑以下几个方面一般情况下,同一要素上给定的形状公差值应小于定向和定位公差值;同一要素的定向公差值应小于其定位公差值;位置公差值应小于尺寸公差值。
如某平面的平面度公差值应小于该平面对基准的平行度公差值;而其平行度公差值应小于该平面与基准间的尺寸公差值。
对同一基准或基准体系,跳动公差具有综合控制的性质,因此回转表面及其素线的形状公差值和定向、定位公差值均应小于相应的跳动公差值。
同时,同一要素的圆跳动公差值应小于全跳动公差值。
综合性的公差应大于单项公差。
如圆柱表面的圆柱度公差可大于或等于圆度、素线和轴线的直线度公差;平面的平面度公差应大于或等于平面的直线度公差;径向全跳动应大于径向圆跳动、圆度、圆柱度、素线和轴线的直线度,以及相应的同轴度公差。
(2)在满足功能要求的前提下,考虑加工的难易程度、测量条件等,应适当降低1~2级。
①孔相对轴。
②长径比(L/d)较大的孔或轴。
③宽度较大(一般大于1/2长度)的零件表面。
④对结构复杂、刚性较差或不易加工和测量的零件,如细长轴、薄壁件等。
⑤对工艺性不好,如距离较大的分离孔或轴。
⑥线对线和线对面相对于面对面的定向公差,如平行度、垂直度和倾斜度。
(3)确定与标准件相配合的零件形位公差值时,不但要考虑形位公差国家标准的规定,还应遵守有关的国家标准的规定。
总之,具体应用时要全面考虑各种因素来确定各项公差等级。
查表时应该按相应的主参数,再结合已确定的公差等级进行查取。
由于轮廓度的误差规律比较复杂,因此目前国家标准尚未对其公差值作出统一规定。
轴类零件形位公差的确定作者:孙丽华来源:《新课程·教研版》2010年第20期摘要:形位公差和尺寸公差一样是评定产品质量的一项重要指标。
本文以常见的轴类零件为例,详细分析了形位公差的公差项目、公差值、基准和公差原则的选择和方法。
关键词:形位公差轴类零件功能要求经济性形位公差是评定机械零件的一项重要的技术经济指标。
在机械零件的设计过程中正确地选择形位公差项目以及合理地确定形位公差数值,对提高产品的质量和降低制造成本,具有十分重要的意义。
本文以减速器输出轴为例探讨机械零件形位公差的选择方法。
一、形位公差项目的确定确定形位公差项目时,需要考虑零件的几何特征、功能要求、检测方便及经济性等因素。
1.零件的几何特征零件的几何特征不同,会产生不同的形位误差。
如对圆柱面选择圆柱度是理想项目;平面零件可选择平面度;槽类零件可选对称度;阶梯轴、孔可选同轴度等。
2.零件的功能要求一般来讲,轴类零件的以下几个部位除了需要控制尺寸公差外,还要提出形位公差要求:(1)轴的支承面,它的形状和位置正确与否直接影响轴的运转精度。
因此应对两轴颈分别提出圆柱度要求,同时,要限制两轴颈同轴度误差。
另外,?准60r6处与齿轮孔配合,?准42r6处连接链轮,这两段轴线若不与两处轴颈的公共轴线同轴,会影响齿轮的啮合精度,产生振动和噪声,应分别提出同轴度要求。
(2)轴的定位面,它的形位精度将影响轴上零件的定位(周向和轴向定位)。
轴向定位如对齿轮、轴承的定位轴肩,应提出相对于两轴颈公共轴线的垂直度要求。
周向定位如两键槽面,考虑键受载均匀性及装拆难易程度,应提出对称度要求。
3.检测的方便性确定形位公差特征项目时,要考虑到检测的方便性与经济性。
二、形位公差值的确定形位公差值的确定一般是根据零件的功能要求,并考虑加工的经济性和零件的结构、刚度等情况进行的。
选择公差值的常用方法是类比法,采用类比法时应考虑以下情况:1.同一要素上给出的形状公差值应小于位置公差值,位置公差值应小于尺寸公差值。
