功能指令例题
- 格式:docx
- 大小:359.33 KB
- 文档页数:10
刀具长度补偿G43、G44、G49指令编程举例刀具长度补偿指令一般用于刀具轴向(Z方向)的补偿,它使刀具在Z方向上的实际位移量比程序给定值增加或减少一个偏置量,这样当刀具在长度方向的尺寸发生变化时(如钻头刃磨后),可以在不改变程序的情况下,通过改变偏置量,加工出所要求的零件尺寸。
指令格式:G43 Z__ H__G44 Z__ H__G49指令功能:对刀具的长度进行补偿指令说明:(1) G43指令为刀具长度正补偿;(2) G44指令为刀具长度负补偿;(3) G49指令为取消刀具长度补偿;(4) 刀具长度补偿指刀具在Z方向的实际位移比程序给定值增加或减少一个偏置值;(5) 格式中的Z值是指程序中的指令值,即目标点坐标;(6) H为刀具长度补偿代码,后面两位数字是刀具长度补偿寄存器的地址符。
H01指01号寄存器,在该寄存器中存放对应刀具长度的补偿值。
使用G43、G44时,不管用绝对尺寸还是用增量尺寸指令编程,程序中指定的Z轴移动指令的终点坐标值,都要与H代码指令的存储器中的偏移量进行运算。
执行G43时:Z实际值=Z指令值+H__中的偏置值执行G44时:Z实际值=Z指令值-H__中的偏置值例题:图所示,图中A点为刀具起点,加工路线为1→2→3→4→5→6→7→8→9。
要求刀具在工件坐标系零点Z轴方向向下偏移3mm,按增量坐标值方式编程(提示把偏置量3mm存入地址为H01的寄存器中)。
图刀具长度补偿G43、G44、G49指令例题N01 G91 G00 X70 Y45S800 M03N02 G43 Z-22 H01N03 G01 Z-18 F100 M08N04 G04 X5N05 G00 Z18N06 X30 Y-20N07 G01 Z-33 F100N08 G00 G49 Z55 M09 N09 X-100 Y-25N10 M30。

mov指令用法例题mov指令是x86汇编语言中的一种指令,用于将数据从源地址移动到目标地址。
mov指令有多种格式,可以根据不同的需求使用不同的格式。
本篇文章将介绍mov指令的基本用法、注意事项和例题。
一、mov指令的基本用法mov指令可以将一个数据寄存器、内存地址、常量等作为源操作数,将另一个寄存器、内存地址或flag寄存器等作为目标操作数。
mov指令的格式如下:mov [目标地址], 数据寄存器或常量mov 数据寄存器或常量, [源地址]其中,[ ]表示内存地址,数据寄存器表示一个寄存器编号,常量表示一个具体的数值。
例如,将寄存器eax中的值移动到内存地址0x1000中,可以使用以下指令:mov [0x1000], eax将内存地址0x2000中的值移动到寄存器ebx中,可以使用以下指令:mov ebx, [0x2000]二、mov指令的注意事项1. 寄存器不要溢出:在移动大容量数据时,需要注意寄存器的容量,不要超过寄存器的容量而导致溢出。
2. 内存地址的合法性:在进行内存操作时,需要确保内存地址的合法性,避免访问无效的内存地址导致程序崩溃或数据损坏。
3. 数据的类型和大小:mov指令只能移动数据,不能移动程序代码或控制流。
同时,需要注意数据的大小和类型,避免发生数据不对齐或类型不匹配的问题。
4. flag寄存器的使用:mov指令可以修改flag寄存器的状态,影响程序的执行结果。
在使用mov指令时需要注意flag寄存器的使用方法,避免对程序的执行结果产生不良影响。
三、例题及解析例题1:计算两个整数的和,并将结果存储在eax中。
分析:可以使用add指令将两个整数相加,并将结果存储在eax 中。
为了方便输出结果,可以使用mov指令将eax中的值移动到内存地址中。
解:1. 将第一个整数移动到eax中:mov eax, 52. 将第二个整数移动到ecx中:mov ecx, 33. 将eax和ecx相加:add eax, ecx4. 将结果移动到内存地址0x1000中:mov [0x1000], eax输出结果为:5+3=8,存储在内存地址0x1000中。
