鼓风炉富氧熔炼炼铜
- 格式:docx
- 大小:58.08 KB
- 文档页数:8
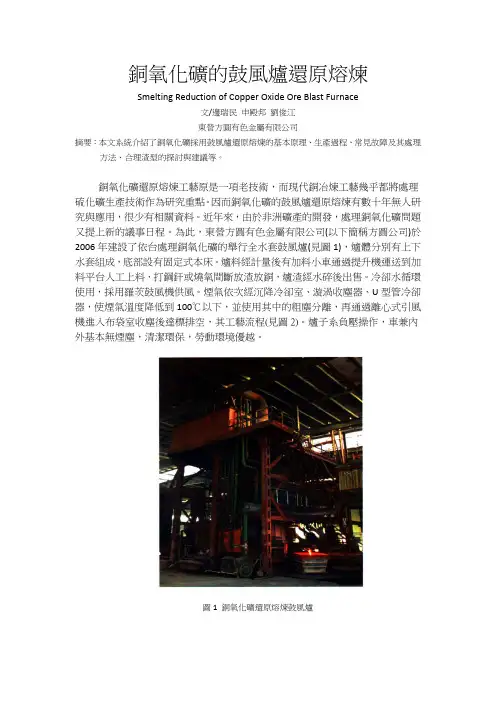
銅氧化礦的鼓風爐還原熔煉Smelting Reduction of Copper Oxide Ore Blast Furnace文/邊瑞民 申殿邦 劉俊江東營方圓有色金屬有限公司摘要:本文系統介紹了銅氧化礦採用鼓風爐還原熔煉的基本原理、生產過程、常見故障及其處理方法、合理渣型的探討與建議等。
銅氧化礦還原熔煉工藝原是一項老技術,而現代銅冶煉工藝幾乎都將處理硫化礦生產技術作為研究重點。
因而銅氧化礦的鼓風爐還原熔煉有數十年無人研究與應用,很少有相關資料。
近年來,由於非洲礦產的開發,處理銅氧化礦問題又提上新的議事日程。
為此,東營方圓有色金屬有限公司(以下簡稱方圓公司)於2006年建設了依台處理銅氧化礦的舉行全水套鼓風爐(見圖1),爐體分別有上下水套組成,底部設有固定式本床。
爐料經計量後有加料小車通過提升機運送到加料平台人工上料,打鋼釬或燒氧間斷放渣放銅,爐渣經水碎後出售。
冷卻水循環使用,採用羅茨鼓風機供風。
煙氣依次經沉降冷卻室、漩渦收塵器、U型管冷卻器,使煙氣溫度降低到100℃以下,並使用其中的粗塵分離,再通過離心式引風機進入布袋室收塵後達標排空,其工藝流程(見圖2)。
爐子系負壓操作,車兼內外基本無煙塵,清潔環保,勞動環境優越。
圖1 銅氧化礦還原熔煉鼓風爐圖2 銅氧化礦還原熔煉流程圖方圓公司當時尚未建設銅的粗煉系統,而陽極爐產生的精煉渣無適當的設備進行處理,只能廉價出售。
銅氧化礦還原熔煉鼓風爐建成投產後,將精煉渣以適當的比例配入氧化礦中處理,效果很好。
該鼓風爐的原料主要有兩種,從南非等地進口的銅氧化礦以及自產的銅陽極爐精煉渣,屬連續作業,年開爐時間330天,處理料量50,000噸,其中銅氧化礦40,000噸,銅精煉渣10,000噸,生產粗銅10,000噸。
經多年的反覆生產實踐,技術條件不斷優化,工藝操作日趨成熟。
目前,爐子生產運行穩定,並實現了連續生產,大幅提升了爐子的作業率及處理能力,有效降低了生產成本。
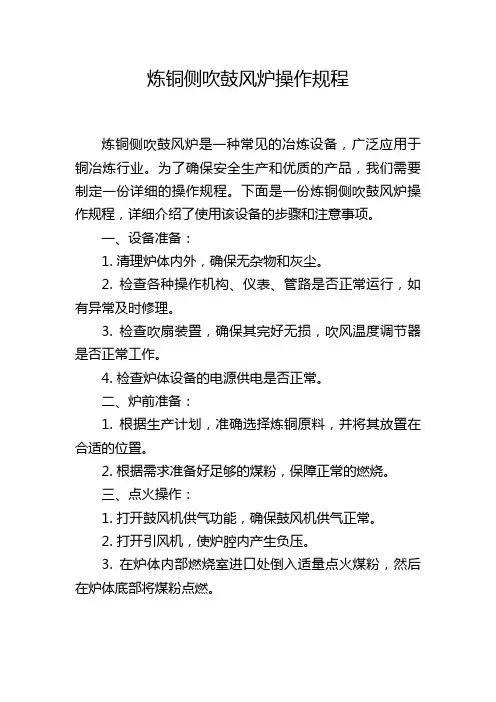
炼铜侧吹鼓风炉操作规程炼铜侧吹鼓风炉是一种常见的冶炼设备,广泛应用于铜冶炼行业。
为了确保安全生产和优质的产品,我们需要制定一份详细的操作规程。
下面是一份炼铜侧吹鼓风炉操作规程,详细介绍了使用该设备的步骤和注意事项。
一、设备准备:1. 清理炉体内外,确保无杂物和灰尘。
2. 检查各种操作机构、仪表、管路是否正常运行,如有异常及时修理。
3. 检查吹扇装置,确保其完好无损,吹风温度调节器是否正常工作。
4. 检查炉体设备的电源供电是否正常。
