镀锌钢管(螺纹连接)演示文稿
- 格式:ppt
- 大小:789.00 KB
- 文档页数:13



镀锌钢管连接方法镀锌钢管是一种具有优良防腐性能的管材,常用于建筑、工程、机械制造等领域。
在使用镀锌钢管时,连接方法的选择对管道的安全和稳定起着至关重要的作用。
本文将介绍几种常见的镀锌钢管连接方法,以供参考。
首先,常见的一种连接方法是螺纹连接。
螺纹连接是将镀锌钢管的管口切成螺纹,然后用螺纹连接器将两根管子连接在一起。
这种连接方法简单、快捷,适用于一般的低压管道。
但是需要注意的是,在使用螺纹连接时,要确保螺纹的质量和密封性能,以防止漏水或者松动。
其次,焊接连接是另一种常用的连接方法。
焊接连接可以保证管道的密封性和稳定性,适用于高压、高温、腐蚀性强的工况。
在进行镀锌钢管的焊接连接时,需要注意选择合适的焊接材料和焊接工艺,以确保焊缝的质量和牢固性。
另外,还要注意防止焊接时产生的热变形对管道造成影响。
除了螺纹连接和焊接连接外,承插连接也是一种常用的连接方法。
承插连接是通过将管口插入到连接器内,再通过螺母或者卡箍将两根管子连接在一起。
这种连接方法适用于一些特殊的工况,如需要频繁拆卸的管道系统。
在使用承插连接时,要确保连接器的质量和密封性能,以防止漏水或者松动。
另外,搭接连接也是一种常见的连接方法。
搭接连接是将两根管子的管口搭接在一起,然后通过螺栓或者焊接将其连接在一起。
这种连接方法适用于一些需要经常拆卸的管道系统,如输送粉状物料的管道。
在使用搭接连接时,要确保搭接的质量和密封性能,以防止漏水或者松动。
总的来说,镀锌钢管的连接方法有多种选择,根据具体的工况和要求来选择合适的连接方法非常重要。
在使用镀锌钢管时,要根据管道的材质、压力、温度、介质等因素来选择合适的连接方法,并且要严格按照相关的标准和规范来进行安装和连接,以确保管道的安全和稳定。
希望本文对您有所帮助,谢谢阅读。
镀锌钢管螺纹连接方法镀锌管螺纹连接的步骤:测量长度→切断→套螺纹→缠绕填料→连接。
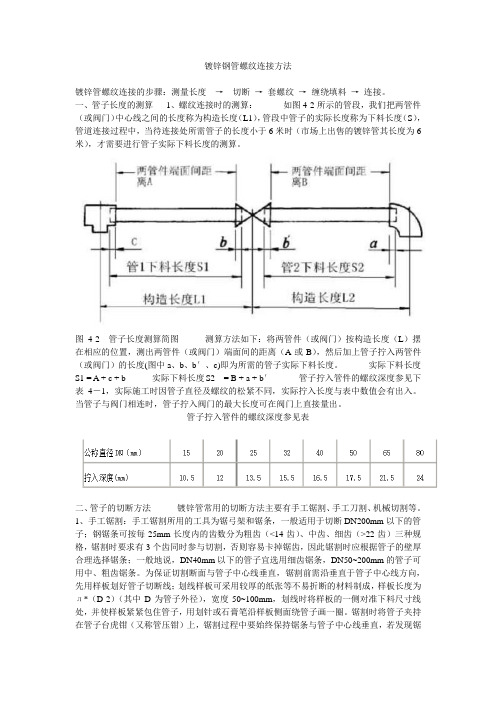
一、管子长度的测算1、螺纹连接时的测算:如图4-2所示的管段,我们把两管件(或阀门)中心线之间的长度称为构造长度(L1),管段中管子的实际长度称为下料长度(S),管道连接过程中,当待连接处所需管子的长度小于6米时(市场上出售的镀锌管其长度为6米),才需要进行管子实际下料长度的测算。
图4-2 管子长度测算简图测算方法如下:将两管件(或阀门)按构造长度(L)摆在相应的位置,测出两管件(或阀门)端面间的距离(A或B),然后加上管子拧入两管件(或阀门)的长度(图中a、b、b′、c)即为所需的管子实际下料长度。
实际下料长度S1 = A + c + b 实际下料长度S2 = B + a + b′管子拧入管件的螺纹深度参见下表4-1,实际施工时因管子直径及螺纹的松紧不同,实际拧入长度与表中数值会有出入。
当管子与阀门相连时,管子拧入阀门的最大长度可在阀门上直接量出。
管子拧入管件的螺纹深度参见表二、管子的切断方法镀锌管常用的切断方法主要有手工锯割、手工刀割、机械切割等。