例1、编程实现将内存中2个3字节数据相加,结果存于内存中。
参考程序:MOV AX,DATA ;取段基值存入AXMOV DS,AX ;DS指向数据段MOV AX,DA1 ;取DA1低两个字节到AX中ADD AX,DA2 ;AX=AX+DA2=DA1+DA2MOV DA3,AX ;保存结果到DA3单元中MOV AL,DA1+2 ;取DA1的第三个字节到AL中ADC AL,DA2+2 ;与DA2的第三个字节和CF相加,存入AL MOV DA3+2,AL ; 保存结果到DA3+2单元中MOV AL,0 ;AL=0ADC AL,0 ;AL=AL+0+CF=0+0+CF=CFMOV DA3+3,AL ;将最后的进位取出并存入DA3+3中HLT习题:编程实现将内存中3个2字节数据相加,结果存于内存中。
参考程序:MOV AX,DATA ;取段基值存入AXMOV DS,AX ;DS指向数据段MOV DL,0 ;进位单元清0MOV AX,DA1 ;AX=DA1ADD AX,DA2 ; AX=AX+DA1=DA1+DA2ADC DL,0 ; DL=DL+0+CF,进位累加到DL ADD AX,DA3 ; AX=AX+DA3=DA1+DA2+DA3 ADC DL,0 ;DL=DL+0+CF,进位累加到DL MOV DA4,AX ;将结果存入DA4MOV D A4+2,DL ; 保存进位位HLT用指针的方法编程实现例1参考程序:MOV AX,DATA ;取段基值存入AXMOV DS,AX ;DS指向数据段LEA BX,DA1 ;BX=DA1的偏移量有效值MOV AX,[BX] ;AX=[BX]=DA1低两个字节ADD AX,[BX+3] ;AX=AX+DA2低两个字节相加MOV [BX+6],AX ;保存结果到DA3单元中INC BX ;指针增1INC BX ;指针增1MOV AL,[BX] ;取DA1的第三个字节到AL中ADC AL,[BX+3] ;AL=AL+DS:[BX+3]+CF MOV [BX+6],AL ;保存结果到DA3+2单元中MOV AL,0 ;进位单元清0ADC AL,0 ;AL=AL+0+CFMOV [BX+7],AL ; 保存进位到DA3+3中HLT例2、编程实现将内存中2个10字节数据相加,结果存入内存中。
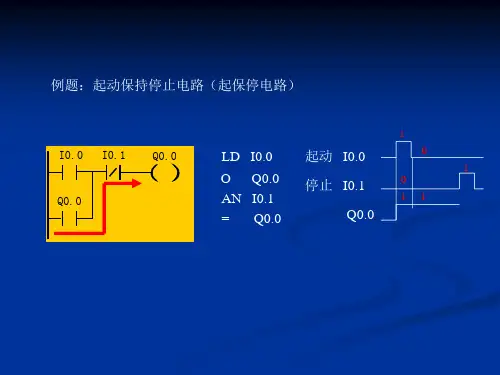
东训PLC培训中心例题(西门子200)一基本指令类1.起保停:I0.0接通I0.1断开Q0.0输出,I0.1接通时,Q0.0关断输出,即I0.0为启动按钮I0.1为停止按钮Q0.0为输出;2.正反转控制:有一正转启动按钮I0.0,一反转启动按钮I0.1,一停止按钮I0.2,正转输出Q0.0,反转输出Q0.1,要互锁;3.单按钮控制:利用一个按钮控制电机的启动与停止,I0.0第一次接通时Q0.0输出,电机运转,I0.0第二次接通时Q0.0关断输出,电机停止;4.混合控制:一台电机即可点动控制,也可以长动控制,I0.0为点动按钮I0.1为长动的启动按钮I0.2为长动的停止按钮Q0.0为输出点控制电机运转,两种控制方式之间要有互锁;5.连锁控制:某设备由两人操作,甲按了启动按钮I0.0,乙按了启动按钮I0.1后Q0.0输出设备才可以启动,两按钮不要求同时按,按钮了停止按钮I0.2后设备停止。