二、炉前准备:1. 根据生产计划,准确选择炼铜原料,并将其放置在合适的位置。
2. 根据需求准备好足够的煤粉,保障正常的燃烧。
三、点火操作:1. 打开鼓风机供气功能,确保鼓风机供气正常。
2. 打开引风机,使炉腔内产生负压。
3. 在炉体内部燃烧室进口处倒入适量点火煤粉,然后在炉体底部将煤粉点燃。
4. 当煤粉燃烧形成火苗后,逐步增加煤粉投放量,使煤粉燃烧更加完全。
四、炉体加热:1. 当炼铜鼓风炉的炉体温度达到适宜的燃烧温度时,开始投放炼铜原料。
2. 在投放炼铜原料的过程中,需要适时调整鼓风机的风量,确保炉内氧气供应充足。
3. 根据生产需求,精确控制鼓风机风量和煤粉投放量,调整炉内温度。
五、熔炼操作:1. 在炉内形成熔池后,根据需要逐渐加入炉料,保持炉内熔池持续稳定。
2. 注意观察炉内的状况,及时采取措施解决可能出现的问题,如炉温过高、产生过多的炉渣等。
六、停炉操作:1. 当需要停炉时,逐渐减少煤粉投放量,降低鼓风机的风量。
2. 当炉内铜液完全排出后,停止加炉操作,关闭鼓风机和引风机。
3. 关闭燃气供应,清理炉腔内部残余物质。
4. 停止炼铜侧吹鼓风炉的运行。
七、注意事项:1. 在操作鼓风机和引风机时,需要严格按照设备操作手册进行操作,避免损坏设备。
2. 在煤粉投放过程中,需要注意煤粉的投放速度和量,避免造成火灾或过度燃烧。
3. 在炉体内投放炼铜原料时,需要注意炉体温度和氧气供应,避免温度过高或氧气不足的情况发生。
书山有路勤为径,学海无涯苦作舟鼓风炉熔炼再生铜(5)鼓风炉熔炼的配料计算鼓风炉熔炼时需根据原料性质计算出所加熔剂量,常用的方法有两种。
一、有效熔剂法原料为含铜炉渣。
(1)已知条件a、含铜炉渣的化学成分为SiO2 21.50%、CaO 2.20%、FeO 14.40%、其他61.90%。
b、石英石成分为SiO2 92.4%、CaO 1.2%、FeO 0.3%。
c、石灰石成分为SiO2 1.3%、CaO 54%、FeO 0.5%。
d、选择的渣型为SiO2 30%、CaO 28%、FeO 14%。
(2)配料计算以100kg 含铜炉渣为计算基础a、计算石英石和石灰石的有效溶剂率100kg 石英石中含有1.2kg CaO,炉渣中CaO 与SiO2 之比是28:30 1.2kg CaO 造渣需1.2×30/28=1.2kg SiO2 100kg 石英石中游离的SiO2=92.4-1.29=91.11kg,即石英石的有效熔剂率为91.11%。