尺寸公差、形位公差、表面粗糙度的区别和联系及选择方法一、尺寸公差、形位公差、表面粗糙度数值上的关系1、形状公差与尺寸公差的数值关系当尺寸公差精度确定后,形状公差有一个适当的数值相对应,即一般约以50%尺寸公差值作为形状公差值;仪表行业约20%尺寸公差值作为形状公差值;重型行业约以70%尺寸公差值作为形状公差值。
由此可见.尺寸公差精度愈高,形状公差占尺寸公差比例愈小所以,在设计标注尺寸和形状公差要求时,除特殊情况外,当尺寸精度确定后,一般以50%尺寸公差值作为形状公差值,这既有利于制造也有利于确保质量。
2、形状公差与位置公差间的数值关系形状公差与位置公差间也存在着一定的关系。
从误差的形成原因看,形状误差是由机床振动、刀具振动、主轴跳动等原因造成;而位置误差则是由于机床导轨的不平行,工具装夹不平行或不垂直、夹紧力作用等原因造成,再从公差带定义看,位置误差是含被测表面的形状误差的,如平行度误差中就含有平面度误差,故位置误差比形状误差要大得多。
因此,在一般情况下、在无进一步要求时,给了位置公差,就不再给形状公差。
当有特殊要求时可同时标注形状和位置公差要求,但标注的形状公差值应小于所标注的位置公差值,否则,生产时无法按设计要求制造零件。
3、形状公差与表面粗糙度的关系形状误差与表面粗糙度之间在数值和测量上尽管没有直接联系,但在一定的加工条件下两者也存在着一定的比例关系,据实验研究,在一般精度时,表面粗糙度占形状公差的1/5~1/4。
由此可知,为确保形状公差,应适当限制相应的表面粗糙度高度参数的最大允许值。
在一般情况下,尺寸公差、形状公差、位置公差、表面粗糙度之间的公差值具有下述关系式:尺寸公差>位置公差>形状公差>表面粗糙度高度参数从尺寸、形位与表面粗糙度的数值关系式不难看出,设计时要协调处理好三者的数值关系,在图样上标注公差值时应遵循:给定同一表面的粗糙度数值应小于其形状公差值;而形状公差值应小于其位置公差值;位置各差值应小于其尺寸公差值。
形位公差选取依据
形位公差的选取依据主要有以下几点:
1.零件功能要求:形位公差的选取需要根据零件的功能要求来
确定。
例如,对于需要精确定位或配合的零件,形位公差应该选择较小;而对于一些需要灵活运动或无影响的零件,则可以选择较大的形位公差。
2.加工工艺:形位公差的选取还要考虑到加工工艺的限制。
不
同的加工工艺对于形位公差的控制能力有所不同。
因此,在确定形位公差时,需要结合具体的加工工艺条件来选择。
3.经济性:形位公差的选择还需要考虑到经济性因素。
较小的
形位公差往往需要更高精度的加工设备和更复杂的工艺流程,这会增加制造成本。
因此,在满足功能要求和加工工艺条件的前提下,应尽可能选择经济性较好的形位公差。
4.标准规范:形位公差的选取也需要参考相关的标准规范。
各
个国家和地区都有相应的标准规范对形位公差进行了明确的规定,根据这些规范可以确定合适的形位公差范围。
总之,形位公差的选取需要综合考虑零件功能要求、加工工艺、经济性以及相关的标准规范等因素来确定。
这样可以确保零件在满足功能要求的同时,尽可能地降低制造成本。
形位公差值的选择或确定在对形位公差值进行选择时,应考虑的几个问题和原则:①形状公差、位置公差、尺寸公差的关系确定形位公差值时,应考虑它们与尺寸公差的协调,其一般原则是:形状公差值大于位置公差值,而位置公差值大于尺寸公差值。
②对于有配合要求的形位公差与尺寸公差的关系有配合要求并要严格保证其配合性质的要素,应该采用包容要求。