6.顺序控制:每按一次启动按钮启动一台电机,每按一次停止按钮,停掉最后启动的那台电机,按下紧急停止按钮,停止所有的电机,I0.0为启动按钮I0.1为停止按钮I0.2为紧急停止按钮Q0.0----Q0.3为电机控制的输出点;7.正反转:按下启动按钮I0.0电机正转,机床正向移动,当撞到正向限位开关I0.2时,电机停止,接着反转启动,机床反向移动,当机床撞到反向限位开关I0.3时,电机停止,又正转运行,如此循环,当按下停止按钮I0.1后机床不会马上停止,而是反转到位后才停止,Q0.0为正转输出Q0.1为反转输出;8.两灯交替闪烁:当按下启动按钮I0.0,Q0.0亮一秒后灭,Q0.1亮2秒,如此循环,当按下停止按钮I0.1,输出停止;9.小功率电机的星三角控制:一个启动按钮I0.0,一个停止按钮I0.1,一个主输出Q0.0,星形输出Q0.1,三角输出Q0.2,用一个定时器,要互锁;10.大功率电机的星三角控制:一个启动按钮I0.0,一个停止按钮I0.1,一个主输出Q0.0,星形输出Q0.1,三角输出Q0.2,用两个定时器,一个启动延时用,一个是星形转三角时延时0.2秒用,要加互锁;11.延时启动延时停止:按下启动按钮I0.0延时3秒电机启动,按下停止按钮I0.1延时5秒电机停止,电机控制输出点为Q0.0;12.延时自动关断:按下启动按钮I0.0,Q0.0输出,30秒后Q0.0输出停止,任意时刻按下停止按钮I0.1,Q0.0立即停止输出;13.五台电机顺序启动逆序停止:按下启动按钮I0.0,第一台电机启动Q0.0输出,每过5秒启动一台电机,直至五台电机全部启动,当按下停止按钮I0.1,停掉最后启动的那台电机,每过5秒停止一台,直至五台电机全部停止,任意时刻按下停止按钮都可以停掉最后启动的那台电机;14.控制方式选择:有一个选择按钮I0.0,按一下时电机可点动控制,按5秒时为长动控制,按10秒时为启动后延时自动停止,I0.1为启动按钮,I0.2为停止按钮,Q0.0为输出控制点,切换选择方式时Q0.0必须是输出0;15.做一个计时程序:统计设备的运行时间,能显示时,分,秒,用计数器做;16.做自动正反转:按下启动按钮I0.0,电机正转运行,2分钟后停止2秒,后反转2分钟停2秒,如此循环,按下停止按钮I0.1后电机停止运转,Q0.0为正转输出,Q0.1为反转输出;17.计数程序:例如有一台冲床在冲垫片,要对所冲的垫片进行计数,即冲床的滑块下滑一次,接近感应开关动作,计数器计数,计够数后自动停机,要冲下一批产品时,必须对计数器进行复位;18.用计数器配合定时器使用:例如机床运行500小时后需更换某个易损零件或换机油等,这时某个指示灯点亮,或触摸屏给出一条提示,但我们所用的定时器的定时时长是有限的,最长也不到一小时,所以要配合计数器使用即可解决此问题;19.顺序控制:一台气缸控制的机械手有上,下,左,右,夹紧和松开6个动作,这6个动作的执行是顺序执行的,程序要有手动调试模式,半自动模式和全自动模式,回原点模式,输入分配;I0.0启动按钮,I0.1停止按钮,I0.2回原点模式选择,I0.3手动模式,I0.4半自动模式,I0.5全自动模式,I0.6上限位,I0.7下限位,I1.0左限位,I1.1右限位,I1.2夹紧,I1.3松开,I1.4手动上移,I1.5手动下移,I1.6左行,I1.7右行,I2.0夹紧,I2.1松开,输出分配:Q0.0上移,Q0.1下移,Q0.2左行,Q0.3右行,Q0.4夹紧,Q0.5松开;20.顺序控制的分支与汇合:例如排钻有4个机头,可同时钻4个孔,设备面板上有4个选择开关,某个机头使用与否可以选择,每个机头都有上下两个限位开关,当工作平台到位后,所选择的排钻下行钻孔,撞到下限位开关后上行,碰到上限位开关后停止,若有某个机头的上限位开关没动作,设备的工作平台就不能移动,输入输出可自行设计分配;二.功能指令类21.传送指令应用:例如有8个按钮(IB0)点动控制8台电机(QB0);22.传送指令应用:例如某设备可做两种型号的产品,有一个选择开关I0.0进行切换选择,当I0.0接通时做大型号的产品,按下启动按钮I0.1后Q0.0输出10秒自动停止,当I0.0关断是做小型号的产品,按下启动按钮I0.1后Q0.0输出5秒自动停止;23.块传送指令应用:做不同型号的产品要调不同的参数,每组有3个参数,例如灌注机灌注不同的产品,温度和压力不同,灌注时间也不一样,选择某个型号要调用对应的那组参数,I0.0为小型号选择按钮,I0.1为中型号选择按钮,I0.2为大型号选择按钮;24.