同样,100kg 石灰石中有1.3kg SiO2,因此石灰石中有1.3×28/30=1.2kg CaO 与SiO2 造渣,故石灰石的有效熔剂率为(54-1.2)÷100=52.8% b、计算炉渣量和各组成的量通过渣型和铜炉渣中含FeO 量计算出渣量为14.4/14×100=103kg 渣型各组成的量如下SiO2=103×0.30=30.9kgCaO=103×0.28=28.84kgFeO=103×0.14=14.40kg c、计算补加的石英石和石灰石量除去原料中SiO2、CaO 的含量,炉渣中还缺的量为SiO2=30.9-21.5=9.4kgCaO=28.8-2.2=26.64kg 需补加的石英石熔剂为9.4/91.11%=10.3kg 补加的石灰石熔剂为26.64/52.8%=10.3kg 故造渣率为103/ (100+10.3+50.5)×100%=64% 当熔剂质量稳定且加入量不大时,可近似取石英石的有效熔剂率为92%,石灰石的有效熔剂率为53%。
鼓风炉炼铜工艺操作规程鼓风炉炼铜是一种常用的冶金工艺,下面是一份鼓风炉炼铜工艺操作规程,包括操作步骤、安全要求和工艺参数等。
一、操作步骤1. 准备工作:(1) 确保鼓风炉的设备完好,检查炉体、炉门、炉衬等部位是否有损坏。
(2) 准备足够的原料和草木灰作为还原剂。
(3) 检查鼓风机的运行情况,确保正常工作。
(4) 将铜料和还原剂按炉子容量的比例放入鼓风炉中。
2. 点火:(1) 打开鼓风机,确保有足够的氧气供给。
(2) 在鼓风炉的底部放入易燃物质,点火点燃。
(3) 等待火焰彻底燃烧后,逐渐加大鼓风机的风力,使火焰达到合适的温度。
3. 加热和处理:(1) 在火焰稳定后,逐渐加入铜料。
(2) 观察铜料的熔化情况,根据需要调整鼓风机的风力和炉温。
(3) 当铜料熔化后,根据需要加入其他合金元素。
(4) 在炉温达到所需温度时,进行合金的调整和均匀搅拌。
(5) 根据需要,逐渐加入除杂剂,并进行除渣操作。
4. 浇铸:(1) 确保合金熔池中没有杂质和渣滓后,进行浇铸操作。
(2) 将熔融的合金从鼓风炉中倒入预先准备好的铸模中。
5. 冷却和取出:(1) 等待铸件冷却,并确保冷却完全后再取出铸件。
(2) 对铸件进行必要的后处理,例如去除表面氧化皮等。
二、安全要求1. 在操作鼓风炉时,必须佩戴防护眼镜、防火服等个人防护用品。
2. 确保炉体周围的通风良好,以防止有毒气体积聚。
3. 操作时要保持清醒,避免酒精等物质的影响。
4. 加热时要小心熔融物溅出造成烫伤,使用合适的工具进行操作。
5. 遵循电力安全操作规程,确保电气设备的接地和绝缘良好。
三、工艺参数1. 炉温:根据需要决定,一般在1000-1200摄氏度之间。
2. 风力:根据铜料的熔化情况和操作要求适当调整,通常在30-80立方米/小时之间。
3. 加铜速度:根据铜料的熔化情况和炉子容量确定,一般控制在10-20千克/小时之间。
4. 加合金元素和除杂剂的比例和时间根据具体合金的需求而定,需谨慎操作。