一般来说,形状公差通常为尺寸公差的25%到65%。
圆度、圆柱度公差一般按同级选取。
③形状公差与表面粗糙度的关系通常,对于中等尺寸段和中等精度的零件,表面粗糙度的值可以占形状公差的20%到25%。
④需要考虑零件的结构特点对于刚性较差的零件(比如说细长轴)和具有某种结构特点的要素,因为其工艺性不好,加工精度会受到影响,此时,对主轴来说,就得选取较大的形位公差值。
⑤基准的选择选择基准时,主要考虑,要根据设计和使用要求,并兼顾基准统一和结构特征。
一般考虑以下几点:⑴应根据设计时要素的功能要求以及要素间的几何关系来选择基准。
比如说,对旋转轴,通常都以装滚动轴承的轴颈表面作为基准。
⑵从加工、测量的角度考虑,应该选择在夹具、量具中定位的相应基准做基准。
⑶从装配关系考虑,应该选择零件相互配合、相互接触的表面做各自的基准,以保证零件的正确装配。
结合设计的主轴零件图,具体分析如下:两个直径为90的轴颈与调心滚子轴承的内圈相配合,两个轴头分别与联轴器、飞轮相配合。
为了满足给出的标准配合性质要求,所以采用了包容要求。
又由于与滚动轴承相配合的轴颈,按规定应对形状精度提出进一步的要求,所以,提出圆柱度公差0.02的要求。
在主轴中间最长的工作的一段,为了保证其工作的准确性,对该段轴颈相对与两个直径为90的轴颈公共基准轴线给出了径向圆跳动公差0.025毫米。
形位公差详解以及标注方法形位公差是指在测量和工程设计中,用来描述和控制零件形状和尺寸的一种数学概念。
形位公差旨在通过规定允许的变动范围,使得零件在实际装配和使用中能够满足设计要求,并确保部件之间的相互关系良好。
形位公差的标注方法可以分为三个步骤:确定基准,标注正确的公差尺寸,标注相应的形位公差符号。
第一步,确定基准:基准是指被测量零件所依赖的参照物,它决定了形位公差的计算和标注方法。
在标准中,基准一般分为二类:完全基准和局部基准。
完全基准是指一个部件所依赖的基准平面、轴线或者点,局部基准是指其他部件的外表面、轴线或者点。
第二步,标注正确的公差尺寸:通过测量,确定被测量零件的尺寸后,需要用公差值来限制其尺寸变化范围,通常以正负公差值表示。
公差分为线性公差和角度公差。
线性公差用于度量线性尺寸的变动范围,而角度公差用于度量角度的变动范围。
在标注公差尺寸时,需要遵循标准的规定,按照大小顺序依次标注。
第三步,标注相应的形位公差符号:形位公差的符号用来表示被测量零件与基准之间的相对位置关系。
常用的形位公差符号有:平面度符号(⌾)、直线度符号(↔)、圆度符号(○)、轴向符号(↑↓)、倾斜度符号(∟)等。
这些符号需要标注在公差尺寸之上,并按照标准规定的位置和顺序进行标注。
形位公差的详细解释如下:1.平面度公差:用来描述一个零件的平面与参照平面之间的相对位置关系。
平面度公差可以分为平面度和平面度偏差。
平面度是指一个零件表面上的点的离散度,平面度偏差是指该点的实际位置与基准平面之间的最大距离。
2.直线度公差:用来描述直线零件的直线形状与参照直线之间的相对位置关系。
直线度公差可以分为直线度和直线度偏差。
直线度是指一个零件上直线形状的离散度,直线度偏差是指该直线的实际位置与基准直线之间的最大距离。
3.圆度公差:用来描述一个零件的曲面形状与参照圆之间的相对位置关系。
圆度公差可以分为圆度和圆度偏差。
圆度是指一个零件上曲面形状的离散度,圆度偏差是指该曲面的实际位置与基准圆之间的最大距离。
确定形位公差的方法
驻马店广播电视大学邓建党
科技信息2008(16) P80~81