1、手工锯割:手工锯割所用的工具为锯弓架和锯条,一般适用于切断DN200mm以下的管子;钢锯条可按每25mm长度内的齿数分为粗齿(<14齿)、中齿、细齿(>22齿)三种规格,锯割时要求有3个齿同时参与切割,否则容易卡掉锯齿,因此锯割时应根据管子的壁厚合理选择锯条;一般地说,DN40mm以下的管子宜选用细齿锯条,DN50~200mm的管子可用中、粗齿锯条。
为保证切割断面与管子中心线垂直,锯割前需沿垂直于管子中心线方向,先用样板划好管子切断线;划线样板可采用较厚的纸张等不易折断的材料制成,样板长度为л*(D-2)(其中D为管子外径),宽度50~100mm,划线时将样板的一侧对准下料尺寸线处,并使样板紧紧包住管子,用划针或石膏笔沿样板侧面绕管子画一圈。
锯割时将管子夹持在管子台虎钳(又称管压钳)上,锯割过程中要始终保持锯条与管子中心线垂直,若发现锯口歪斜,可将锯弓反方向偏移,待锯缝回复原线后再扶正锯弓继续锯割,锯割较大的管子时可适当地向锯口处滴入机油以减少摩擦力;快要锯断时,锯割速度要减缓,力度要小,必须用锯断的方式而不能剩余一些用折断来代替锯割,以免管子变形而影响螺纹的套制及安装质量。

镀锌钢管螺纹连接⽅法范⽂范例学习指导镀锌钢管螺纹连接⽅法镀锌管螺纹连接的步骤:测量长度→切断→套螺纹→缠绕填料→连接。
⼀、管⼦长度的测算 1 、螺纹连接时的测算:如图 4-2 所⽰的管段,我们把两管件(或阀门)中⼼线之间的长度称为构造长度( L1),管段中管⼦的实际长度称为下料长度( S),管道连接过程中,当待连接处所需管⼦的长度⼩于 6 ⽶时(市场上出售的镀锌管其长度为 6⽶),才需要进⾏管⼦实际下料长度的测算。
图 4-2 管⼦长度测算简图测算⽅法如下:将两管件(或阀门)按构造长度(L)摆在相应的位置,测出两管件(或阀门)端⾯间的距离(A 或 B),然后加上管⼦拧⼊两管件(或阀门)的长度 ( 图中 a、b、b′、c) 即为所需的管⼦实际下料长度。
实际下料长度 S1 =A + c + b 实际下料长度S2 =B + a + b ′管⼦拧⼊管件的螺纹深度参见下表4- 1,实际施⼯时因管⼦直径及螺纹的松紧不同,实际拧⼊长度与表中数值会有出⼊。
当管⼦与阀门相连时,管⼦拧⼊阀门的最⼤长度可在阀门上直接量出。
管⼦拧⼊管件的螺纹深度参见表⼆、管⼦的切断⽅法镀锌管常⽤的切断⽅法主要有⼿⼯锯割、⼿⼯⼑割、机械切割等。
1、⼿⼯锯割:⼿⼯锯割所⽤的⼯具为锯⼸架和锯条,⼀般适⽤于切断DN200mm以下的管⼦;钢锯条可按每 25mm长度内的齿数分为粗齿(<14 齿)、中齿、细齿( >22 齿)三种规格,锯割时要求有 3 个齿同时参与切割,否则容易卡掉锯齿,因此锯割时应根据管⼦的壁厚合理选择锯条;⼀般地说, DN40mm以下的管⼦宜选⽤细齿锯条,DN50~200mm的管⼦可⽤中、粗齿锯条。
为保证切割断⾯与管⼦中⼼线垂直,锯割前需沿垂直于管⼦中⼼线⽅向,先⽤样板划好管⼦切断线;划线样板可采⽤较厚的纸张等不易折断的材料制成,样板长度为л *( D-2 )(⼜称管压钳)上,锯割过程中要始终保持锯条与管⼦中⼼线垂直,若发现锯⼝歪斜,可将word 整理版锯⼸反⽅向偏移,待锯缝回复原线后再扶正锯⼸继续锯割,锯割较⼤的管⼦时可适当地向锯⼝处滴⼊机油以减少摩擦⼒;快要锯断时,锯割速度要减缓,⼒度要⼩,必须⽤锯断的⽅式⽽不能剩余⼀些⽤折断来代替锯割,以免管⼦变形⽽影响螺纹的套制及安装质量。