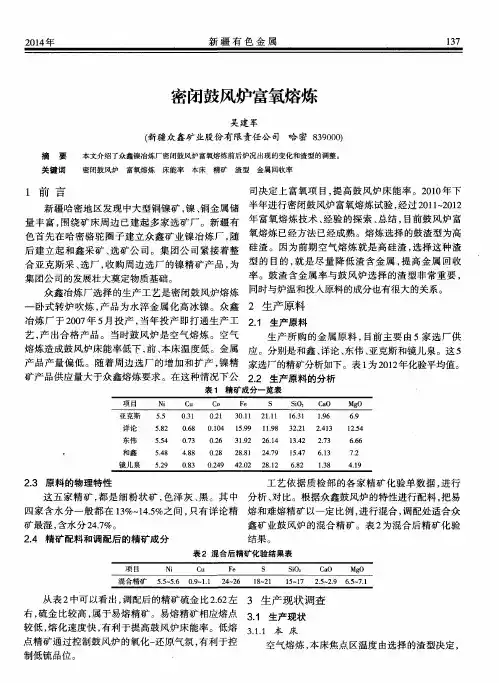
炼铜密闭鼓风炉富氧熔炼是可行工艺
黄阳初
【期刊名称】《有色金属:冶炼部分》
【年(卷),期】1987(000)005
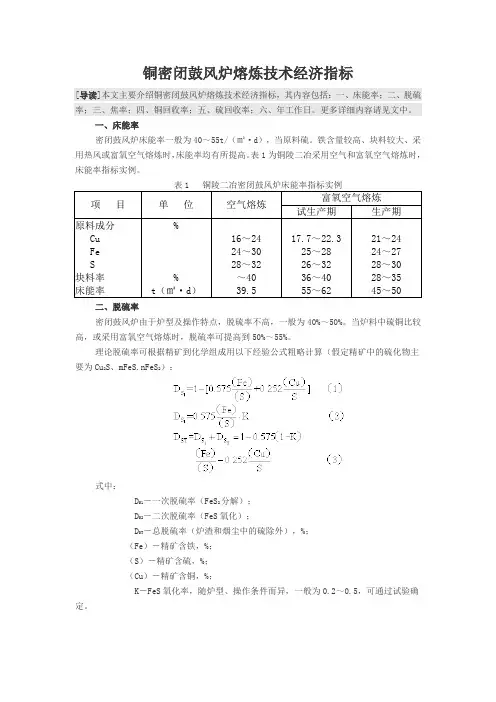
【摘要】文章列举了密闭鼓风炉富氧炼铜的技术经济指标,指出了有待解决的问题,对比了经济效益。
认为富氧熔炼对铜密闭鼓风炉是可行的。
【总页数】5页(P42-46)
【作者】黄阳初
【作者单位】铜陵第二冶炼厂
【正文语种】中文
【中图分类】TF8
【相关文献】
1.6.6M2O炼铜密闭鼓风炉工艺技术配料计算暨有关技术问题探讨 [J], 徐强;杨应凡
2.浅论PSA—O2制氧机组在密闭鼓风炉炼铜工艺的应用前景 [J], 徐强
3.降低密闭鼓风炉富氧熔炼焦耗的生产实践 [J], 马春来;路宝学
4.炼铜密闭鼓风炉应用PSA制氧新技术富氧熔炼 [J], 杨应凡;徐强
5.采用富氧是密闭鼓风炉炼铜工艺生存和发展的可行措施 [J], 黄汝江
因版权原因,仅展示原文概要,查看原文内容请购买。
书山有路勤为径,学海无涯苦作舟鼓风炉熔炼再生铜(2)鼓风炉一、鼓风炉的结构杂铜鼓风炉在结构上与普通炼铜鼓风炉大体相同,有圆形和矩形两种。
由于圆形鼓风炉的直径受风压限制,尺寸较小,生产能力也较小,大规模生产时,通常采用矩形鼓风炉。
常用的杂铜鼓风炉多为圆形,风口区截面积一般为0.5m2 左右,炉型是风口区逐渐向上扩张到还原区又垂直上升,其结构如力1 所示。
图1 杂铜鼓风炉的结构杂铜鼓风炉由以下几部分组成。
(1)炉基和小车杂铜鼓风炉的炉基一般用钢筋混凝土筑成,其厚度根据炉子的负荷、土壤性质等因素而定。
炉基上面铺设两根固定的铁轨,铁轨上放置一台小车,小车上装有千斤顶,炉缸和风口水套靠千斤顶支撑。
若炉缸损坏,可移动小车将其运到外面进行修理,风口水套损坏时,也可单独拆下处理。
基础平面上有四根支柱,风口水套以上的炉身重量落在支柱上。
(2)炉缸从风口水平中心线以下到炉底部分称为炉缸。
其外壳用钢板制成,内砌300~500mm 厚的硅砖或镁砖,出铜口和放渣口用铬镁砖砌成。
炉缸的容积应保证熔融铜和炉渣有足够的澄清时间,风口截面积为0.5m2 的杂铜鼓风炉的炉缸容积约0.2m3。
炉缸的缸底向出铜口略有倾斜,以便停炉时能将炉内熔体放干净。
出铜的的直径为25~30mm,放渣口设在高于出铜口370mm 的位置,其直径也为25~30mm。
(3)风口水套一般由六块水套组成,垂直高度为1000mm 左右。
水套之间彼此用螺栓相连并紧固在专门的支架上,各水套之间的接缝填以石棉绳。