[摘要]本文通过对形状公差和位置公差各项目之间以及单项公差与综合公差之间关系的论述,确定了标注形位公差的方法。
【关键词】形位公差关系标注
国家标准(GB1182~1184-80,GB,1958-80)<形状和位置公差>包括形状公差——直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度;定向位置公差——平行度、垂直度、倾斜度;定位位置公差——同轴度、对称度、位置度;跳动公差——圆跳动、全跳动。
这些项目中有些是单项公差,有些属于综合公差,虽然概念不同,但却有密切联系。
在机械产品的设计过程中,合理地选择形位公差项目是保证零件使用要求,提高产品经济效益的重要方面。
但是,经常可以见到一些机械图纸上的形位公差选择不合理,出现标注不当或重复标注的现象。
这是由于技术人员对它的理解不同,造成应用上的混乱,给零件的制造和检测带来困难,因此,有必要深刻了解形状和位置公差之间的关系及如何标注形位公差。
1 形状公差和位置公差的关系
由于位置公差是关联实际要素的方向或位置对基准所允许的变动全量,而形状公差是单一实际要素的形状所允许的变动全量,关联要索的理想边界控制要素的实际位置和方向,也必然控制了该要素的形状误差。
因此,在很多情况下。
位置公差足能够控制形状误差的。
所以,在确定形状公差和位置公差过程中,一旦位置公差给定后,当作用上已能够控制相应的形状公差,且能满足使用要求时。
就不必再提形状公差的要求(见图1)。
如果一定要标注形状公差,通常同一要素给出的形状公差值应小于位置公差值(见图2)。
2形状公差的标注
2.1圆柱度与圆度、直线度
圆度公差控制回转体垂直于轴线正截面内的形状误差;素线直线度公差控制圆柱体轴线方向截面内的形状误差;圆柱度公差用来控制任意截面和轴线方向截面的形状误差。
因此,圆柱度公差控制了圆柱体横剖面和轴剖面内的各项形状公差,诸如圆度、轴线直线度,素线直线度等。
使用时,一般标注了圆柱度就没有必要再标注圆度,直线度。
如果一定要单独标注圆度、直线度,则其公差值必须小于圆柱度公差值(见图3),以表示设计上对径向或轴向形状公差提出进一步要求。
从检测的角度来考虑,圆柱度的检测比圆度与直线度困难。
所以,对于一般精度的圆柱体零件,最好不要使用圆柱度,此时可分别用圆度和圆柱面素线的平行度来代替使用(见图4)。
2.2圆度与线轮廓度
圆度是限制实际圆对理想圆变动量的一项指标,其公差带是以公差值t为半径差的两同心圆之问的区域。
线轮廓度是限制实际曲线对理想曲线变动量的一项指标。
其公差带是包络一系列直径为公差t的圆的两包络线之间的区域,诸圆圆心应位于理想轮廓线上。
从线轮廓度公差带(见图5b)可见,线轮廓度不仅要求它的轮廓形状正确。
还有一定的尺寸要求。
而圆度则不然,它只限制两同心圆的半径之差。
至于两同心圆的直径大小没有要求。
两同心圆的位置不确定。
因此。
标注了线轮廓度就可以完全控制圆度误差,而不必标注圆度。
即线轮廓度可以取代圆度使用。
一般对于圆曲线使用圆度比较直观、明确,尤其是在实际生产中圆度测量极为方便。
而线轮廓度则专用于非圆曲线。
2.3圆柱体素线直线度与轴线直线度
圆柱体素线直线度公差用来控制圆柱面上素线的形状误差;轴线直线度公差用来控制圆柱体轴线的形状误差。
尽管它们控制的被测要素不同,但它们之间是有联系的,即当圆柱体轴线存在直线度误差时,一定存在素线直线度误差。
且素线直线度误差要大于轴线直线度误差。
相反。
当圆柱体上存在素线直线度误差时,圆柱体轴线直线度误差可能很小,甚至为零。