比较指令应用:8个按钮对应8个输出点,输入与输出相对应,按了某个按钮后对应的那个输出点输出,其他点为0;25. 比较指令应用:温度低于15度时亮黄灯(Q0.0),温度高于35度时亮红灯(Q0.1),其他情况亮绿灯(Q0.2);26. 比较指令应用:5灯顺序点亮,每个灯亮2秒,按下启动按钮I0.0第一个灯亮1秒时第二个灯亮,在第二秒时第一个灯灭第三个灯亮,如此循环,按下停止按钮所有的灯都不亮;27.数学运算指令应用:计数25.5乘以14.6再除以79再加上465等于多少;28. 数学运算指令应用:一个圆的直径是100毫米,要切一个最大的正方形,求正方形的边长;29.逻辑运算指令应用:有6个按钮(I0.0---I0.5)点动控制6个输出点(Q0.0---Q0.5),还有一起保停控制,启动按钮I0.6,停止按钮I0.7,输出Q0.6;30. 逻辑运算指令应用:8个按钮点动控制对应8个输出点,但是这8个按钮有接常开有接常闭;31.指针应用:例如一条做鞋底的生产线要生产10种型号的产品,每种型号有3个模具,由灌注机对模具进行注料,不同型号的模具其灌注时间不同,I0.0为模具感应开关,Q0.0为注料电磁阀,即I0.0感应到有模具时,Q0.0输出已设定好的一段时间停止。
push和pop指令的用法例题Push和Pop指令是汇编语言中常用的指令,它们用于将数据存储到栈中或从栈中取出数据。
在本文中,我们将介绍Push和Pop指令的用法,并提供一些例题来帮助读者更好地理解这些指令。
一、Push指令的用法Push指令用于将数据存储到栈中。
它的语法如下:push destination其中,destination可以是寄存器、内存地址或立即数。
Push指令的执行过程如下:1. 将栈指针(SP)减2。
2. 将destination中的数据存储到(SP)所指向的内存单元中。
下面是一个Push指令的例子:mov ax, 1234h ; 将立即数1234h存储到AX寄存器中push ax ; 将AX寄存器中的数据存储到栈中在上面的例子中,我们将立即数1234h存储到AX寄存器中,然后使用Push指令将AX寄存器中的数据存储到栈中。
二、Pop指令的用法Pop指令用于从栈中取出数据。
它的语法如下:pop destination其中,destination可以是寄存器或内存地址。
Pop指令的执行过程如下:1. 将(SP)所指向的内存单元中的数据取出。
2. 将栈指针(SP)加2。
3. 将取出的数据存储到destination中。
下面是一个Pop指令的例子:pop ax ; 从栈中取出数据并存储到AX寄存器中在上面的例子中,我们使用Pop指令从栈中取出数据并存储到AX寄存器中。
三、例题下面是一些例题,它们可以帮助读者更好地理解Push和Pop指令的用法。
例题1:将寄存器BX中的数据存储到栈中,并从栈中取出数据存储到寄存器CX中。
解题思路:我们可以使用Push指令将BX寄存器中的数据存储到栈中,然后使用Pop指令从栈中取出数据并存储到CX寄存器中。
解题代码:push bx ; 将BX寄存器中的数据存储到栈中pop cx ; 从栈中取出数据并存储到CX寄存器中例题2:将立即数5678h存储到栈中,并从栈中取出数据存储到寄存器DX中。
计算机组成原理指令系统例题计算机组成原理涉及到很多方面,其中指令系统就是其中的一部分。
指令系统是计算机硬件和软件之间的桥梁,它决定了计算机可以完成哪些操作,以及如何完成这些操作。
在计算机的指令系统中,常常会涉及到指令的格式、寻址方式、指令执行周期等内容。
下面我们就来看一道指令系统的例题以加深理解。
例题:有一个带有8位数据总线的微处理器,它的寄存器可分为通用寄存器和专用寄存器两种。
其中除计数器之外的所有专用寄存器的位数为4位,计数器的位数为8位。
该微处理器采用的指令最短长度为8位。