水套一般用锅炉钢板焊成,靠炉子的水套壁用较厚的钢板制作,其厚度一般为15~18mm,水套外壁的钢板厚为10~12mm,内外壁间的距离为100~140mm。
[next] 鼓风炉所用水套有两种,即水冷和汽化冷却式。
汽化冷却水套冷却效率高,用水省,可充分利用余热,水套寿命长,并操作简便,故被广泛。
鼓风炉富氧熔炼炼铜简介****公司位于**市,海拔约1700m,空气含氧量约16%(海平面空气氧浓约21%,每升高350m,氧浓约降1%),现有5.8m2、4.1m2鼓风炉两台,日处理鼓风炉炼铜是一种古老的炼铜方法。
铜炉料与熔剂、焦炭在鼓风炉内熔炼产出铜锍(或粗铜)和炉渣的铜熔炼方法。
铜炉料可以是混捏铜精矿、铜精矿烧结块或其他含铜块料。
密闭鼓风炉一般处理经混捏的铜精矿料,而敞开式鼓风炉只能处理经过制团或烧结的块料。
根据炉内不同的气相成分,鼓风炉炼铜可分为氧化炼铜和还原炼铜。
氧化炼铜用于处理硫化矿,还原炼铜用于处理氧化矿或再生铜料。
这种熔炼工艺简单,床能力大,热效率高,渣含铜低,投资省,建设快;在20世纪30年代以前一直是世界上主要的炼铜方法。
在中国,20世纪50年代以前,这种方法几乎是矿铜生产的唯一方法。
传统的铜锍熔炼鼓风炉的炉顶是敞开式的,只能处理烧结矿或块矿,所产烟气含二氧化硫浓度低,仅0.5%左右,难以回收,造成烟害。
为了克服传统鼓风炉的这种弊病,人们曾试图通过制团的途径,使铜精矿中的硫保留下来,以集中到鼓风炉中进行氧化,再加上炉顶采取密闭措施,使鼓风炉烟气中的SO2浓度达到能经济而有效地回收的程度。
在工业实践中,团矿偶然自燃后,出现块状硫化物以及鼓风炉炉壁结块中也有硫化物等现象表明,铜精矿可在加压和加热条件下发生固结作用。
20世纪50年代初,日本四阪岛冶炼厂开发了料封式密闭鼓风炉熔炼法即百田法,铜精矿只需加水混捏后即可直接加入炉内,在炉气加热和料柱的压力作用下,固结成块,使熔炼得以顺利进行。
直接处理铜精矿,烟气含二氧化硫浓度达4%~6%,可用以制取硫酸,减轻了烟气对环境的污染。
60年代,苏联成功地采取了处理团矿或块矿的料钟式密闭鼓风炉富氧自热熔炼工艺。
同期,波兰有2座料钟式密闭富氧熔炼鼓风炉投产。
60年代中期,中国成功地进行了料封式密闭鼓风炉工业试验后,相继用以改造敞开式鼓风炉,解决烟害问题。
至此中国的敞开式鼓风炉铜锍熔炼已全被料封式和料钟式密闭鼓风炉取代。
1986年中国铜陵有色金属公司在料封式密闭鼓风炉基础上采用团块富氧熔炼。
1993年设计建成了富春江冶炼厂料封式富氧熔炼密闭鼓风炉。
原理鼓风炉是一种具有垂直作业空间的冶金设备,铜炉料、熔剂和焦炭从炉子上部加料口分批加入,靠其自身重力垂直向下移动,在高温下,与从炉子下部两侧风口鼓入的空气或富氧空气相遇,发生各种反应,而达到熔炼目的。