因此,素线直线度公差可以控制轴线的直线度误差,而轴线直线度公差则不能控制素线直线度误差。
所以,圆柱体零件如有直线度差公差要求时,多数标注素线直线度。
但对于较长的圆柱体零件,当长度与直径之比大于8~10时,工艺上不易保证其轴线直线度,此时应给出轴线直线度公差。
3位置公差的标注
3.1定向位置公差与定位位置公差_
由于定位公差的被测要素总是同时存在位置、方向和形状误差,因此被测要素的位置、方向和形状的误差总是同时受到定位公差带的约束。
因此,在保证功能要求的前提下,对被测要素给定了定位公差,通常对该被测要素不再给出定向和形状公差。
3.1.1同轴度与平行度
如图6中两轴线同轴度公差完全可以控制两轴线的平行度要求,因其控制了被测轴线对基准的平移、倾斜或弯曲。
所以不必再标注两轴轴线平行度。
3.1.2位置度与垂直度
位置度是一项综合公差。
在保证功能要求的前提下,对于被测要素给定了位置度公差,通常对被测要素不再给出定向和形状公差。
如果对方向和形状有进一步精度要求时,则位置度和定向公差同时给出,但定向公差必须小于位置度公差(见图7)
3.1.3位置度与同轴度、对称度
所有定位公差的项目可由位置度来取代标注(见图8、图9)。
由此完全可以用位置度取代同轴度和对称度。
由于在生产中对上述情况标注同轴度和对称度比标注位置度更直观明确,所以图样上标注同轴度和对称度更恰当.而位置度通常用于限制点、线的位置误差。
3.2径向和端面的圆跳动与全跳动
3.2.1径向圆跳动与径向全跳动
径向圆跳动的公差带是垂直于基准轴线的任意的测量平面内半径差为公差值t,且圆心在基准轴线上的两个同心圆之间的区域(见图10a),其公差带限制在两维坐标(平面坐标)范围内。
径向全跳动的公差带是半径为公差值t,且与基准轴线同轴的两圆柱面之间的区域(见图10b),其公差带限制在三维坐标(空间坐标)范围内。
由于径向全跳动测量比较复杂,所以经常用测量径向圆跳动来限制径向全跳动。
但是,为确保产品质量,应使径向圆跳动误差值小于或等于所要求的径向全跳动公值。
3.2.2 端面圆跳动与端面全跳动
端面圆跳动的的公差带在与基准轴线同轴的任一直径位置的测量圆柱面上沿母线方向
宽度为t的圆柱面区域(见图11a)。
端面全跳动的公差带是垂直于基准轴线,距离为公差值t的两平行平面之间的区域(见图11b)。
可见,端面圆跳动仅仅是端面全跳动的一部分。
在标注时,应该根据功能要求来确定是标注端面全跳动还是端面圆跳动。
通常,只有当端面的平面度足够小时,才能用端面圆跳动代替端面全跳动。
3.3跳动公差与圆度、圆柱度、同轴度及垂直度
跳动公差带可以综合控制被测要素的位置、方向和形状。
例如。
端面全跳动公差带控制端面对基准轴线的垂直程度,也控制端面的平面度误差。
径向圆跳动公差带控制横截面内轮廓中心相对基准轴线的偏离以及圆度误差。
端面圆跳动公差控制测量圆周上轮廓对基准轴线的垂直程度和形状误差。
当综合控制要素不能满足功能要求时,可进一步给出有关的公差,但其公差值必须小于跳动公差值(见图13)。
在实际生产过程中,由于跳动测量简单易行,对于回转体常常用跳动公差代替同轴度,垂直度等。
总之,只有明确了形位公差各项目之间的关系,才能在标注零件的形位公差时做到最简洁、最明确、最实用,加工最经济,检测最方便。
参考文献
【1】甘永立.几何量公差与检测[M】.上海:上海科技出版社。
1989:57—73
【2】周明贵.形位公差的合理确定[力.机械制造,1994.8:7—8。