现在要实现一个程序并且需要在其中使用到以下几条指令:1. LD (Load)指令:从内存中读取数据到寄存器。
2. ST (Store)指令:从寄存器中写入数据到内存。
3. ADD (Add)指令:将两个寄存器中的数据相加,并将结果储存在目的寄存器中。
4. SUB (Subtract)指令:将两个寄存器中的数据相减,并将结果储存在目的寄存器中。
5. JMP (Jump)指令:跳转到指定地址。
6. JZ (Jump if Zero)指令:如果目标寄存器的值为0,则跳转到指定地址。
现在,假设你要编写一个简单的程序,该程序需要从一个地址为0x200的内存单元处读取两个数并将它们相加,然后将结果存入另一个地址为0x210的内存单元。
程序中用到的寄存器为R1、R2以及ACC,其中R1和R2为通用寄存器,ACC为专用寄存器。
现在请你为这个程序编写指令序列,并给出每条指令的机器码。
解题思路:首先,我们需要了解一些术语和概念。
在这题中,我们知道微处理器带有8位数据总线,计数器的位数为8位。
因此,我们可以知道,这个微处理器最大可以寻址的内存为256字节。
通用寄存器和专用寄存器的位数分别为4位,说明它们可以存储0~15之间的数。
在指令中,我们需要使用到寄存器R1、R2以及ACC,其中ACC是专用寄存器,用来保存运算的结果。
接下来,我们来写出这个程序需要执行的指令序列:1. LD R1, #0x200:将0x200地址处的值读取到R1寄存器中。
加法指令add例题解释加法指令add例题解释:在计算机中,加法是一种基本的算术运算,用于将两个数相加。
指令add表示执行加法操作,其操作对象为两个整数,操作结果也是一个整数。
下面是一个简单的例题:假设有一个整数变量int a,一个整数变量int b,以及一个add指令。
我们想要将a和b相加,并得到最终结果。
首先,将a和b赋值给变量。
例如,将a赋值为5,b赋值为2,如下所示:```int a = 5;int b = 2;```然后,使用add指令进行加法运算。
例如,如下所示:```int a = 5;int b = 2;int result = add(a, b);```在这个例子中,add指令将a和b相加,并将结果存储在result变量中。
结果的值是7。
除了基本的加法操作,计算机还可以执行减法、乘法和除法等运算。
在编写程序时,我们需要编写相应的算法来实现这些运算。
下面是一些常见的运算指令及其用法:- add指令:用于执行加法操作。
- sub指令:用于执行减法操作。
- mul指令:用于执行乘法操作。
- div指令:用于执行除法操作。
拓展:除了基本运算指令,计算机还可以使用高级指令来实现更复杂的运算。
例如,可以使用循环指令(如for、while、do-while等)来实现一系列的运算。
还可以使用跳转指令(如break、continue、goto等)来实现程序的跳转和循环。
指令add是计算机中最基本的加法指令,它可以帮助程序员实现一些简单的算术运算。
通过使用指令add,程序员可以更快地编写程序,并更好地理解计算机的工作原理。
1. 外圆粗加工复合循环(G71 )指令格式G71 U Δd ReG71 Pns Qnf U Δu W Δw Ff Ss Tt指令功能切除棒料毛坯大部分加工余量,切削是沿平行图1 外圆粗加工循环A 为循环起点,A-A'-B 为精加工路线。
指令说明Δd 表示每次切削深度(半径值),无正负号; e 表示退刀量(半径值),无正负号;ns 表示精加工路线第一个程序段的顺序号;nf 表示精加工路线最后一个程序段的顺序号;Δu 表示X方向的精加工余量,直径值;Δw 表示Z方向的精加工余量。
使用循环指令编程,首先要确定换刀点、循环点A 、切削始点A'和切削终点B 的坐标位置。
为节省数控机床的辅助工作时间,从换刀点至循环点 A 使用G00 快速定位指令,循环点 A 的X 坐标位于毛坯尺寸之外,Z 坐标值与切削始点 A '的Z 坐标值相同。