熔炼产出的混合熔体进入炉底,通过本床咽喉流入设于炉外的前床(见电热前床贫化)内进行铜锍与炉渣的澄清分离。
炉渣连续排放,铜锍按转炉吹炼的需要间断放出。
产出的高温烟气,通过炉内料柱的空隙上升,经炉顶排烟口进入排烟收尘装置。
鼓风炉炼铜的一般特征有四。
(1)燃料在炉内燃烧,炉料与高温炉气成逆流运动,因而热交换条件好,热利用率高达70%以上。
(2)鼓风炉的最高温度带集中在风口稍上的焦炭或硫化物激烈燃烧的所谓焦点区,焦点区最高温度可达1723K。
(3)焦点区的最高温度取决于炉渣的熔化温度和粘度等性质,以及焦点区的热平衡;当炉渣成分一定时,强化燃料燃烧只能增加炉料的熔炼量,而不能提高焦点区的温度。
(4)在鼓风炉熔炼过程中,气相与炉料之间的化学反应具有重要意义。
炼铜密闭鼓风炉一种炉顶具有密封装置的鼓风炉。
将传统敞开式鼓风炉的烟罩取消,于加料台平面上安设一个加料斗把炉口封住,炉气由加料台平面以下的排烟口进入排烟收尘系统。
加料斗中经常保持有必要数量的炉料,特别是致密性较好的混捏铜精矿,以保证炉口密闭。
炉子结构的其他部位,与传统敞开式鼓风炉大体相同。
密闭鼓风炉炼铜铜精矿加水混捏(见铜精矿混捏)后,按规定比例配入块状的熔剂、转炉渣和焦炭等,按焦炭-转炉渣-熔剂-混捏铜精矿,或转炉渣与熔剂颠倒的顺序分批经由加料斗加入炉内。
当炉料离开加料斗下口时,块料自然地向两侧滚动,混捏精矿沿加料斗下口垂直下降到炉子中心形成精矿料柱。
于是炉子两侧便出现以块料为主而炉子中央则以混捏精矿为主的状况,使炉内炉料分布不均匀。
由于炉料分布不均匀,炉气通过两侧较多,而流经中心的则很少。
如此,就导致炉子两侧温度比炉子中心高,越往上部,这种温差越大,在接近风口水平时,这种温差变小。
这种状况有利于混捏铜精矿在炉内发生固结或烧结作用,为在鼓风炉内直接熔炼铜精矿创造了条件。
但另一方面,由于物料的偏析和炉气分布不均,使炉气与炉料之间以及炉料各组分之间接触不良,削弱了硫化物氧化和造渣反应,这是密闭鼓风炉炼铜床能力低[40~50t/(m2•d)]和铜锍含铜品位低的根本原因。
根据熔炼过程的特点,沿炉子高度可分为预备区,焦点区和本床区。
预备区位于炉子上部,温度为523~873K至1273~1373K。
在此区域中进行炉料的干燥和预热,并发生铜和铁的高价硫化物离解及碳酸钙的离解反应。
预备区的气氛属于氧化性,部分硫化物被氧化。
在预备区下部,于温度较高的中央铜精矿柱的交界面上发生烧结作用。
在料柱里面的铜精矿,受到两侧上升气流的间接加热以及料柱重力的压力作用,而发生固结,变成具有一定强度的精矿块。
焦点区此区温度最高,为1523~1573K,气氛属强氧化性,进行半自热熔炼的主要反应。
几乎所有的焦炭都是在焦点区依靠鼓风中的氧来燃烧。