其次,按照外圆粗加工循环的指令格式和加工工艺要求写出G71 指令程序段,在循环指令中有Z 轴方向进行,见图 1 ,两个地址符U ,前一个表示背吃刀量,后一个表示X 方向的精加工余量。
在程序段中有P 、Q 地址符,则地址符U 表示X 方向的精加工余量,反之表示背吃刀量。
背吃刀量无负值A'→ B是工件的轮廓线,A→ A'→ B为精加工路线,粗加工时刀具从A点后退Δu /2 、Δw ,即自动留出精加工余量。
顺序号ns 至nf 之间的程序段描述刀具切削加工的路线例题 1 图2 所示,运用外圆粗加工循环指令编程。
图2 外圆粗加工循环应用N010 G50 X150 Z100N030 G71 U2 R1N040 G71 P50 Q120 U0.5 W0.2 F100N050 G01 X0N060 G03 X11 W-5.5 R5.5N070 G01 W-10N080 X17 W-10N090 W-15N100 G02 X29 W-7.348 R7.5N110 G01 W-12.652N120 X41N130 G70 P50 Q120 F302. 面粗加工复合循环(G72 )指令格式G72 WΔd ReG72 Pns Qnf U Δu W Δw Ff Ss Tt指令说明Δd 、e、ns 、nf 、Δu 、Δw 的含义与G71 相同。
div指令例题
div指令是一个用于创建网页布局的HTML元素,它可以将网页内容划分为不同的区域或部分。
以下是一个简单的div指令例题:题目:创建一个网页布局,包含头部、主体和底部三个区域。
HTML代码:
```html
<!DOCTYPE html>
<html>
<head>
<title>网页布局</title>
</head>
<body>
<div id="header">
<h1>这是头部区域</h1>
</div>
<div id="content">
<p>这是主体内容区域。
</p>
</div>
<div id="footer">
<p>这是底部区域</p>
</div>
</body>
</html>
```
在上面的代码中,我们使用了三个不同的`<div>`元素来创建头部、主体和底部三个区域。
每个`<div>`元素都有一个唯一的ID属性,以便在CSS样式表中为它们指定不同的样式。
你可以使用CSS样式表来设置这些区域的背景颜色、边框、宽度和高度等样式属性。
功能指令例题
例题1设有8盏指示灯,控制要求是:当X0接通时,全部灯亮;当X1接通时,奇数灯亮;当X2接通时,偶数灯亮;当X3接通时,全部灯灭。
试设计电路并用数据传送指令编写程序。
例题2电动机Y-△降压启动控制线路与程序
例题3 台设备具有手动/自动两种操作方式。
SB3是操作方式选择开关,当SB3处于断开状态时,选择手动操作方式;当SB3处于接通状态时,选择自动操作方式,不同操作方式进程如下:
手动操作方式进程:按启动按钮SB2,电动机运转;按停止按钮SB1,电动机停机。
自动操作方式进程:按启动按钮SB2,
电动机连续运转1min后,自动停机。
按停止按钮SB1,电动机立即停机。
例题 4 单按钮的功率控制线路如图所示。
控制要求是:加热功率有7个挡位可调,大小分别是0.5kW、1kW、1.5kW、2kW、2.5kW、3kW和3.5kW。
有1个功率选择按钮SB1和1个停止按钮SB2。
第一次按SB1选择功率第1挡,第二次按SB1选择功率第2挡……第八次按SB1或按SB2时,停止加热。
例题 5 某台设备有两台电动机,受输出继电器Y0、Y1控制;设手动、自动1、自动2和自动3四挡工作方式;使用X0~X4输入端,其中X0、X1接工作方式选择开关,X2、X3接启动/停止按钮,X4接过载保护。
在手动方式中采用点动操作,在3挡自动方式中,Y0启动后分别延时10s、20s、和30s后再启动Y1,用接点比较指令编写程序和分析程序。