在焦点区内,被氧化的硫化物主要是FeS,其氧化产物随即与炉料中的SiO2造渣。
此外,在SO2存在的条件下,入炉转炉渣中的Fe3O4和预备区形成的Fe3O4成为FeS的固体氧化剂,对反应(1)而言,1molO2的热效应为406kJ;而反应(2),1molO2的热效应为343kJ,即焦炭燃烧的热效应大于FeS氧化造渣的热效应。
从热力学观点看,在焦点区焦炭优先被氧化。
而且,焦炭是以灼热固体状态进入焦点区,在被烧尽以前始终保持固态不变;而FeS则以熔体状态通过焦点区,迅速地向下流动。
由于液体硫化物在焦点区停留时间很短,从动力学观点看,在焦点区FeS争夺鼓风中氧的能力远远不如焦炭。
所以硫化物的氧化主要在预备区进行,它在焦点区被氧化的程度,主要取决于该处的焦炭量,亦即取决于焦率。
在工厂的生产实践中,通过调整焦率,即可有效地调节熔炼过程的脱硫率和铜锍品位。
在熔炼热平衡允许的条件下,要力求降低焦率以增加硫化物的氧化程度,达到提高烟气中SO2浓度和获得较高品位铜锍的目的。
本床区炉子的风口水平以下部分为本床区,温度达1473~1523K。
熔炼的熔炼产物汇集于此,并连续地通过咽喉口和流槽流入前床,在前床进行熔炼产物的澄清分离。
本床在完成熔炼产物汇集、澄清的同时,还起调整熔体成分的作用。
其中最主要的反应是熔解在炉渣中的Cu2O被铜锍中的FeS再硫化。
鼓风强度是影响鼓风炉熔炼的一个重要参数,密闭鼓风炉的基本原料铜精矿是以混捏料的形式加入炉内,从而限制了鼓风强度。
炉料中块料的比例对熔炼的技术经济指标有着明显的影响工艺过程鼓风炉熔炼的炉料从炉顶加入,从炉身下部两侧鼓风,一般进行半自热熔炼,即除炉料中硫化物氧化等放出的热外,还须补充冶金焦炭为燃料,在炉内完成炉料的部分焙烧脱硫、熔化、造锍和造渣等过程。
由于高温烟气的流动与炉料的运动呈对流形式,热效率高,生成的铜锍和炉渣流入前床澄清分离。
料封式密闭鼓风炉熔炼直接处理铜精矿。
要求铜精矿的硫铜比为1.1~1.5,二氧化硅含量不大于15%,氧化镁、三氧化二铝含量均不大于5%。
炉料的块料率占40%以上,通常加入熔剂、吹炼渣、含铜富块矿等来作为块料,块料块度一般为30~80mm,铜精矿入炉前须经混捏,混捏时加3%~5%的石灰粉,以增加铜精矿的粘结性,混捏后的铜精矿含水14%~16%。
加料顺序为:焦炭、吹炼渣、熔剂等,最后用混捏铜精矿封顶。
鼓风炉熔炼工艺简单,渣含铜低,投资省,建设快。
其缺点是床能率、脱硫率、铜锍品位均低,增加吹炼作业的时间,且能耗较大,一般适用于规模较小的炼铜厂。
设备选择有鼓风炉和鼓风机等。
(1)鼓风炉。
为竖式炉型,有敞开式鼓风炉,料封式密闭鼓风炉及料钟式密闭鼓风炉几种,几种鼓风炉炉顶结构不同,炉身结构相同。
规格均以炉床面积,即炉身风口区断面积表示,计算式为:式中Q为日处理炉料量,t;ɑ为鼓风炉床能率,t/(m2•d)。
大型鼓风炉断面为矩形,一般风口区的长度不大于9m,宽度为1~1.4m。
小型炉多采用圆形,一般炉身采用水套冷却。
60年代末,中国的鼓风炉炉身水套由水冷改为软化水汽化冷却,产出0.2~0.3MPa的低压蒸汽。
汽包须设水位计、压力表安全阀等,以确保安全运行。
铜鼓风炉熔炼的产物一般在前床沉淀。
炉子前床容积可按日处理100t炉料需要4.5~6m3计算。
(2)鼓风机。
要求风量稳定、风压可调。
设计时风量可按冶金计算所需风量乘以过剩系数1.1~1.3考虑或按炉床断面积鼓风强度25~40m3/(m2•min)计算,风压为8~10kPa。
车间配置为便于铜锍运输,鼓风炉与转炉垂直配置,鼓风炉前床与转炉配置于同一跨度内。
车间内须设事故安全坑和地面防水措施。
汽化冷却系统的汽包须设在鼓风炉上方,高出水套最高点6m以上。
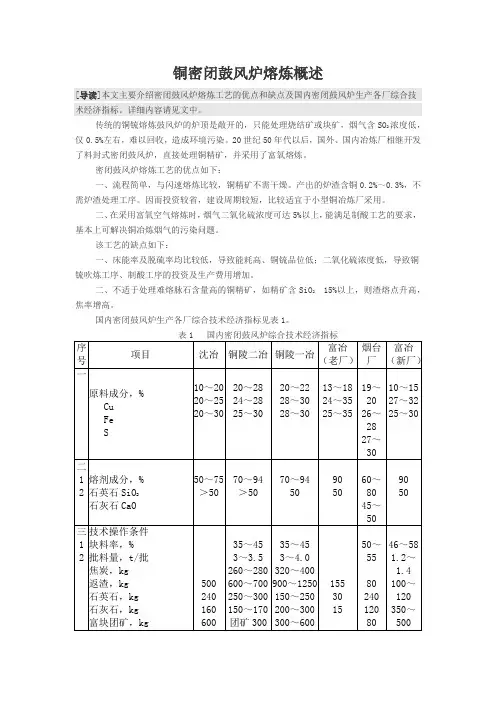
改进成效不论敞口鼓风炉炼铜法还是由它发展而来的密闭鼓风炉炼铜法,由于其烟气SO2浓度低,不能经济地回收,能源消耗高,难以大型化等,已陆续停止使用或被先进炼铜方法所取代。
密闭鼓风炉其缺点是床能率、脱硫率、铜锍品位均低,增加吹炼作业的时间,且能耗较大,一般适用于规模较小的炼铜厂。
近年来,我国先后在铜冶炼的铜陵密闭鼓风炉和白银熔池炉采用了富氧熔炼技术。
中国铜陵有色金属公司第二冶炼厂于1986年在两座10m。
密闭鼓风炉进行富氧鼓风的生产性熔炼试验,取得了较好效果。
当鼓风含氧30.5%时,同空气鼓风熔炼相比,床能力和脱硫率分别由42.7t/(m•d)和46.8%,提高到62.4t/(m•d)和57.2%,而焦率则由10.2%降到6.46%。
目前,我国有色冶金系统常用的熔炼炉配煤率为5%-7%,即100吨矿粉进去,需配上5-7吨煤。
即便国际上先进的日本三菱法、加拿大诺兰达法等炼铜工艺,配煤率也要4.8%或3.4%。
由此看来,如鼓风炉入炉块率保持较高,焦率还可稍降,与目前国内水平相接近。
实践表明,富氧熔炼不仅增加了熔炼能力,提高了烟气的502浓度,更重要的是降低了能耗,是实现自热熔炼的主要手段。
据北京有色金属研究总院郭先健建立的铜精矿自热熔炼动态热平衡数学模型为:dQ/dt=(762.7+2313/Rs-665.5/RsXs-610.5/Y o_2)V模型的计算及分析结果表明,精矿含硫量的增加有利于熔炼过程的热平衡。
若精矿含硫分数低于0.25,采用富氧对过程的热平衡产生负效应。
在脱硫率为0.60时,对于精矿含硫分数分别为0.30、0.35和0.45,实现自热熔炼的富氧浓度分别为70%,45%和30%。